1.本公开内容涉及一种能够湿式地同时形成两层或更多层的双狭缝模具涂布机。特别地,本公开内容涉及具有用于控制涂布间隙的宽度方向偏差的装置的双狭缝模具涂布机。
2.本技术要求于2020年12月29日在韩国提交的韩国专利申请第10-2020-0185693号的优先权,通过引用将所述韩国专利申请的公开内容并入本文。
背景技术:
3.随着技术的发展和对移动设备的需求增加,对作为能源的二次电池的需求正在迅速增加,并且这种二次电池本质上包括作为发电元件的电极组件。电极组件具有正极、隔膜和负极至少堆叠一次的形式,并且通过将正极活性材料浆料和负极活性材料浆料施加并干燥在分别由铝箔和铜箔制成的集流体上来制备正极和负极。为了使二次电池的充放电特性均等化,需要将正极活性材料浆料和负极活性材料浆料均匀地涂布在集流体上,为此,通常使用狭缝模具涂布机。
4.图1是传统狭缝模具涂布机的剖视图。
5.参照图1,在使用狭缝模具涂布机的电极制造方法中,将从狭缝模具涂布机30排放的活性材料浆料涂布在由涂布辊10传送的集流体20上。从狭缝模具涂布机30排放的活性材料浆料被广泛涂布在集流体20的一个表面上以形成活性材料层。狭缝模具涂布机30包括两个模具块31和32并且在两个模具块31和32之间形成单个狭缝35,并且可以通过与单个狭缝35连通的排放口37排放一种类型的活性材料浆料来形成一层的活性材料层。狭缝模具涂布机与棒涂布(bar coating)或逗号涂布(comma coating)相比能够实现快速涂布,因此在高生产率方面已被广泛应用。图1中例示的狭缝模具涂布机是沿与重力相反的方向排放活性材料浆料的垂直模具型。
6.为了制造高能量密度的二次电池,约130μm的活性材料层厚度逐渐增加至300μm。当用传统的狭缝模具涂布机30形成厚的活性材料层时,由于在干燥过程中活性材料浆料中的粘合剂和导电材料的迁移加深,导致最终的电极制造不均匀。为了解决该问题,在进行两次涂布,例如将活性材料层薄薄地涂敷并干燥,然后再将活性材料层涂敷并干燥时,需要较长时间。为了同时提高电极性能和生产率,需要能够同时涂布两种类型的电极活性材料浆料的双狭缝模具涂布机。
7.由于狭缝模具涂布机在模具块的耦接面上构成狭缝,因此基本上需要三个模具块以包括两个狭缝,如双狭缝模具涂布机。由于使用双狭缝模具涂布机的工艺应该使用从不同排放口同时排放的活性材料浆料,因此很难将每个活性材料层都形成为期望的厚度。
8.从排放口到集流体表面的间隔距离是涂布间隙,涂布间隙是决定活性材料层的涂布质量的非常重要变量。一般来说,各活性材料层的厚度受各活性材料浆料从排放口排放的量、活性材料浆料的类型、和涂布间隙的影响。在集流体的宽度方向上(横向(td))的涂布间隙均匀的情况下,可以进行稳定的涂布,而在宽度方向上存在涂布间隙偏差的情况下,涂
布宽度和未涂布部分边界的形状受很大的影响。活性材料层的厚度是几十到几百微米的很小的值,应该非常严格地控制,因为即使只有几微米的厚度变化也会严重影响涂布质量。为了在集流体的宽度方向上稳定地进行均匀涂布,需要非常严格地控制活性材料层的厚度以在宽度方向上表现出均匀的尺寸精度。然而,当双狭缝模具涂布机的宽度增加以使用宽幅集流体来增加产量时,在宽度方向上进行均匀涂布变得更加困难,并且涂布间隙的精确控制变得更加必要。
9.另外,根据活性材料浆料的类型确定适当的涂布间隙范围。在生产过程中,需要使用多种类型的活性材料浆料而不是使用一种类型的活性材料浆料来制造各种产品。为了使用多种活性材料浆料,难以单独提供专用于每种活性材料浆料的双狭缝模具涂布机。因此,需要先用一台双狭缝模具涂布机涂布某一种类型的活性材料浆料,再用双狭缝模具涂布机涂布另一种类型的活性材料浆料。在这种情况下,需要更改预先设置的涂布间隙。另外,难以始终均匀地涂布相同类型的活性材料浆料,因为根据制造时间点,由于物理性质,存在活性材料浆料的分散,因此需要应对这种分散。此外,涂布间隙控制变得更加重要,因为快速涂布显露出由于活性材料浆料分散导致的巨大涂布质量变化。
