1.本发明涉及型钢矫直技术领域,特别涉及一种全自动型钢矫直机。
背景技术:
2.轧件在冷床冷却过程中由于冷却水不能均匀分布在型钢表面,头部冷却速度较快,先行弯曲,形成浴盆状,使腹板上的积水不能流出,导致上表面收缩率明显大于型钢下表面,产生上弯;万能机组上下轧辊的辊径差过大,轧件上下表面温度不同,导致轧制时型钢上下表面的延伸率不同,产生上下弯曲缺陷;型钢左右弯曲也叫侧弯;轧机两侧压下量不同,使来料一侧延伸率大于另一侧,直接导致两侧翼缘厚度不一致。由于轧辊两侧的磨削量不同,轧制过程中,两侧腿的延伸率亦不同,造成延伸率大的一侧腿薄,延伸率小的腿厚,矫直过程中,在同等的受力条件下,自然出现侧弯,在型钢轧制的企业,一般是通过矫直机来完成矫直的;例如专利号:2017101197307的中国发明专利公开了一种型钢矫直机,型钢矫直机的机架为整体结构,机架的中间立柱滑道用于上矫直辊在压下装置作用下上下滑动,机架下部前-后轴承座用于安装下辊系,这样解决了以往型钢矫直机机架刚度低,适应矫直钢种受限等问题;通过对上述发明以及现有技术的矫直机进行检索,发现现有的矫直设备不能够对侧弯和上下弯曲同时进行矫正,也不能根据型钢的长度去对矫直机构进行调节,也无法在矫直的过程中实现型钢的自动化移动;因此,我们急需发明全自动型钢矫直机来解决上述技术问题。
技术实现要素:
3.针对上述问题,本发明通过电动气缸a的伸缩,从而驱动活动压轮组向下运动,提供了对型钢向下压的力,电动气缸b的伸缩去驱动活动支架,进而使活动支架驱动侧矫正轮,提供了对型钢两侧的压力,从而实现对型钢自动化矫直的功能。
4.本发明所使用的技术方案是:一种全自动型钢矫直机,包括:底座支撑部分、矫正部分、活动调节部分、送料驱动部分,所述底座支撑部分包括:支撑架、弹簧缓冲板 和型钢传递驱动部分;所述弹簧缓冲板的下端面与支撑架的上端面固定连接;型钢传递驱动部分固定安装在支撑架上;所述矫正部分上的活动架滑动安装在支撑架的槽口处;矫正部分实现对型钢的矫正;活动调节部分上的固定架固定安装在支撑架的上端面;活动调节部分根据不同型钢的长度去调节矫正部分的活动角度;所述送料驱动部分上的活动连杆固定安装在从动轮上,固定安装座固定安装在活动调节部分上的连接架上;送料驱动部分驱动齿轮a,进而带动固定滚轮进行转动。
5.进一步地,所述型钢传递驱动部分包括:步进电机、锥齿轮组、橡胶传送轮、主动轮、从动轮和皮带;所述步进电机固定安装在支撑架的挡板上,步进电机的电机轴与锥齿轮组上的主动锥齿轮固定连接;锥齿轮组上的从动锥齿轮固定安装在支撑架上端面支座的转
动轴上;橡胶传送轮固定安装在支撑架上端面支座的转动轴上;主动轮固定安装在支撑架上端面支座的转动轴上;从动轮转动安装在固定架的侧端面;从动轮和主动轮通过皮带进行滚动配合。
6.进一步地,所述矫正部分包括:活动架、固定滚轮、齿轮a、下矫直机构、侧矫直机构和固定连接块;所述活动架滑动安装在支撑架的槽口处;固定滚轮上的连接轴转动安装在活动架的支架上;齿轮a固定安装在固定滚轮的连接轴上;矫正部分上设有下矫直机构和侧矫直机构;固定连接块固定安装在活动架的上端面。
7.进一步地,所述下矫直机构包括:活动压轮组和电动气缸a;所述活动压轮组上有滑动支座和活动压轮,滑动支座与活动架的侧端面滑动配合,活动压轮转动安装在滑动支座上;电动气缸a的缸体后端固定安装在活动架的上端面,电动气缸a的活塞杆端部与活动压轮组上有滑动支座固定连接。
8.进一步地,所述侧矫直机构包括:电动气缸b、活动支架和侧矫正轮;所述电动气缸b的缸体后端转动安装在活动架的支座上,电动气缸b的活塞杆端部转动安装在活动支架的支座上;侧矫正轮转动安装在活动支架的连接轴上;活动支架上的固定座固定安装在活动架上。
9.进一步地,所述活动调节部分包括:固定架、连接架、伺服电机、齿轮b和齿条a;所述固定架的下端面与支撑架的上端面固定连接;连接架固定安装在固定架的侧端面上;伺服电机固定安装在固定架上,伺服电机电机轴与齿轮b固定连接;齿条a固定安装在固定连接块上;齿轮b与齿条a相互啮合。
