1.本技术涉及数字光处理技术领域,特别是涉及一种数字微镜组件和投影装置。
背景技术:
2.数字微镜器件(digital micromirror device,简称“dmd”)是数字光处理技术(digital light procession,简称“dlp”)的核心器件,主要通过调节反射光实现投影图像。
3.本技术的发明人在长期的研发过程中发现,对没有完整定位孔的dmd而言,只能通过dmd的外形和dmd固定结构的壳体作定位,同时在壳体和dmd之间设置密封圈,实现dmd的固定和密封,然而由于密封圈尺寸较小,难以通过肉眼直接判断密封圈是否安装到位,容易出现dmd组装不良而导致密封不佳的情况。
技术实现要素:
4.基于此,本技术提供一种dmd组件和投影装置,以解决现有dmd组装不良的情况。
5.一方面,本技术提供了一种数字微镜组件,所述数字微镜组件包括:壳体、安装座、数字微镜器件和密封圈;其中,所述安装座具有定位槽,所述数字微镜器件安装于所述安装座上,所述密封圈被夹持在所述壳体和所述安装座之间,所述密封圈环绕设置于所述数字微镜器件的外周,所述密封圈具有定位凸台,所述定位凸台和所述定位槽相互定位配合。
6.另一方面,本技术提供了一种投影装置,包括光源模组、光机模组和镜头;其中,所述光源模组用于提供光源,所述光机模组用于接收所述光源并对所述光源进行调制,所述镜头用于接收调制光,并将所述调制光转化为成像光束并出射出去。所述光机模组包括数字微镜组件,所述数字微镜组件为上述数字微镜组件。
7.本技术提供的技术方案可以达到以下有益效果:本技术通过密封圈被夹持在壳体和安装座之间,定位凸台和定位槽相互定位配合,可有效密封数字微镜器件和壳体;通过在侧面肉眼观察密封圈是否被安装到位即可判断数字微镜器件是否被安装到位,数字微镜器件的组装良率可提升,减少返工,提高生产效率。
附图说明
8.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。其中:
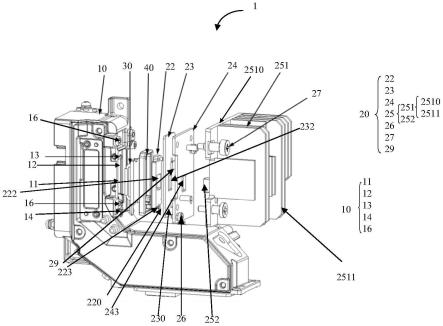
9.图1为本技术一实施例提供的数字微镜组件的装配结构示意图;
10.图2为图1中数字微镜器件和密封圈安装至壳体后的局部结构示意图;
11.图3为图1中安装板与密封圈的结构示意图;
12.图4为图3中密封圈从不同角度观察的结构示意图;
13.图5为本技术一实施例提供的数字微镜组件的结构示意图;
14.图6为本技术另一实施例提供的数字微镜组件的结构示意图;
15.图7为本技术一实施例提供的投影装置的结构示意图。
具体实施方式
16.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
17.dmd作为dlp系统中的关键器件,对其安装固定有着严格的要求。其中一种dmd固定结构针对的是dmd没有完整定位孔,对于这种情况,只能通过dmd的外形和dmd固定结构的壳体作定位。目前常用的固定方式是壳体上设计与dmd外形相匹配的沉靠结构,将dmd与壳体的沉靠结构相接触,同时在壳体和dmd之间垫硅胶条,实现dmd的完全固定。
18.然而,本技术发明人研究发现,由于硅胶条尺寸较小,难以通过肉眼直接判断硅胶条是否安装到位,即无法保证dmd被固定在理论位置上,容易出现dmd组装不良的情况,且这种情况只能在所有组件组装完成、通电点亮后才能被发现;而且对于微型投影这种小机型,空间非常紧凑,常用的做法是将dmd、电路板、压板和散热器所有部件套压在一起后锁螺钉压紧,但由于同时套压多个部件,且散热器尺寸一般较大,而dmd的尺寸较小,组装难度较大,非常容易出现个别部件移位错位,使得生产效率较低且容易出现组装不良的现象。此外,作为敏感器件,光机内部需要有效密封,以达到防尘的效果,但dmd与壳体之间存在有间隙,存在进灰的可能,在机器长时间运行后可能会对机器性能产生影响。