10.在现有技术中,为了产生所需的涂布间隙,需要重复拆卸和重新组装每个模具块的任务,同时实验性地进行多次涂布工艺以调整和检查涂布间隙。但是,涂布间隙不仅是即使根据模具块之间的组装而使用的螺栓的紧固强度,也足以被灵敏地调整而变化的变量,而且即使是活性材料浆料的排放力也可能使涂布间隙发生变化。
11.为了构造具有与包括一个狭缝的传统狭缝模具涂布机30相似的占地面积和体积的设备,每个模具块的厚度必须薄,因此,不可避免地存在结构上容易变形和扭曲的问题。当发生变形或扭曲时,苦心调整的涂布间隙会变形,这是造成电极工艺缺陷的严重问题。
技术实现要素:
12.技术问题
13.本公开内容设计为解决现有技术的问题,因此本公开内容提供一种能够容易地调整涂布间隙并控制涂布间隙的宽度方向偏差的双狭缝模具涂布机。
14.本公开内容的这些和其他目的和优点可以从以下详细描述中理解,并且通过本公开内容的示例性实施方式将变得更加明显。此外,很容易理解,本公开内容的目的和优点可以通过所附权利要求及其组合中所示的方式来实现。
15.技术方案
16.在本公开内容的一个方面,提供了一种包括用于沿与重力相反的方向排放涂布溶液的第一狭缝和第二狭缝的双狭缝模具涂布机,所述双狭缝模具涂布机包括:第一模具块,垂直安装在基座的上表面的后部;第二模具块,设置在第一模具块的前表面,以在第二模具块和第一模具块之间形成第一狭缝;第三模具块,设置在第二模具块的前表面,以在第三模具块和第二模具块之间形成第二狭缝;对准块,设置在基座的上表面的前部和第二模具块的下表面之间,并通过螺栓而紧固耦接到第二模具块的下表面和所述第一模具块的下表面。
17.在本公开内容的实施方式中,基座与第一模具块相互一体化。
18.第一狭缝可以垂直于基座。
19.第二模具块的截面可以是直角三角形。
20.第二模具块和第三模具块中的每一个的垂直长度可以小于第一模具块的垂直长度。
21.对准块可以包括台阶部分,所述台阶部分位于基座的上表面的前部和基座的前表面。
22.螺栓可以包括穿过基座的下表面而紧固到对准块和第二模具块的螺栓,以及穿过对准块而紧固到第三模具块的螺栓。
23.螺栓还可以包括穿过对准块的前表面而紧固到基座的螺栓。
24.第二模具块的下表面和第三模具块的下表面可以紧密接触对准块的上表面并且可以彼此对齐。
25.第一模具块、第二模具块和第三模具块可以包括分别作为各自的前端部的第一模具唇、第二模具唇和第三模具唇,并且第一模具唇、第二模具唇和第三模具唇可以位于同一直线上。
26.可以在第一模具唇和第二模具唇之间形成与第一狭缝连通的第一排放口,在第二模具唇和第三模具唇之间形成与第二狭缝连通的第二排放口,双狭缝模具涂布机可以通过第一狭缝和第二狭缝中的至少一个在连续行进的基板的表面上挤出和涂布活性材料浆料,并且可以在第一排放口和第二排放口之间形成台阶。
27.对准块可以在双狭缝模具涂布机的宽度方向上设置为多个。
28.对准块的垂直截面可以包括第一截面部分和从第一截面部分垂直延伸的第二截面部分。换言之,垂直截面可以具有
“┐”
或“l”形。
29.对准块可以是单个单体部件,而不是被分成多个部件。
30.有益效果
31.根据本公开内容,模具块的各个下表面通过对准块彼此对齐。模具块的各个下表面可以通过模具块相对于对准块的结合而彼此自然对齐。此时,可以防止模具块之间的错位,并且模具块的各个前端部与基板之间的距离,即,涂布间隙,可以始终保持在期望的程度。由于模具块是通过对准块固定的,因此已经确定的涂布间隙在工艺过程中不容易改变并被保持,从而抑制涂布间隙在宽度方向上发生变化。
32.因此,根据本公开内容,无需在拆卸和重新组装因厚度小而结构脆弱的模具块时调整涂布间隙,通过将模具块耦接到对准块的简单操作即可始终保持恒定的涂布间隙。对准块通过块的大表面接触可靠地控制均匀的宽度方向间隙。