10.进一步地,所述送料驱动部分包括:活动连杆、固定安装座和齿条b;所述活动连杆上的转动杆固定安装在从动轮上;固定安装座固定安装在连接架上;齿条b转动安装在活动连杆的转动轴上,齿条b与齿轮a相互啮合。
11.由于本发明采用了上述技术方案,本发明具有以下优点:(1)本发明通过电动气缸a的伸缩,从而驱动活动压轮组向下运动,提供了对型钢向下压的力,电动气缸b的伸缩去驱动活动支架,进而使活动支架驱动侧矫正轮,提供了对型钢两侧的压力,从而实现对型钢自动化矫直的功能;(2)本发明通过伺服电机驱动齿轮b,进而使齿轮b带动齿条a,从而实现了齿条a驱动矫正部分在支撑架上滑动,从而根据型钢的长度对矫正部分的距离进行调整,提高了矫直的效果;(3)本发明通过步进电机传动的驱动力,去带动主动轮,主动轮驱动从动轮,从动轮驱动活动连杆进行运动,从而使齿条b去推动齿轮a,矫正部分进行运动的时候也不会影响到齿轮a的转动,齿轮a驱动的固定滚轮和橡胶传送轮实现了对型钢在矫正过程中的移动。
附图说明
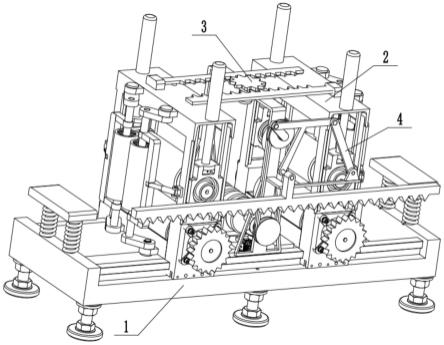
12.图1-3为本发明的整体结构示意图。
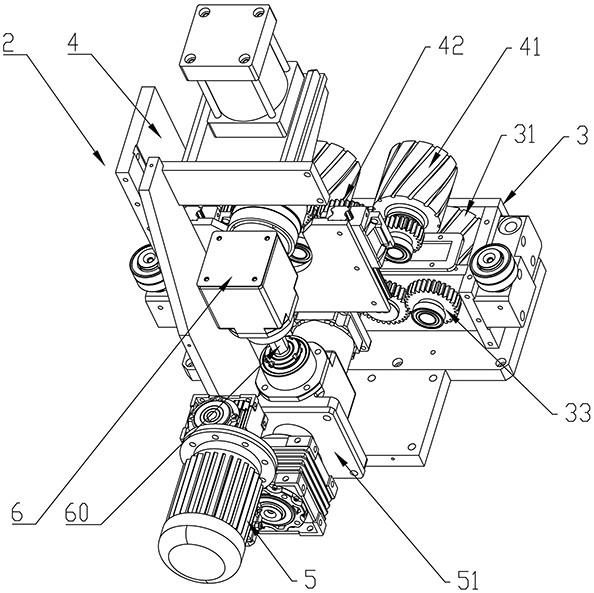
13.图4-5为本发明底座支撑部分的结构示意图。
14.图6-8为本发明矫正部分的结构示意图。
15.图9为本发明活动调节部分的结构示意图。
16.图10为本发明送料驱动部分的结构示意图。
17.附图标号:1-底座支撑部分;2-矫正部分;3-活动调节部分;4-送料驱动部分;101-支撑架;102-弹簧缓冲板;103-步进电机;104-锥齿轮组;105-橡胶传送轮;106-主动轮;107-从动轮;108-皮带;201-活动架;202-固定滚轮;203-齿轮a;204-活动压轮组;205-电动气缸a;206-电动气缸b;207-活动支架;208-侧矫正轮;209-固定连接块;301-固定架;302-连接架;303-伺服电机;304-齿轮b;305-齿条a;401-活动连杆;402-固定安装座;403-齿条b。
具体实施方式
18.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员能够在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
19.在本发明的描述中,需要说明的是,术语“上”、“下”、
ꢀ“
前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.实施例,如图1-10所示,一种全自动型钢矫直机,包括:底座支撑部分1、矫正部分2、活动调节部分3、送料驱动部分4,所述底座支撑部分1包括:支撑架101、弹簧缓冲板102 和型钢传递驱动部分;弹簧缓冲板102的下端面与支撑架101的上端面固定连接;型钢传递驱动部分固定安装在支撑架101上;矫正部分2上的活动架201滑动安装在支撑架101的槽口处;矫正部分2实现对型钢的矫正;活动调节部分3上的固定架301固定安装在支撑架101的上端面;活动调节部分3根据不同型钢的长度去调节矫正部分2的活动角度;送料驱动部分4上的活动连杆401固定安装在从动轮107上,固定安装座402固定安装在活动调节部分3上的连接架302上;送料驱动部分4驱动齿轮a203,进而带动固定滚轮202进行转动。
21.本发明实施例的一个可选实施方式中,如图4和图5所示,型钢传递驱动部分包括:步进电机103、锥齿轮组104、橡胶传送轮105、主动轮106、从动轮107和皮带108;所述步进电机103固定安装在支撑架101的挡板上,步进电机103的电机轴与锥齿轮组104上的主动锥齿轮固定连接;锥齿轮组104上的从动锥齿轮固定安装在支撑架101上端面支座的转动轴上;橡胶传送轮105固定安装在支撑架101上端面支座的转动轴上,橡胶传送轮105可以增大与型钢的摩擦力;主动轮106固定安装在支撑架101上端面支座的转动轴上;从动轮107转动安装在固定架301的侧端面;从动轮107和主动轮106通过皮带108进行滚动配合;通过步进电机103驱动锥齿轮组104,进而锥齿轮组104驱动橡胶传送轮105,从而实现对橡胶传送轮105上的钢材进行向前移动,实现了型钢的自动化运输;锥齿轮组104驱动主动轮106,进而主动轮106带动从动轮107,从而带动送料驱动部分4的运动。