19.为解决上述技术存在的技术问题,本技术提供一种dmd组件,dmd组件可以为投影装置等产生图像的设备。参照图1,图1为本技术一实施例提供的dmd组件的装配结构示意图。dmd组件1包括壳体10、安装座20、dmd 30和密封圈40。其中,壳体10具有一凹槽11,安装座20具有一定位槽220,dmd 30安装于安装座20上,密封圈40环绕设置于dmd 30的外周,且被夹持在壳体10和安装座20之间。
20.一些实施例中,壳体10具有沉靠面12,沉靠面12即为凹槽11的底面,dmd 30和安装座20设置于壳体10的沉靠面12上。具体地,凹槽11可以为开设于壳体10的表面的凹槽,也可以通过在壳体10的表面的设置凸起,例如环形凸起,从而围设成凹槽。
21.请一并参见图2,安装座20包括安装板22,安装板22设置于dmd30远离沉靠面12的一侧,即如图2所示的放置方式中,安装板22设置于dmd 30的上方。安装板22具有定位槽220,定位槽220的存在会导致安装板22与壳体10之间存在缝隙,导致密封不严。定位槽220可看作由安装板22的侧面凹陷形成,形成凹槽的侧面可为平面、曲面或同时包括平面和曲面,定位槽220的形状可以为矩形,这里的“矩形”也包括大致是矩形的情况,可能由于实际需求,将矩形的一些平面设置为曲面或平面的一部分设置为曲面,或设置为平面、曲面的组合,但是大体上还是为矩形,例如倒圆角的矩形,定位槽220的形状是由与定位槽220互补的元件的形状定义的,与定位槽220互补的元件是指当将该元件设置于定位槽220处时,可补足安装板22,使补足后安装板22成为一完整的矩形或类矩形。
22.一些实施例中,请一并参见图3和图4,定位槽220可包括第一子定位槽2201和第二
子定位槽2202,其中,第一子定位槽2201设置在安装板22一侧边缘,第二子定位槽2202设置在安装板22相对的另一侧边缘,在一具体实施方式中,第一子定位槽2201和第二子定位槽2202呈对角设置。其中,形成第一子定位槽2201的侧面分别为相互连接的第一侧面2201a和第二侧面2201b,其中第一侧面2201a中的主体部分与安装板22的一条短边平行,第二侧面2201b中的主体部分与安装板22的一条长边平行。第二子定位槽2202的形状与结构可与第一子定位槽2201的形状与结构相同也可以不同。形成第二子定位槽2202的侧面分别为相互连接的第三侧面2202a和第四侧面2202b,其中第三侧面2202a中的主体部分与安装板22的一条短边平行,第四侧面2202b中的主体部分与安装板22的一条长边平行。
23.请一并参见图2,壳体10具有安装板定位柱13,安装板22具有与安装板定位柱13相匹配的安装板定位孔224,安装板定位柱13插入安装板定位孔224内,通过控制安装板定位柱13和沉靠面12的相对位置精度可保证dmd 30与安装板22的相对位置精度。安装板22具有引脚,安装板22与dmd 30抵接的一面通过引脚与dmd 30电连接。
24.密封圈40被夹持在安装板22与凹槽11的侧壁之间,即密封圈40套设在安装板22外周,用于限位和密封安装板22和dmd 30。密封圈40的材质可为硅胶或橡胶等弹性材料,本技术一些实施例中,密封圈40的材质为硅胶。为了保证密封圈40受到挤压时能产生一定的变形的同时仍然有一定的硬度,密封圈40的硬度设置为25
°‑
55
°
,例如25
°
、30
°
、35
°
40
°
、45
°
、50
°
或55
°
等。硅胶垫的压缩量设计为0.1mm-0.4mm,例如,0.1mm、0.15mm、0.2mm、0.25mm、0.3mm、0.35mm或0.4mm等,以保证固定压板24后能保证壳体10内部密封效果的同时电路板23不发生变形。