33.根据本公开内容,即使考虑到模具块因活性材料浆料的排放压力而变形,也具有通过维持均匀的(
±
2%)涂布间隙来均匀地控制涂布量和涂布质量的效果。因此,可以使用具有均匀涂布间隙的双狭缝模具涂布机获得均匀质量的涂布产品,特别是二次电池的电极。
34.如上所述,根据本公开内容,即使当活性材料浆料的排放压力增加并且使用薄的模具块时,维持已经调整的涂布间隙的效果也很好。这具有确保涂布加工能力和确保再现性的效果。
35.使用这样的双狭缝模具涂布机,能够均匀地形成所期望的厚度的涂层,特别是活性材料层,优选地,能够同时涂布两种类型的活性材料浆料,因此具有性能和生产力都出色
的效果。
36.根据本公开内容,可以在双狭缝模具涂布机的宽度方向上设置多个对准块。此时,可以精确控制而不会在宽度方向上产生涂布间隙偏差。因此,即使在宽幅集流体上,也可以进行控制以表现出均匀的尺寸精度,以在宽度方向上稳定地进行均匀涂布。
37.可以根据活性材料浆料的类型确定合适的涂布间隙范围。在本公开内容中,制备了具有适当厚度的多种类型的对准块,并通过更换生产工艺所需的对准块来进行工艺,因此,即使没有单独提供专用于每种活性材料浆料的双狭缝模具涂布机,也可以通用双狭缝模具涂布机来使用各种活性材料浆料。此外,即使在活性材料浆料中存在分散的情况下,也可以仅立即更换对准块来调整涂布间隙以快速应对这种分散。
38.如上所述,当本公开内容的双狭缝模具涂布机用于在允许集流体行进的同时将活性材料浆料涂布在集流体上来制造二次电池的电极时,即使在高速行进或宽幅涂布条件下也可以具有均匀涂布的优点。
附图说明
39.附图示出了本公开内容的优选实施方式,并与前述的公开内容一起用于提供对本公开内容的技术特征的进一步理解,因此,本公开内容不限于附图。
40.图1是传统狭缝模具涂布机的示意性剖视图。
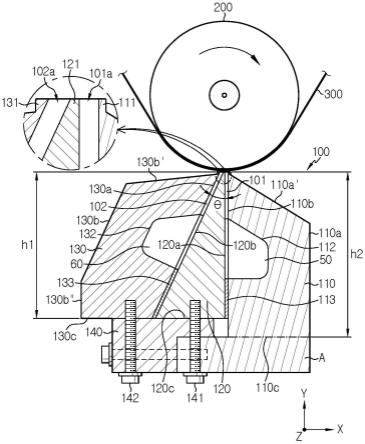
41.图2是根据本公开内容实施方式的双狭缝模具涂布机的示意性剖视图。
42.图3是包括在图2的双狭缝模具涂布机中的对准块的透视图。
43.图4是根据本公开内容实施方式的双狭缝模具涂布机的下表面的平面图。
具体实施方式
44.在下文中,将参考附图详细描述本公开内容的优选实施方式。在描述之前,应该理解的是,说明书和所附权利要求中使用的术语不应被解释为限于一般含义和字典含义,而是在允许发明人适当地定义术语以获得最佳解释的原则的基础上,基于与本公开内容的技术方面对应的含义和概念进行解释。因此,本文所提出的描述仅是优选示例,仅用于说明的目的,并不用于限制本公开内容的范围,因此应当理解,在不脱离本公开内容的范围的情况下,可以对其进行其他等同替换和修改。
45.根据本公开内容实施方式的双狭缝模具涂布机是包括第一狭缝和第二狭缝以沿与重力相反的方向排放涂布溶液并用涂布溶液在基板上涂布双层的设备。下面描述的“基板”是集流体,涂布溶液是“活性材料浆料”。第一涂布溶液和第二涂布溶液均为活性材料浆料,可以是指具有相同或不同的组成(活性材料、导电材料、和粘合剂的类型)、含量(活性材料、导电材料和粘合剂中的每一种的量)或物理性质的活性材料浆料。根据本公开内容实施方式的双狭缝模具涂布机针对同时施加至少两种类型的电极活性材料浆料或交替施加至少两种类型的电极活性材料浆料以进行图案化涂布而制造的电极进行了优化。然而,本公开内容的范围不必限于此。例如,基板可以是构成分离膜的多孔支架,并且第一涂布溶液和第二涂布溶液可以是具有不同组成或物理性质的有机物。也就是说,当需要薄膜涂布时,任何基板、任何第一涂布溶液和任何第二涂布溶液都是可以的。
46.图2是根据本公开内容实施方式的双狭缝模具涂布机的示意性剖视图。图3是包括
在图2的双狭缝模具涂布机中的对准块的透视图。图4是根据本公开内容实施方式的双狭缝模具涂布机的下表面的平面图。
