1.本发明涉及一种金属加工设备,具体是一种钢筋挤压成型设备。
背景技术:
2.钢筋成型质量标准包括钢筋规格、形状、尺寸、数量、锚固长度、搭接长度、接头位置;上述标准必须符合设计要求和施工规范的要求。
3.建筑工程中经常需要将钢筋的端头位置挤压扁平,一方面可以增大混凝土有较大的粘结能力,因而能更好地承受外力的作用,另一方面减小截面面积,方便将钢筋插入到固定层中。
4.现有的钢筋端头扁压成型大多通过中午锤击所成,成型较为复杂而且十分危险。
技术实现要素:
5.本发明的目的在于提供一种钢筋挤压成型设备,以解决上述背景技术中提出的人工成型不便捷问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种钢筋挤压成型设备,包括水平设置的成型平台和竖直固定在所述成型平台一侧上的侧边安装件;
8.在所述成型平台上固定有下压模,所述下压模的正上方活动设置有同所述下压模相适配的上压模,下压模、上压模、以及扭矩输出结构构成成型结构,所述上压模与设置在所述侧边安装件上的扭矩输出结构连接,所述扭矩输出结构用于驱使所述上压模往复上下活动,并与所述下压模配合,以对穿过上压模和下压模之间的钢筋挤压;
9.在所述成型平台上还设置有用于将钢筋间断性地向所述下压模上输送的进给组件,所述进给组件通过传动组件与所述扭矩输出结构间断性地结合;
10.所述传动组件在所述扭矩输出结构驱使所述上压模上升至其活动行程的中点位置时和所述进给组件结合,在所述上压模下降至其活动行程的中点位置时和所述进给组件脱离;
11.在所述进给组件与所述成型结构之间还设置有紧固机构,所述紧固机构与所述传动组件连接,所述紧固机构在所述传动组件和所述进给组件脱离时对进给组件与成型结构之间的钢筋夹持。
12.本发明进一步限定的方案:所述扭矩输出结构包括固定在所述侧边安装件一侧的扭矩输出器、穿过所述侧边安装件并与之转动连接的主轴、以及连接所述主轴与所述上压模的双向驱动结构;
13.在所述侧边安装件上通过加强筋固定有同所述成型平台平行的承压台,所述双向驱动结构设置在所述承压台上,所述主轴靠近所述扭矩输出器的一端同所述扭矩输出器的输出端连接。
14.本发明再进一步限定的方案:所述双向驱动结构包括固定在所述主轴端部的半锥
齿轮、固定在所述上压模上部中央的丝杠、螺纹连接在所述丝杠上的螺纹套管、以及对称固定在所述螺纹套管上的两个全锥齿轮;
15.在所述承压台上开设有三个通孔,所述螺纹套管穿过中间的通孔并与之转动连接,两侧的通孔中均竖直滑动穿设有导柱,所述导柱下端与所述上压模固定;
16.所述半锥齿轮一般有齿一半光滑,其有齿部分与两个所述全锥齿轮适配。
17.本发明再进一步限定的方案:所述进给组件包括转动设置在所述成型平台上的两个辊轴、设置在两个所述辊轴之间的输送带、通过进给轴转动安装在所述成型平台一侧上的进给齿轮、以及连接所述进给轴和其中一个所述辊轴的皮带;
18.所述传动组件连接间断性地与所述进给齿轮啮合,输送带上部与下压模上表面齐平。
19.本发明再进一步限定的方案:所述传动组件包括固定在所述主轴上的主齿轮、转动安装在所述侧边安装件上的传动轴、固定在所述传动轴上并与主齿轮配合的传动齿轮、转动安装在所述成型平台一侧上的中心轴、连接所述中心轴与所述传动轴的传动件、以及固定在所述中心轴上的中心齿轮;
20.所述中心齿轮一半有齿一半光滑,其中,中心齿轮和半锥齿轮上的有齿部分方位朝向一致,中心齿轮上的有齿部分与所述进给齿轮适配,主齿轮和传动齿轮之间的传动比为1:1,传动轴与中心轴之间的传动比为1:1,中心齿轮有齿部分与所述进给齿轮的传动比为1:1。