25.请一并参见图3和图4,密封圈40具有一通孔41,安装板22设置于密封圈40的通孔41内。通孔41的形状不限,可根据安装板22的外形设计成圆形、矩形、椭圆形等,本技术以通孔41为矩形为例进行说明。密封圈40包括密封圈本体42和定位凸台43,其中,密封圈本体42具有内表面和与内表面相对的外表面,其中内表面可围成通孔41,定位凸台43设置于密封圈本体42的内表面的一侧,即密封圈40的内周具有定位凸台43。定位凸台43与定位槽220相互定位配合,因此定位凸台43和定位槽220的形状相适应或相匹配,以限定安装板22的移动,进而限定dmd 30的移动。本技术中的形状“相适应”是指定位凸台43与形成定位槽220的侧面抵接,在接触处不存在缝隙,但是定位凸台43的形状不一定与定位槽220的形状相同,即定位凸台43不一定正好设置于定位槽220的位置处以补足定位槽220;“相匹配”是指定位凸台43的形状与定位槽220的形状相同,将定位凸台43设置于定位槽220位置处与定位槽220的位置重合。
26.本技术一些实施例中,定位凸台43包括第一子定位凸台430和第二子定位凸台431,其中,第一子定位凸台430和第一子定位槽2201相互定位配合,第二子定位凸台431和第二子定位槽2202相互定位配合。在一些实施例中,第一子定位凸台430的形状可为“l”型,第二子定位凸台431的形状可以为矩形。“l”型包括大致为“l”型的情况,即只要物体包括相互连接的两个凸起,两个凸起之间的夹角可为锐角、直角或钝角,两个凸起的表面可为平面、曲面或弯折面等;矩形包括大致为矩形的情况,指一个物体包括6个面,其中至少有一组相对的面平行设置,定义为顶面和底面,与该组相对的面连接的4个侧面中可以包括曲面、平面或弯折面等。可以理解的是,第一子定位凸台430和第二子定位凸台431的形状不限于此,可以根据第一子定位槽2201和第二子定位槽2202的形状变化进行相应的设计。
27.如图3-4所示,本技术实施例中,第二子定位凸台431位于矩形通孔41的一个拐角,第一子定位凸台430设置于矩形密封圈本体42的一条长边上且靠近与第二子定位凸台431所在的拐角为对角线的另一个拐角。第一子定位凸台430包括第一条形凸起430a和第二条形凸起430b,其中,第一条形凸起430a沿着垂直于矩形密封圈本体42的一条长边的方向延伸,第二条形凸起430b自与第一条形凸起430a的连接处向沿着平行于矩形密封圈本体42的一条长边的方向延伸且向垂直于第一条形凸起430a延伸方向的方向延伸,第一条形凸起430a的延伸方向和第二条形凸起430b的延伸方向指的是各自长边的延伸方向,第一条形凸起430a与第一侧面2201a相接触,第二条形凸起430b与与第一侧面2201a连接的安装板22长边接触。第一条形凸起430a和第二条形凸起430b可在两个方向上对安装板22产生挤压,限定安装板22的移动,确保安装板22和dmd 30安装到位。第二子定位凸台431包括相互连接的第一矩形凸台侧面431a和第二矩形凸台侧面431b,第一矩形凸台侧面431a沿垂直于矩形密封圈本体42的一条长边的方向延伸,第二矩形凸台侧面431b自与第一矩形凸台侧面431a的连接处向沿着平行于矩形密封圈本体42的一条长边的方向延伸且向垂直于第一矩形凸台侧面431a延伸方向的方向延伸,第一矩形凸台侧面431a与第三侧面2202a接触,第二矩形凸台侧面431b与第四侧面2202b接触,第一矩形凸台侧面431a和第二矩形凸台侧面431b可在两个方向上对安装板22产生挤压,限定安装板22的移动,确保安装板22和dmd 30安装到位。
28.此外,第一子定位凸台430和/或第二子定位凸台431可以为独立于密封圈本体42的分体结构也可以为与密封圈本体42的一体成型结构,本技术一些实施例中,密封圈本体42、第一子定位凸台430和第二子定位凸台431为一体化成型结构,通过模具精细加工制备,与分体结构相比,可避免分体结构安装时由于操作问题或精度不够导致密封圈本体42与第一子定位凸台430和第二子定位凸台431的安装出现错位等问题。