47.根据本公开内容的实施方式的双狭缝模具涂布机100是包括第一狭缝101和第二狭缝102并且能够通过第一狭缝101和第二狭缝102同时或交替地在基板300上涂布两种相同或不同类型的涂布溶液的设备。如图2所示,双狭缝模具涂布机100包括基座a、第一模具块110、第二模具块120和第三模具块130。
48.在图2中,双狭缝模具涂布机100被安装成在大致垂直方向(x方向)上排放作为涂布溶液的活性材料浆料(约:
±
5度)。
49.如图所示,基座a可以被看作是在左右方向上具有预定长度并且在垂直于地面的方向(z方向)上延伸的长方体。第一模具块110竖直安装在基座a的上表面的后部。优选地,基座a和第一模具块110彼此一体形成。第一模具块110具有板状结构,其中垂直于地面的方向(z方向)为宽度方向,第一模具块110沿宽度方向延伸。第一模具块110放置在基座a上并与基座a组装。当基座a和第一模具块110以这种方式一体形成时,不需要相对于基座a对准,基座a和第一模具块110可以一体地处理,因此处理方便。
50.第二模具块120是位于构成双狭缝模具涂布机100的多个模具块中间的模具块,并且是设置在第一模具块110和第三模具块130之间以形成双狭缝的模具块。本实施方式的第二模具块120的截面为直角三角形,但不限于此形状。例如,截面可以设置为等腰三角形。
51.第二模具块120设置在第一模具块110的前表面。第二模具块120具有板状结构,其中垂直于地面的方向(z方向)为宽度方向,第二模具块120沿宽度方向延伸。第二模具块120的面对第一模具块110的第一表面120a几乎垂直于基座a。换言之,第二模具块120的第一表面120a是垂直表面。第一模具块110的面对第二模具块120的第一表面120a的第二表面110b、以及与第二表面110b相反的第一表面120a(即,形成双狭缝模具涂布机100的外周表面的后表面)也几乎垂直于基座a。换言之,第一模具块110的第一表面120a和第二表面120b是垂直表面。如此一来,第二模具块120的第一表面120a与第一模具块110的第一表面110a及第二表面110b几乎平行。在第一模具块110中,在第一表面110a上方形成向前倾斜的倾斜表面110a',因此第一模具块110的上部的截面大致为三角形。
52.第三模具块130设置在第二模具块120的前表面。第三模具块130也具有板状结构,其中垂直于地面的方向(z方向)为宽度方向,第三模具块130沿宽度方向延伸。第二模具块120的面对第三模具块130的第二表面120b、第三模具块130的面对第二模具块120的第二表面120b的第一表面130a、以及与第一表面130a相反的第二表面130b(即,形成双狭缝模具涂布机100的外周表面的前表面)几乎彼此平行。在第三模具块130中,在第二表面130b上方形成向后倾斜的倾斜表面130b'。第三模具块130的上部的截面也大致为三角形。第三模具块130的第二表面130b下方的表面130b”几乎垂直于基座a。换言之,表面130b”也是垂直表面。
53.第一模具块110、第二模具块120和第三模具块130的与活性材料浆料排放方向相反的表面,即下表面110c、120c和130c几乎水平(y方向)。在这种模具块110、120和130中,由于表面所形成的角部具有形成直角的部分,因此在截面中存在直角部分,并且由于使用垂直或水平表面作为参考表面,因此制造或处理模具块110、120和130容易并且其精度得到保证。
54.第一模具块110、第二模具块120和第三模具块130不一定限于上述示例中的形状,
并且例如可以构造为水平模具,活性材料浆料的排放方向为水平方向,且下表面110c、120c、130c为后表面。
55.模具块110、120和130例如由sus材料制成。可以使用sus420j2、sus630、sus440c、sus304、sus316l等容易加工的材料。sus的优点在于易于加工,价格便宜,耐腐蚀性高,并且可以以低成本制造成所需的形状。