21.本发明再进一步限定的方案:所述紧固机构包括设置在所述输送带和所述下压模之间的卡座、活动设置在所述卡座上方的夹持件、以及连接所述夹持件与所述中心齿轮的压合组件;
22.所述卡座固定在所述成型平台上,所述压合组件包括活动设置在所述成型平台上的复位结构和安装在所述复位结构上用于安装所述夹持件的弹性结构,所述复位结构通过牵拉结构连接所述中心齿轮。
23.本发明再进一步限定的方案:所述复位结构包括固定在所述成型平台上的立杆、滑动穿过所述立杆的顶部件、以及套设在所述立杆上的压簧,所述压簧的上端与所述顶部件抵接,下端与所述成型平台贴合,所述弹性结构安装在所述顶部件上,所述牵拉结构连接所述复位结构中的顶部件。
24.本发明再进一步限定的方案:所述弹性结构包括固定在所述顶部件下方的伸缩件、固定连接所述夹持件并与所述伸缩件竖直滑动套合的套筒、以及用于弹性连接所述套筒与所述伸缩件的弹簧;
25.在伸缩件的下端具有凸缘,在所述套筒的内壁上部具有卡环。
26.本发明再进一步限定的方案:所述牵拉结构包括转动设置在所述成型平台上的绕轴、固定在所述绕轴上并与所述中心齿轮配合的提升齿轮、一端缠绕在所述绕轴上另一端连接所述顶部件的钢丝;
27.在所述顶部件和所述绕轴之间还设置有与所述成型平台转动连接的辅助轴,在所述辅助轴上固定有滑轮,所述钢丝滚动穿过所述滑轮连接所述顶部件。
28.与现有技术相比,本发明的有益效果是:利用扭矩输出结构带动上压模向下运动与下压模配合,对置于二者之间的钢筋进行挤压成型,在挤压成型的过程中,通过传动组件
带动紧固机构对钢筋夹持,防止钢筋在受力的过程中从中间位置崩离;而在扭矩输出结构带动上压模向上运动至上压模的行程中点时,紧固机构解除对钢筋的夹持,并通过传动组件和进给组件结合带动下一段钢筋移动至上压模和下压模之间的挤压工位上,实现整个设备在处于挤压工况时自动夹紧钢筋,而处于非挤压工况时自动输送钢筋并解除夹持。
附图说明
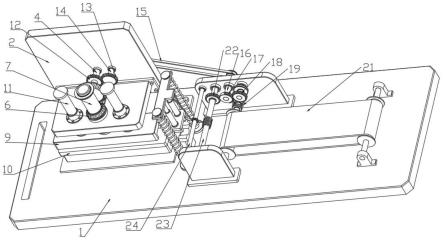
29.图1为钢筋挤压成型设备的结构示意图。
30.图2为钢筋挤压成型设备另一视角的结构示意图。
31.图3为钢筋挤压成型设备中将螺纹套管从丝杠中分离后的结构示意图。
32.图4为钢筋挤压成型设备中拆除侧边安装件和成型结构的结构示意图。
33.图5为图4的另一方位示意图。
34.图6为钢筋挤压成型设备中拆除进给组件、传动组件和紧固机构后的结构示意图。
35.图中:1-成型平台;2-侧边安装件;3-扭矩输出器;4-主轴;5-半锥齿轮;6-全锥齿轮;7-螺纹套管;8-丝杠;9-上压模;10-下压模;11-导柱;12-主齿轮;13-传动齿轮;14-传动轴;15-传动件;16-中心轴;17-中心齿轮;18-进给齿轮;19-皮带;20-辊轴;21-输送带;22-提升齿轮;23-绕轴;24-辅助轴;25-钢丝;26-顶部件;27-立杆;28-压簧;29-伸缩件;30-弹簧;31-套筒;32-夹持件;33-卡座。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.另外,本发明中的元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
38.请参阅图1~图6,作为本发明的一种实施例,所述钢筋挤压成型设备,包括水平设置的成型平台1和竖直固定在所述成型平台1一侧上的侧边安装件2;
