一种应用于五轴龙门c轴密封件安装的工装
技术领域
1.本实用新型涉及五轴龙门c轴领域,特别是涉及一种应用于五轴龙门c轴密封件安装的工装。
背景技术:
2.五轴龙门移动镗铣加工中心具有加工范围大、切削力大等特点。适合大型零件的加工,随着零件加工工艺的发展,此机床也由单一面的加工能力向五面加工能力发展,发展至今更具有五轴加工能力,而这一切很大程度取决于机床配备各种功能铣头的性能和加工能力,根据需要合理配备功能铣头使机床更加经济、实用、加工范围得到更大的扩展。
3.其中,五轴龙门c轴为五轴龙门重要的部件。如图1和图2所示,c轴100上至少包括c轴本体120、套设在轴本体上的密封件110以及套设在带有密封件110的c轴本体120上的轴套130。其中,密封件110包括若干圆环状的凸起部111和圆环状的凹入部112,所述凸起部111和所述凹入部112沿着轴向交替布置。
4.该密封件110具有较强的刚性,套设进c轴本体120上前需进行加热使得密封件110胀大,使得密封件110能够套入c轴本体120上。密封件110套入c轴本体120后,虽然能够牢固得抱在c轴本体120上,但是,该密封件110的外周尺寸并不能自然恢复至原有尺寸。在将轴套130轴向套入c轴本体120上的密封件110时,经常发生密封件110外径过大,发生过切现象,密封件110被破坏,导致密封件110安装失败。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本实用新型要解决的技术问题在于提供一种应用于五轴龙门c轴密封件安装的工装。
6.一种应用于五轴龙门c轴密封件安装的工装,其特征在于,包括工装本体和锁紧件;工装本体包括至少两个本体拼接件;工作时,所述至少两个本体拼接件沿着密封件周向布置,所述本体拼接件内侧壁围成容纳腔,用于容纳密封件;锁紧件连接相邻的所述本体拼接件,用于锁紧所述工装本体;所述工装本体被锁紧时,所述工装本体内侧壁沿着周向包裹所述密封件且紧贴所述密封件的凸起部。
7.优选地,所述锁紧件包括螺栓螺母与设置在所述本体拼接件外壁上的螺孔座,所述螺栓螺母用于连接位于相邻两个所述本体拼接件的螺孔座。
8.优选地,所述工装本体内侧壁围成的所述容纳腔呈圆柱形。
9.如上所述,本实用新型涉及的一种应用于五轴龙门c轴密封件安装的工装,在密封件周向布置本体拼接件,并且通过螺栓螺母和螺孔座将工装本体周向锁紧,使得工装本体内侧壁沿着周向完全包裹密封件且紧贴密封件的凸起部,对超出预定周向边界的凸起部进行挤压,使得密封件发生变形,最终使得套设有密封件的c轴本体能够顺利得安装在轴套内;并且,该工装制造成本低,使用方便,节约了五轴龙门c轴密封件安装的成本。
附图说明
10.图1为现有技术中五轴龙门c轴的示意图。
11.图2为现有技术中套设有密封件的c轴本体的示意图。
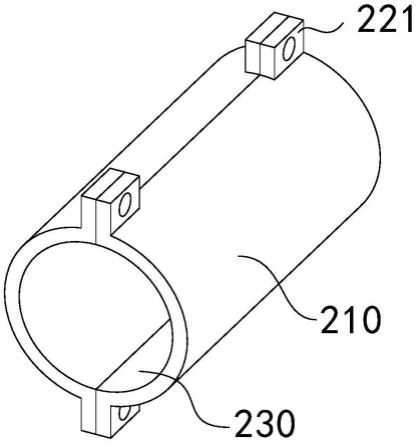
12.图3为本实用新型中一种应用于五轴龙门c轴密封件安装的工装的示意图。
13.图4为本实用新型中一种应用于五轴龙门c轴密封件安装的工装的另一示意图。
14.图5为本实用新型中一种应用于五轴龙门c轴密封件安装的工装的另一示意图。
15.图6为本实用新型中本体拼接件的示意图。
16.附图标记说明:
17.100、c轴;110、密封件;111、凸起部;112、凹入部;120、c轴本体;130、轴套;200、工装;210、工装本体;211、本体拼接件;220、锁紧件;221、螺孔座;222、螺栓螺母;230、容纳腔。
具体实施方式
18.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
19.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。需要说明的,如图1和图2所示,本实用新型所述的预定周向边界,指的就是轴套130用于容纳套设在c轴本体120的密封件110的内侧壁所围成为区域的周向边界。具体的,在本实施例中,轴套130的内腔呈圆柱形,故而周向边界所围成的区域呈圆柱形。因此,只要套设在c轴本体120上的密封件110的凸起部111最大直径小于该轴套130内腔的直径,即认为该密封件110未超出预定周向边界。
20.如图1-图6所示,一种应用于五轴龙门c轴密封件安装的工装的实施例,包括工装本体210和锁紧件220;工装本体210包括至少两个本体拼接件211;工作时,所述至少两个本体拼接件211沿着密封件110周向布置,所述本体拼接件211内侧壁围成容纳腔230,用于容纳密封件110;锁紧件220连接本体拼接件211,用于锁紧所述工装本体210;所述工装本体210被锁紧时,所述工装本体210内侧壁沿着周向包裹且紧贴所述密封件110外侧壁。
21.密封件110被固定在c轴100上后,将本体拼接件211沿着c轴密封件110的周向布置,将固定在c轴100上的密封件110放置入容纳腔230内。采用锁紧件220收紧工装本体210,此时,容纳腔230壁(也就是工装本体210内侧壁)沿着密封件110周向完全包裹整个密封件110且紧贴密封件110凸起。其中,容纳腔230的周向边界与轴套130内腔的周向边界相同,由于容纳腔230周向边界为大小确定,原本超出该周向边界的密封件110凸起部111分在容纳腔壁的挤压下会发生变形,工装本体210内壁抱紧c轴密封件110一段时间后,c轴密封件110变形趋于稳定,打开锁紧件220,c轴密封件110位于预定的周向边界内。此时,套设有密封件110的c轴本体120可以顺利沿着轴向套入轴套130内。
22.锁紧件220包括螺栓螺母222和设置在本体拼接件211外壁上的螺孔座221,螺栓螺母222用于连接位于相邻两个本体拼接件211的螺孔座221。当螺栓螺母222从相邻的螺孔座221拆离时,本体拼接件211可相互分离。
23.工装本体210内侧壁围成的容纳腔230呈圆柱形。在本实施例中,用于容纳套设在c轴本体上的轴套130内腔本身即为圆柱形,因此,容纳腔230的直径与轴套130的内径相等。本实施中,工装本体210呈现圆筒状。整个工装本体210沿其内径方向轴向均分为两个相同的本体拼接件211。由于工作时,从c轴密封件110需要放置在容纳腔230内,并且,工装本体210内侧壁沿着周向包裹密封件110外侧壁、且需要紧贴密封件110凸起部111。故而,需要尽量保证由本体拼接件211拼接而成的工装本体210内侧壁周向弧度的光滑。本体拼接件211的数量仅有两个,并且拼接成工装本体210时,两个本体拼接件211相互贴合的面与周向垂直,也能够尽量避免锁紧工装本体210的过程中,两个本体拼接件211相互贴合的端面发生偏移,导致密封件110的部分外侧壁无法与工装本体210的内侧壁紧贴的情形。
24.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