56.在构成双狭缝模具涂布机100的模具块中,第一模具块110是位于图2中的右侧和后方的模具块,由于面对第二模具块120的第二表面110b垂直于基座a,所以第一狭缝101可以垂直于基座a。第一狭缝101可以在第一模具块110和第二模具块120彼此面对的地方形成。第一狭缝101由第一模具块110和第二模具块120的结合而形成。例如,第一间隔件113插入在第一模具块110和第二模具块120之间以在它们之间提供间隙,以形成与第一涂布溶液50可以流过的通道相对应的第一狭缝101。在这种情况下,第一间隔件113的厚度决定了第一狭缝101的垂直宽度(狭缝间隙)。
57.第一间隔件113包括其中一个区域被切掉的开口部分,并且可以插入在第一模具块110和第二模具块120的相对表面的边界区域中除了一侧之外的剩余部分。因此,仅在第一模具块110的前端部和第二模具块120的前端部之间形成第一排放口101a,通过第一排放口101a可以将第一涂布溶液50排放到外部。第一模具块110的前端部和第二模具块120的前端部分别定义为第一模具唇111和第二模具唇121。换言之,第一排放口101a可以通过使第一模具唇111和第二模具唇121彼此间隔开而形成。第一模具唇111和第二模具唇121中的每一个在宽度方向上延伸,并且可以是具有平坦上表面的长方体。
58.作为参考,第一间隔件113用作垫圈以防止第一涂布溶液50泄漏到第一模具块110和第二模具块120之间的除了形成第一排放口101a的区域之外的间隙,因此第一间隔件113优选地由具有密封特性的材料制成。
59.第一模具块110包括第一歧管112,第一歧管112在面向第二模具块120的第二表面110b上具有预定深度并且可与第一狭缝101连通。第一歧管112是从第一模具块110的面向第二模具块120的第二表面110b朝向与第二表面110b相反的第一表面110a提供的空间。第一歧管112通过供应管连接到安装在外部的第一涂布溶液供应室(未示出)以接收第一涂布溶液50。当第一涂布溶液50填充在第一歧管112中时,沿第一狭缝101引导第一涂布溶液50流动并通过第一排放口101a排放到外部。
60.第三模具块130设置在第二模具块120的前面并且在第三模具块130和第二模具块120之间形成第二狭缝102。因此,第二狭缝102形成在彼此面对的第二模具块120和第三模具块130之间。换言之,第二插狭缝102由第三模具块130与第二模具块120的结合而形成。
61.与上述第一狭缝101类似,第二间隔件133可以插入在第二模具块120和第三模具块130之间以在它们之间提供间隙。因此,形成对应于第二涂布溶液60可以流过的通道的第二狭缝102。在这种情况下,第二间隔件133决定了第二狭缝102的垂直宽度(狭缝间隙)。
62.此外,第二间隔件133也具有与上述第一间隔件113类似的结构,包括其中一个区域被切掉的开口部分,并且可以插入在第二模具块120和第三模具块130的相对表面的边界区域中除了一侧之外的其余部分。同样地,第二间隔件133的除了第二狭缝102的前部之外的周向方向被阻挡,并且第二排放口102a仅形成在第二模具块120的前端部和第三模具块130的前端部之间。第三模具块130的前端部被定义为第三模具唇131。换言之,第二排放口
102a通过使第二模具唇121和第三模具唇131彼此间隔开而形成。第三模具唇131也沿宽度方向延伸,并且可以是具有平坦上表面的长方体。
63.第三模具块130包括第二歧管132,第二歧管132在面向第二模具块120的第一表面130a上具有预定深度并且与第二狭缝102连通。第二歧管132是从第一表面130a朝向与第一表面130a相对的第二表面130b提供的空间。尽管在附图中未示出,第二歧管132通过供应管连接到安装在外部的第二涂布溶液60的供应室以接收第二涂布溶液60。当第二涂布溶液60沿管状管道从外部供应并填充在第二歧管132中时,沿与第二歧管132连通的第二狭缝102引导第二涂布溶液60流动并通过第二排放口102a排放到外部。