22.本发明实施例的一个可选实施方式中,如图6、图7和图8所示,矫正部分2包括:活动架201、固定滚轮202、齿轮a203、下矫直机构、侧矫直机构和固定连接块209;活动架201滑动安装在支撑架101的槽口处;固定滚轮202上的连接轴转动安装在活动架201的支架上;齿
轮a203固定安装在固定滚轮202的连接轴上;矫正部分2上设有下矫直机构和侧矫直机构;固定连接块209固定安装在活动架201的上端面。
23.本发明实施例的一个可选实施方式中,如图6、图7和图8所示,下矫直机构包括:活动压轮组204和电动气缸a205;所述活动压轮组204上有滑动支座和活动压轮,滑动支座与活动架201的侧端面滑动配合,活动压轮转动安装在滑动支座上;电动气缸a205的缸体后端固定安装在活动架201的上端面,电动气缸a205的活塞杆端部与活动压轮组204上有滑动支座固定连接;通过电动气缸a205的伸缩,从而驱动活动压轮组204向下运动,提供了对型钢向下压的力。
24.本发明实施例的一个可选实施方式中,如图6、图7和图8所示,侧矫直机构包括:电动气缸b206、活动支架207和侧矫正轮208;所述电动气缸b206的缸体后端转动安装在活动架201的支座上,电动气缸b206的活塞杆端部转动安装在活动支架207的支座上;侧矫正轮208转动安装在活动支架207的连接轴上;活动支架207上的固定座固定安装在活动架201上;通过电动气缸b206的伸缩去驱动活动支架207,进而使活动支架207驱动侧矫正轮208,提供了对型钢两侧的压力。
25.本发明实施例的一个可选实施方式中,如图9所示,活动调节部分3包括:固定架301、连接架302、伺服电机303、齿轮b304和齿条a305;所述固定架301的下端面与支撑架101的上端面固定连接;连接架302固定安装在固定架301的侧端面上;伺服电机303固定安装在固定架301上,伺服电机303电机轴与齿轮b304固定连接;齿条a305固定安装在固定连接块209上;齿轮b304与齿条a305相互啮合;通过伺服电机303驱动齿轮b304,进而使齿轮b304带动齿条a305,从而实现了齿条a305驱动矫正部分2在支撑架101上滑动,从而根据型钢的长度对矫正部分2的距离进行调整,提高了矫直的效果。
26.本发明实施例的一个可选实施方式中,如图10所示,送料驱动部分4包括:活动连杆401、固定安装座402和齿条b403;所述活动连杆401上的转动杆固定安装在从动轮107上;固定安装座402固定安装在连接架302上;齿条b403转动安装在活动连杆401的转动轴上,齿条b403与齿轮a203相互啮合;通过步进电机103传动的驱动力,去带动主动轮106,主动轮106驱动从动轮107,从动轮107驱动活动连杆401进行运动,从而使齿条b403去推动齿轮a203,矫正部分2进行运动的时候也不会影响到齿轮a203的转动,齿轮a203驱动的固定滚轮202和橡胶传送轮105实现了对型钢在矫正过程中的移动。
27.本发明的工作原理:本发明在使用的时候,首先将型钢放在弹簧缓冲板102上,通过步进电机103驱动锥齿轮组104,进而锥齿轮组104驱动橡胶传送轮105和主动轮106,主动轮106驱动从动轮107,从而实现对橡胶传送轮105上的钢材进行向前移动;电动气缸a205的伸缩,从而驱动活动压轮组204向下运动,对型钢向下压的力,电动气缸b206的伸缩去驱动活动支架207,进而使活动支架207驱动侧矫正轮208,提供了对型钢两侧的压力,通过两侧的压力和向下的压力,从而实现了对型钢的矫正;通过伺服电机303驱动齿轮b304,进而使齿轮b304带动齿条a305,从而实现了齿条a305驱动矫正部分2在支撑架101上滑动,从而根据型钢的长度对矫正部分2的距离进行调整,提高了矫直的效果。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。