29.安装座20还可包括电路板23、压板24和散热器25。其中,电路板23设置于安装板22远离沉靠面12的一侧,压板24设置于电路板23远离安装板22的一侧、散热器25安装于压板24远离电路板23的一侧,dmd 30的一侧表面贴合于散热器25,具体地,dmd 30的远离沉靠面12一侧表面贴合于散热器25。
30.电路板23可为印制电路板(printed circuit board,简称“pcb”),电路板23与安装板22抵接,安装板22与电路板23抵接的一面通过引脚电连接至电路板23上的相应接触点。电路板23具有与安装板22安装时相匹配的电路板定位孔230,安装板22包括与电路板定位孔230相匹配的电路板定位柱223,电路板定位柱223可插入电路板定位孔230。因此,可通过电路板定位孔230和电路板定位柱223对电路板23和安装板22进行限位,以确保对电路板23抵压在密封圈40上。
31.压板24可安装于壳体10上,压板24与壳体10的连接方式不限,例如焊接、螺纹连接、铆接、粘接等。一些实施例中,为了有效固定密封dmd 30和壳体10,可通过第一螺纹连接件26将压板24固定在壳体10上,其中第一螺纹连接件26可以为螺钉、铆钉、销钉等能够实现紧固连接的结构件。本技术以第一螺纹连接件26为锁附螺钉为例进行介绍。
32.一些实施例中,压板24的尺寸大于凹槽11的尺寸,因此压板24设置于壳体上并以覆盖凹槽11,即压板24架设于凹槽11的侧壁上。壳体10具有与压板24相对应的压板定位柱14,其中压板定位柱14设置于壳体10上,压板定位柱14是由壳体10具有凹槽11一侧的表面向远离沉靠面12的一侧凸起形成,并靠近凹槽11设置。压板24可通过第一螺纹连接件26固
定于压板定位柱14上。参见图5和图6,一些实施例中,第一螺纹连接件26包括插入部261和固定部262,插入部261具有第一螺纹,第一螺纹连接件26沿图5和6所示的结构图中的纵切面为t型结构,固定部262的横截面尺寸大于插入部261横截面的尺寸。
33.在一应用场景中,如图5所示,压板定位柱14内具有与插入部261的第一螺纹相配的第一螺纹孔140,压板24具有与压板定位柱14相匹配的压板定位孔241,压板定位柱14插入至对应的压板定位孔241内。一些实施例中,压板定位柱14可插入部分压板定位孔241内,即压板定位柱14的高度小于压板定位孔241的高度,固定部262横截面的尺寸不仅大于第一螺纹孔140的孔径也大于压板定位孔241靠近固定部262一侧的横截面尺寸。在另一些实施例中,压板定位柱14可贯通压板定位孔241,即压板定位柱14的高度大于或等于压板定位孔的高度,插入部261插入至第一螺纹孔140,插入部261与壳体螺接,固定部262横截面的尺寸大于第一螺纹孔140的孔径。固定部262被阻挡在第一螺纹孔140的外侧,从而实现将压板24固定在壳体10上。可以理解的是,压板定位柱14、压板定位孔241和第一螺纹连接件26的数量不限,可以根据需要进行选择,例如可分别为2个、3个、4个、5个或6个等,本技术一些实施例中,压板定位柱14、压板定位孔241和第一螺纹连接件26的数量均为4个,4个压板定位柱14分别设置在壳体10上且位于凹槽11的四个角的临近位置。在该实施方式中,压板定位柱14设置有第一螺纹孔140,因此压板定位柱14一方面可以对压板24起定位作用,另一方面可以实现压板24的固定,从而使dmd 30、安装板22和电路板23三者达到有效的接触,且当电路板23和安装板22接触时电路板23会压缩密封圈40,从而达到dmd 30及壳体10内部良好密封的效果。