64.第二狭缝102和第一狭缝101形成一定的角度,该角度可以是大约20度到70度。第二狭缝102和第一狭缝101可以相交于一点,并且第二排放口102a和第一排放口101a可以设置在交点附近。因此,第一涂布溶液50和第二涂布溶液60的排放点可以大致集中在一点。
65.第一歧管112和第二歧管132分别形成在第一模具块110和第三模具块130。这可以较小地影响结构上最脆弱的第二模具块120的变形。此外,当第二模具块120分为左模具块和右模具块时,左模具块与第三模具块130一体地移动,右模具块与第一模具块110一体地移动,第二模具块120可以实现为使左模具块和右模具块在它们之间的界面处可滑动的结构,因此可以实现为便于改变第一狭缝101和第二狭缝102的位置的结构。
66.第二模具块120的面向第三模具块130的第二表面120b与第二模具块120的面向第一模具块110的第一表面120a之间的角度θ优选被确定在使得从第二排放口102a排放的活性材料浆料和从第一排放口101a排放的活性材料浆料在同时排放后不会立即形成涡流的范围内。当角度θ太小时,第二模具块120太薄而非常容易变形和扭曲。
67.根据具有这种结构的双狭缝模具涂布机100,可旋转地设置的涂布辊200位于双狭缝模具涂布机100的上方,在通过旋转涂布辊200驱动要涂布的基板300的同时,第一涂布溶液50和第二涂布溶液60与基板300的表面连续接触,使得基板300可以被双层涂布。或者,交替地进行第一涂布溶液50的供给和中断以及第二涂布溶液60的供给和中断,从而可以在基板300上间歇地进行图案涂布。
68.双狭缝模具涂布机100还包括对准块140,对准块140通过螺栓141和142紧固到与模具块120和130的前端部相反的模组块120和130的下表面120c和130c,以将两个模具块120和130结合在一起。对准块140设置在基座a的上表面的前部和第二模具块120的下表面120c之间。
69.这里,以第二模具块120和第三模具块130中的每一个的垂直长度h1小于第一模具块110的垂直长度h2为例。垂直长度表示从每个模具块的下表面到模具唇的垂直距离。在这种状态下,当第二模具块120的前端部与第一模具块110的前端部对齐时,可以在第二模具块120的下表面120c和基座a的上表面之间形成空间。该空间可以是其中上表面由第二模具块120的下表面120c形成,下表面由基座a的上表面形成,前表面敞开,后表面由第一模具块110的前表面形成,并且左侧部分和右侧部分敞开的空间。
70.对准块140安装在该空间中。特别地,对准块140可以包括台阶部分140',台阶部分140'位于基座a的上表面的前部和基座a的前表面。例如,台阶部分140'的厚度d可以对应于第二模具块120和第三模具块130中每一个的垂直长度h1与第一模具块110的垂直长度h2之间的差。
71.螺栓141穿过基座a的下表面并在垂直方向上紧固到对准块140和第二模具块120。螺栓142穿过对准块140并在垂直方向上紧固到第三模具块130。螺栓143穿过对准块140的前表面并在水平方向上紧固到基座a。螺栓141、142和143可以紧固在使它们不相互干扰的位置。通过这种结构,第二模具块120的下表面120c和第三模具块130的下表面130c可以与对准块140的上表面接触并相互对齐,并且第二模具块120的下表面120c和第三模具块130的下表面130c可以与第一模具块110的下表面110c具有台阶。
