1.本发明涉及连接件技术领域,具体地,涉及一种复合材料胶接结构及方法。
背景技术:
2.胶接是利用胶粘剂在连接面上产生的机械结合力、物理吸附力和化学键合力而使两个胶接件联接起来的工艺方法。胶接不仅适用于同种材料,也适用于异种材料。胶接工艺简便,不需要复杂的工艺设备,在通常情况下,胶接接头具有良好的密封性、电绝缘性和耐腐蚀性。
3.现有公开号为cn107323022b的中国专利申请文献,其公开了一种复合材料与金属材料的胶接连接结构及其制备方法,该胶接连接结构包括复合材料连接板、金属连接件和补强片,所述金属连接件包括相互平行且沿水平方向间隔设置的第一子连接板、第二子连接板以及第三子连接板,所述第一子连接板设置于第二子连接板上方,所述第三子连接板与所述第一子连接板和第二子连接板在长度方向上所形成的连接角α为20-90
°
,所述复合材料连接板通过第一胶接层与所述第二子连接板和第三子连接板相贴合,所述补强片通过第二胶接层同时连接所述第一子连接板和复合材料连接板。
4.现有技术中的胶接连接结构难以控制胶水的厚度,且粘结板材的平直度差,存在待改进之处。
技术实现要素:
5.针对现有技术中的缺陷,本发明的目的是提供一种复合材料胶接结构及方法。
6.根据本发明提供的一种复合材料胶接结构,包括连接件,所述连接件上设置有安装槽,所述安装槽的一侧呈敞开设置,所述安装槽内形成有安装空间;所述安装槽与敞开口相邻的内壁上设置有方形定位坎和弧形定位坎,所述方形定位坎位于安装槽的敞开口处,所述弧形定位坎位于安装槽内壁远离敞开口的一侧,且所述方形定位坎和弧形定位坎之间设置有容胶槽;所述方形定位坎和弧形定位坎二者所在的安装槽侧壁上设置有注胶孔,所述注胶孔与容胶槽连通。
7.优选地,位于同一所述安装槽侧壁上的方形定位坎和弧形定位坎二者的凸起高度相同,且所述方形定位坎和弧形定位坎二者的凸起高度均为工艺要求的胶水厚度。
8.优选地,所述安装槽背离开口的一侧与待胶接工件之间形成有热胀槽。
9.优选地,所述安装槽与敞开口相对的侧壁上设置有螺纹连接头。
10.优选地,所述安装槽与敞开口相邻的任意两个呈相对设置的内壁上均设置有方形定位坎和弧形定位坎。
11.优选地,所述安装槽上具有方形定位坎和弧形定位坎的两个呈相对设置的侧壁,自所述安装槽敞开口至与敞开口相对的安装槽内壁的距离相等。
12.优选地,与所述安装槽敞开口相对的安装槽内壁的倾斜角度为45度-90度。
13.优选地,所述安装槽在连接件上设置有多个,任一两个所述安装槽之间的夹角均
为0度-180度。
14.优选地,所述连接件的材质包括合金材料,所述待胶接工件的材质包括复合材料铝蜂窝、纸蜂窝、泡沫芯;或所述连接件的材质包括复合材料铝蜂窝、纸蜂窝、泡沫芯,所述待胶接工件的材质包括合金材料。
15.根据本发明提供的一种复合材料胶接方法,胶接方法包括如下步骤:
16.s1、将待胶接工件插入所述安装槽内,所述方形定位坎和弧形定位坎二者分别卡住待胶接工件,并预留热胀槽;s2、确定待胶接工件在安装槽内插接稳定后,通过所述注胶孔向容胶槽内注胶并填满容胶槽;s3、等待胶水固化完全。
17.与现有技术相比,本发明具有如下的有益效果:
18.1、本发明通过在安装槽的敞开口处设置方形定位坎,在安装槽远离敞开口的内壁上设置弧形定位坎,且方形定位坎与弧形定位坎之间形成容胶槽,从而实现了对待胶接工件在安装槽内的定位安装,提高了待胶接工件的平直度,且限制了胶水的厚度,有助于提高胶结强度。
19.2、本发明通过在安装槽的内部设置弧形定位坎,有助于提高待胶接工件在安装槽内插入到位的便捷性,且能够允许待胶接工件具有较大的公差范围。
20.3、本发明通过预留的热胀槽,解决了合金件热膨胀的空间的问题,达到减弱合金与复合材料在温度变化时产生的热应力的目的。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
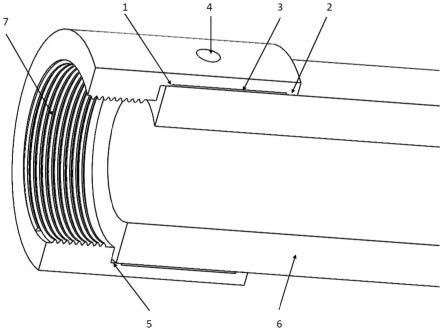
22.图1为本发明主要体现待胶接工件与连接件胶结连接结构的示意图;
23.图2为本发明主要体现连接件胶接连接两个待胶接工件的示意图。
24.图中所示:
25.弧形定位坎1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热胀槽5
26.方形定位坎2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
待胶接工件6
27.容胶槽3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹连接头7
28.注胶孔4
具体实施方式
29.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
30.实施例1
31.如图1所示,根据本发明提供的一种复合材料胶接结构,包括连接件,连接件上一体成型有安装槽,安装槽的一侧呈敞开设置,安装槽内形成有安装空间,安装空间用于容纳待胶接工件6。安装槽与敞开口相邻的内壁上一体成型有方形定位坎2和弧形定位坎1,方形定位坎2位于安装槽的敞开口处,弧形定位坎1位于安装槽内壁远离敞开口的一侧。且方形