34.在另一应用场景中,如图6所示,压板24具有第一压板通孔242。第一压板通孔242与压板定位孔241间隔设置且与插入部261的第一螺纹相配。一些实施例中,该第一压板通孔242也可设置为与第一螺纹相配的螺纹孔,此处不做具体限定。壳体10具有第一螺纹相配的第二螺纹孔15,第二螺纹孔15是由壳体10具有凹槽11一侧的表面向靠近沉靠面12的一侧凹陷形成的。第一压板通孔242的轴线和第二螺纹孔15的轴线重合。其中,压板定位柱14插入至对应的压板定位孔241内,插入部261插入于第一压板通孔242并延伸至第二螺纹孔15内部,固定部262的横截面尺寸大于第一压板通孔242的孔径,因此被卡在第一压板通孔242的外侧。通过第二螺纹孔15和第一螺纹的螺接配合实现将压板24固定在壳体10上。可以理解的是,第一压板通孔242的数量也不限,可以根据需要设置,本技术一些实施例中,第一压板通孔242的数量为2个。
35.散热器25通过第二螺纹连接件27安装于壳体10上或压板24上。散热器25包括相互连接的散热部251和导热部252,其中,散热部251可通过第二螺纹连接件27安装于壳体10上,导热部252可穿过压板24、电路板23与dmd 30贴合,以将dmd 30上的热量传导出去,相应地,压板24、电路板23和安装板22分别具有与导热部252相匹配的第一贯通孔243、第二贯通孔232、以及第三贯通孔222(如图1-2所示)。
36.散热部251可以为任意的散热结构,一些实施例中,散热部251包括安装于壳体10的连接板2510和设置于连接板2510上的多个散热片2511,连接板2510一方面用于承载散热片2511和导热部252,另一方面用于与壳体10或安装板22连接。具体地,连接板2510包括相对的第一表面和第二表面,其中第一表面设置多个间隔的散热片2511,第二表面设置导热部252。散热片2511与连接板2510呈夹角设置,本技术实施例中,散热片2511与连接板2510
相互垂直设置。连接板2510的第一表面设置于远离压板24的一侧。
37.在一应用场景中,如图5所示,连接板2510可通过第二螺纹连接件27固定安装于壳体10上,第二螺纹连接件27的结构与第一螺纹连接件26的结构可以相同也可以不同,例如可以为螺钉、铆钉、销钉等能够实现紧固连接的结构件,其中螺钉可以为上述固定螺钉或阶梯螺钉(或称台阶螺钉)。本技术将以第二螺纹连接件27为阶梯螺钉为例进行介绍,第二螺纹连接件27包括尾部端271、与尾部端271连接的中部端272和与中部端272连接的头部端273,其中尾部端271的直径大于中部端272的直径,中部端272的直径大于头部端273的直径。头部端273上设置有第三螺纹,壳体10设置有与第三螺纹相适应的第三螺纹孔16,压板24具有与中部端272相适应的第二压板通孔244。第二压板通孔244的轴线和第三螺纹孔16的轴线重合;第二螺纹连接件27插入至压板24和壳体10内,其中头部端273插入至第三螺纹孔16内,中部端272至少部分设置于第二压板通孔244内,尾部端271设置于连接板2510远离压板24的一侧,实现散热器25的固定。一些实施例中,尾部端271卡设于散热片2511之间。可以理解的是,本实施例中的第二压板通孔244和第三螺纹孔16可分别对应上述实施例中的第一压板通孔242和第二螺纹孔15,即第二压板通孔244和第一压板通孔242为同一个孔,第三螺纹孔16和第二螺纹孔15为同一个孔。