72.如图3所示,对准块140具有与第二模具块120的下表面120c和第三模具块130的下表面130c接触的上表面140a。与上表面140a不同,下表面140b包括台阶部分140',台阶部分140'的厚度d小于其他部分的厚度。台阶部分140'具有能够安装在基座a的上表面的前部和基座a的前表面上的结构。在对准块140中,可以进一步形成使螺栓141、142和143穿过的孔h以紧固螺栓141、142和143。孔h的数量和孔h的位置可以不同于图中所示的那些。对准块140的经过上表面140a、下表面140b和台阶部分140'的垂直截面包括第一截面部分和从第一截面部分垂直延伸的第二截面部分。换言之,垂直截面具有
“┐”
或“l”形。这样,简单块状的加工不繁琐,可以进行精密加工。如此,与模具块110、120和130类似,由于对准块140的表面所形成的角部是直角,因此在截面中存在直角部分,并且由于垂直表面或水平表面作为参考表面,因此对准块140的制造或处理容易且精度得到保证。当第一模具块110、第二模具块120和第三模具块130结合并且对准块140紧固到该结合体时,它们的面对部分可以以大表面接触的方式相互支撑,因此可以紧固和固定并且可以很好地维护。
73.双狭缝模具涂布机通常可以由sus材料形成。通常,由于sus部件的接合面容易发生漏液,因此在部件之间夹入橡胶圈或其他软质材料并密封,从而抑制漏液。然而,这种密封方式不适于控制均匀的组装形状(例如小于10μm的组装偏差),因此难以应用于双狭缝模具涂布机。
74.为此,在双狭缝模具涂布机中,需要通过螺栓组装以非常高的精度(直线度、平面度
±
5μm)加工的模具块。为了防止漏液,以大约200到350n的高压进行螺栓连接。然而,这种高压螺栓连接会导致微小的应力不平衡,因此可能会导致模具块变形,并且由于涂布期间供应的涂布溶液的压力会导致模具块变形或扭曲。具有
“┐”
或“l”形截面的对准块140是可以承受这种高压螺栓连接的结构。
75.对准块140可以是单个单体部件,而不是被分成多个部件。换言之,对准块140是一体的、无缝的部件。如此一来,不仅提高了对准块140在组装时的精度,而且对准块140的结构也很坚固,因此,对准块140在处理和使用过程中对外部冲击具有很好的稳定性。
76.根据本实施方式,对准块140将第三模具块130和第二模具块120接合在一起。由于第三模具块130的下表面130c与第二模具块120的下表面120c平行接合,因此当第二模具块120与第三模具块130各自的垂直长度h1彼此相同时,分别作为模具块130、120的前端部的第三模具唇131和第二模具唇121也可以位于同一直线上。换言之,第三模具唇131和第二模具唇121可以距基座a相同的高度,并且涂布辊200的下圆周表面以一定的涂布间隙位于第三模具唇131和第二模具唇121上方。这样,对准块140决定了第三模具唇131和第二模具唇121的位置,从而影响涂布间隙。
77.参照图4,可以在双狭缝模具涂布机100的宽度方向上布置多个对准块140。对准块140通过块的大表面接触可靠地控制均匀的宽度方向间隙。
78.根据对准块140的结构,第三模具块130和第二模具块120结合而一体移动,并且可以调整第二排放口102a和第一排放口101a的相对位置。位置调整的程度根据对准块140的台阶部分140'的厚度d而变化,并据此确定涂布间隙。此外,可以防止模具块110、120和130之间的位置错位。与现有技术相比,通过将模具块130、120与对准块140结合可容易地确定涂布间隙。因此,可以解决在拆卸模具块130、120、110并调整其位置时调整涂布间隙的不便,并提高装配精度。
79.在本实施方式中,示出了第三模具块130的垂直长度h1(从下表面130c到第三模具唇131的垂直距离)和第二模具块120的垂直长度(从下表面120c至第二模具唇121的垂直距离)小于第一模具块110的垂直长度h2(从下表面110c到第一模具唇111的垂直距离)的例子。在这种状态下,当包括厚度d与垂直长度h1和h2之间的差对应的台阶部分140'的对准块140被紧固到第三模具块130和第二模具块120时,第一模具唇111、第二模具唇121和第三模具唇131也可以位于同一直线上。在这种情况下,整个双狭缝模具涂布机100可以在相对于基板300向前或向后移动的同时涂布各层。