定位坎2和弧形定位坎1之间形成有容胶槽3,方形定位坎2和弧形定位坎1二者所在的安装槽侧壁上形成有注胶孔4,注胶孔4与容胶槽3连通。
32.通过方形定位坎2和弧形定位坎1可以用于待胶接工件6插入安装槽时的定位,设置在安装槽远离敞开口的内壁上的弧形定位坎1的设计能够减少待胶接工件6插入安装槽时的阻力,且借助弧形定位坎1弧形面的引导作用,能够使机械公差较大的待胶接工件6能够顺利地在安装槽内插入到位。需要注意的是,本技术的待胶接工件6可以是板件、也可以是圆柱件、还可以是矩形件等规则形状或不规则形状的工件。
33.若安装槽敞开口处和安装槽内部均采用方形定位坎2,则当待胶接工件6插入安装槽内的时候,难以插入位于安装槽内部的方形定位坎2,特别是当待胶接工件6具有偏大的公差时。
34.借助位于安装槽敞开口处的方形定位坎2、安装槽内部的弧形定位坎1二者配合,能够使待胶接工件6插入安装槽内的定位更加准确,待胶接工件6更加平直,减少了后续工装调整的工作量。特别是当待胶接工件6为板形件时,其平直效果更加明显。
35.具体地,连接件可以是由合金材料焊接或直接挤拉制成。待胶接工件6的材质为复合材料,包括复合材料铝蜂窝、纸蜂窝、泡沫芯中的一种或多种。
36.另一种可行的实施方式为:连接件可以是由复合材料制成,包括复合材料铝蜂窝、纸蜂窝、泡沫芯中的一种或多种。待胶接工件6的材质为合金材料。
37.需要注意的是,本技术的胶接连接结构不仅可以应用于合金材料与复合材料的胶接,也还可以用于合金材料与合金材料之间、复合材料与复合材料之间的胶接连接。
38.更为具体地,位于同一安装槽侧壁上的方形定位坎2和弧形定位坎1二者的凸起高度相同,且方形定位坎2和弧形定位坎1二者的凸起高度均为工艺要求的胶水厚度。方形定位坎2和弧形定位坎1二者的凸起高度,确定了容胶槽3的厚度,因此方形定位坎2和弧形定位坎1二者还具有限制胶水厚度的作用。
39.以使用环氧树脂粘接为例:一种设计要求中环氧树脂的最佳粘接厚度为0.3mm,此时具有最好的粘接强度,则可以将方形定位坎2和弧形定位坎1二者的凸起高度设计为0.3mm,以保证最好的粘接强度。
40.进一步地,容胶槽3的作用是容纳一定厚度的胶水,其宽度需要根据实际设计需求而改变,以达到理想的粘接面积。且溶胶槽的宽度取决于方形定位坎2和弧形定位坎1二者的间隔距离。
41.更进一步地,注胶孔4的作用是向容胶槽3内注入胶水,但是当注入的胶水过多时,胶水还可以从注胶孔4流出。本技术还可以在安装槽与敞开口相对的侧壁上设置螺纹连接头7,螺纹连接头7可以外接其他工件,也可以使用紧固件对连接件和待胶接工件6进行进一步加固。
42.安装时,安装槽背离开口的一侧与待胶接工件6之间形成有热胀槽5。热胀槽5是为了给予合金件热膨胀的空间,减弱合金与复合材料由于不同热膨胀系数而在温度变化时产生的热应力。
43.本技术一种优选地方案为:安装槽与敞开口相邻的任意两个呈相对设置的内壁上均设置有方形定位坎2和弧形定位坎1。安装槽上具有方形定位坎2和弧形定位坎1的两个呈相对设置的侧壁,自所述安装槽敞开口至与敞开口相对的安装槽内壁的距离相等。
44.本技术一种优选地方案为:与安装槽敞开口相对的安装槽内壁的倾斜角度为45度-90度。
45.根据本发明提供的一种复合材料胶接方法,采用上述的胶接结构,胶接方法包括如下步骤:
46.s1、将待胶接工件6插入安装槽内,方形定位坎2和弧形定位坎1二者分别卡住待胶接工件6,并预留热胀槽5。热胀槽5的宽度应当根据实际使用结构的热膨胀fea结果来确定。
47.s2、确定待胶接工件6在安装槽内插接稳定后,通过注胶孔4向容胶槽3内注胶并填满容胶槽3。
48.s3、等待胶水固化完全。
49.实施例2
50.基于实施例一,根据本发明提供的一种复合材料胶接结构,安装槽在连接件上一体成型有多个,任一相邻两个安装槽之间的夹角均为0度-180度。
51.如图2所示,连接件上具有两个夹角为90度的安装槽,待胶接工件6为板件,两个板件分别插入两个安装槽内并采用实施例一的方案进行胶接,能够提高两个板件胶接的可靠性,且可以根据实际需要的角度设计连接件上的安装槽的夹角,从而提高两个待胶接工件6胶接的便捷性和准确性。
52.需要注意的是,两个安装槽的结构均根据对应的待胶接工件6进行设计。
53.工作原理
54.将待胶接工件6插入安装槽内,方形定位坎2和弧形定位坎1二者分别卡住待胶接工件6,并预留热胀槽5;热胀槽5的宽度应当根据实际使用结构的热膨胀fea结果来确定;确定待胶接工件6在安装槽内插接稳定后,通过注胶孔4向容胶槽3内注胶并填满容胶槽3;等待胶水固化完全。
55.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
56.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。