38.在另一应用场景中,如图6所示,连接板2510可通过第二螺纹连接件27固定安装于第一螺纹连接件26上,从而使连接板2510安装于壳体10上。具体地,一些实施例中,第一螺纹连接件26在固定部262远离插入部261的一侧开设有与第三螺纹相匹配的第四螺纹孔263,第四螺纹孔263可贯穿固定部262以及至少部分插入部261。在对散热器25进行安装时,将阶梯螺钉插入至第一螺纹连接件26上,其中,头部端273插入至第一螺纹连接件26内,在该实施例中,第二螺纹连接件27可不包括中部端272,即第二螺纹连接件27仅包括相互连接头部端273和尾部端271。在该实施方式中,用具有第一压板通孔242的第一螺纹连接件26将压板24固定在壳体10上,实现dmd 30、安装板22、电路板23三者的有效接触,且当电路板23和安装板22接触时电路板23会挤压密封圈40,从而达到dmd 30及壳体10内部良好密封的效果;再将散热器25固定在具有第四螺纹孔263的第一螺纹连接件26上,可实现分层固定。
39.一些实施例中,安装座20进一步包括弹性件28。弹性件28设置于第二螺纹连接件27和散热部251之间,以进一步提高散热器25与壳体10或第二螺纹连接件27的连接可靠性。具体地,弹性件28套设于第二螺纹连接件27的中部端272,位于尾部端271与散热部251之间,且具有一定弹性形变。弹性件28可以为弹片或者如图5或图6所示的弹簧,其中弹簧的弹性力易于设定和控制,本技术一些实施例中,可根据dmd30能够承受的压力范围选取弹簧的弹性力以及控制施加的压力。
40.一些实施例中,安装座20进一步包括压垫29设置于电路板23和压板24之间,一方面,用于根据自身的弹性补偿压板24在压紧电路板23时发生的变形,从而避免了电路板23承受弯矩,即避免了电路板23产生弯曲应力,进而避免了影响dmd 30的稳定性;另一方面,由于压垫29位于压板24和电路板23之间,则可通过压垫控制压板24施加到dmd 30上的压紧力,进一步地控制dmd 30的稳定性。
41.压垫29为具有弹性的器件,包括但不限于可弹性垫片、弹性柱、弹簧等部件,为了便于安装和补偿压板24的变形,本技术一些实施例中压垫29为弹性垫片。对于弹性垫片的类型,可根据变形量和其他需要进行选择。一些实施例中,弹性垫片为硅胶垫或弹性垫片为
橡胶垫,并不局限于上述实施例。对于弹性垫片的形状,可根据压板24和电路板23的形状进行设计,例如方形或者圆形等,本实用新型实施例对此不做限定。
42.一些实施例中,压垫29为弹性垫片,弹性垫片的数量至少为两个,分别设置于电路板23中心轴线的两侧。
43.参见图7,本技术实施例还提供一种投影装置1000,包括:光源模组100、光机模组200和镜头300,其中,光源模组100用于提供光源,光机模组200用于接收光源并对光源进行调制,镜头300用于接收调制光,并将调制光转化为成像光束并出射出去。光机模组200包括dmd组件1,dmd组件1即为上述实施例提供的dmd组件1。
44.上述实施方式中,密封圈被夹持在安装板与壳体的凹槽侧壁之间,分别抵接安装板和壳体的凹槽侧壁,进一步通过定位凸台与定位槽相互定位配合,密封密封圈与安装板之间的缝隙,限定安装板的移动,可有效密封dmd、安装板和壳体;通过固定压板,带动电路板挤压密封圈产生变形,使得电路板与安装板有效接触的同时实现壳体内部的密封;通过在侧面肉眼观察密封圈是否被安装到位即可判断dmd是否被安装到位,dmd组件的组装良率可以提升,减少返工,提高生产效率移动;压板通过第一螺纹连接件固定在壳体上,散热器可通过第二螺纹连接件所附在壳体或第一螺纹连接件上;压板和散热器采用分层固定的结构,避免多组件同时套压固定导致相互之间发生错位,组装不良的问题,可以解决在小空间下多组件的分层固定问题,提高生产良率。
45.上述本实施方式中并不限定固定结构必须包括实施例中所提到的所有部件,也不限定所有部件必须相邻设置或直接接触,在实际应用时,可根据产品结构等需求选择合适的部件,或相对位置关系,或在相邻的部件之间设置其他结构使相邻部件间接接触。
46.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。