80.如果第三模具块130和第二模具块120中的每一个的垂直长度等于第一模具块110的垂直长度,则对准块140的紧固可以使第二模具唇121和第三模具唇131比第一模具唇111更远地向基板300突出。此时,在第一排放口101a和第二排放口102a之间形成台阶。当在第一排放口101a和第二排放口102a之间形成台阶并且第一排放口101a和第二排放口102a在垂直方向上彼此分开布置时,从第二排放口102a排放的第二涂布溶液60不会转移到第一排放口101a,从第一排放口101a排放的第一涂布溶液50也不转移到第二排放口102a。换言之,通过第一排放口101a或第二排放口102a排放的涂布溶液被形成在第一排放口101a和第二排放口102a之间的台阶的表面阻挡,因此不担心涂布溶液会流入其他排放口。因此,可以进行更顺畅的多层活性材料涂布工艺。
81.通过对准块140的这种紧固,作为各个模具块130、120和110的前端部的第三模具唇131、第二模具唇121和第一模具唇111与基板300之间的距离,即涂布间隙,可以始终保持在所需的水平,并且模具块130和120彼此固定,因此在工艺过程中保持已经确定的涂布间隙而不发生变化。
82.因此,无需在拆卸和重新组装因厚度小而结构脆弱的模具块130、120和110时调整涂布间隙,并且可以通过将模具块130和120耦接到对准块140的简单操作来始终保持恒定的涂布间隙。
83.根据本公开内容,即使考虑到模具块因活性材料浆料的排放压力而变形,也具有通过维持均匀的(
±
2%)涂布间隙来均匀地控制涂布量和涂布质量的效果。因此,可以使用具有均匀涂布间隙的双狭缝模具涂布机获得均匀质量的涂布产品,特别是二次电池的电极。
84.如上所述,根据本公开内容,即使活性材料浆料的排放压力增加,维持已经调整过的涂布间隙的效果也很优异。这具有确保涂布加工能力和确保再现性的效果。
85.使用这样的双狭缝模具涂布机,能够均匀地形成所期望厚度的涂布层,特别是活性材料层,优选地,能够同时涂布两种类型的活性材料浆料,因此具有性能和生产力都出色的效果。
86.特别地,在双狭缝模具涂布机100的宽度方向上包括多个对准块140,能够实现即
使在宽度方向上也不会出现涂布间隙偏差的精确控制。
87.根据活性材料浆料的类型确定合适的涂布间隙范围。在本公开内容中,制备了具有适当厚度的台阶部分的多种类型的对准块,并且通过更换每个生产工艺所需的对准块来执行工艺,因此,即使在没有单独提供专用于每种活性材料浆料的双狭缝模具涂布机时,也可以通用双狭缝模具涂布机以使用各种活性材料浆料。此外,即使在活性材料浆料中存在分散的情况下,也可以仅立即更换对准块来迅速应对这种分散。
88.如上所述,当本公开内容的双狭缝模具涂布机用于在允许集流体行进的同时将活性材料浆料涂布在集流体上来制造二次电池的电极时,具有即使在高速行进或宽幅涂布条件下也可以实现均匀涂布的优点。
89.在本实施方式中,以将涂布溶液涂布成两层的情况或交替供给涂布溶液进行图案涂布的情况为例进行了说明。然而,本公开内容可应用于提供三个或更多个狭缝以同时涂布三层或更多层的情况。
90.已经详细描述了本公开内容。然而,应该理解的是,详细描述和具体示例虽然指示了本公开的优选实施方式,但仅以说明的方式给出,因为从详细描述中,本公开内容范围内的各种变化和修改对于本领域技术人员将变得显而易见。
91.同时,尽管在本说明书中使用了指示诸如上、下、左、右等方向的术语,但是这些术语仅是为了描述方便,并且对于本领域技术人员显而易见的是,这些术语可以根据目标物体的位置或观察者的位置而变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。