39.在所述成型平台1上固定有下压模10,所述下压模10的正上方活动设置有同所述下压模10相适配的上压模9,下压模10、上压模9、以及扭矩输出结构构成成型结构,所述上压模9与设置在所述侧边安装件2上的扭矩输出结构连接,所述扭矩输出结构用于驱使所述上压模9往复上下活动,并与所述下压模10配合,以对穿过上压模9和下压模10之间的钢筋挤压,使其成型为扁平状。
40.在所述成型平台1上还设置有用于将钢筋间断性地向所述下压模10上输送的进给组件,所述进给组件通过传动组件与所述扭矩输出结构间断性地结合;
41.具体地,所述传动组件在所述扭矩输出结构驱使所述上压模9上升至其活动行程的中点位置时和所述进给组件结合,在所述上压模9下降至其活动行程的中点位置时和所述进给组件脱离;
42.此外,在所述进给组件与所述成型结构之间还设置有紧固机构,所述紧固机构与所述传动组件连接,所述紧固机构在所述传动组件和所述进给组件脱离时对进给组件与成型结构之间的钢筋夹持。
43.该实施例中,利用扭矩输出结构带动上压模9向下运动与下压模10配合,对置于二者之间的钢筋进行挤压成型,在挤压成型的过程中,通过传动组件带动紧固机构对钢筋夹持,防止钢筋在受力的过程中从中间位置崩离;而在扭矩输出结构带动上压模9向上运动至上压模9的行程中点时,紧固机构解除对钢筋的夹持,并通过传动组件和进给组件结合带动下一段钢筋移动至上压模9和下压模10之间的挤压工位上,实现整个设备在处于挤压工况时自动夹紧钢筋,而处于非挤压工况时自动输送钢筋并解除夹持。
44.作为本发明的另一种实施例,所述扭矩输出结构包括固定在所述侧边安装件2一侧的扭矩输出器3、穿过所述侧边安装件2并与之转动连接的主轴4、以及连接所述主轴4与所述上压模9的双向驱动结构;
45.在所述侧边安装件2上通过加强筋固定有同所述成型平台1平行的承压台,所述双向驱动结构设置在所述承压台上,所述主轴4靠近所述扭矩输出器3的一端同所述扭矩输出器3的输出端连接;
46.其中,所述扭矩输出器3包括但不限于液压马达、电动机、燃油机等。
47.在该实施例中,在扭矩输出器3工作时带动主轴4单向转动,主轴4再借助双向驱动结构带动上压模9向上和向下运动,当上压模9向下运动时逐渐向下压模10靠近,直至将置于上压模9和下压模10之间的钢筋被挤压成扁平状后再向上运动。
48.作为本发明的再一种实施例,所述双向驱动结构包括固定在所述主轴4端部的半锥齿轮5、固定在所述上压模9上部中央的丝杠8、螺纹连接在所述丝杠8上的螺纹套管7、以及对称固定在所述螺纹套管7上的两个全锥齿轮6;
49.在所述承压台上开设有三个通孔,所述螺纹套管7穿过中间的通孔并与之转动连接,两侧的通孔中均竖直滑动穿设有导柱11,所述导柱11下端与所述上压模9固定;
50.所述半锥齿轮5一般有齿一半光滑,其有齿部分与两个所述全锥齿轮6适配,半锥齿轮5的分度圆直径远大于两个全锥齿轮6的分度圆直径。
51.在该实施例中,利用扭矩输出器3带动主轴4转动,转动的主轴4带动与之固定的半锥齿轮5转动,半锥齿轮5上的有齿部分间断性地与两个全锥齿轮6配合,从而使得螺纹套管7正向转动一段时间后再反向转动相同时间;
52.在此需要注意的是,由于半锥齿轮5的分度圆直径远大于两个全锥齿轮6的分度圆直径,因此半锥齿轮5上的有齿部分可以带动全锥齿轮6转动多圈,即螺纹套管7可沿一个方向转动多圈,从而使得丝杠8带动上压模9在两侧的导柱11的约束下上升或下降较大距离,如此实现上压模9的往复上下运动;而且采用螺纹传动具有省力的特点,达到扭矩输出器3在输出较小的扭矩情况下便能使上压模9获得较大的挤压力。
53.作为本发明的又一种实施例,所述进给组件包括转动设置在所述成型平台1上的两个辊轴20、设置在两个所述辊轴20之间的输送带21、通过进给轴转动安装在所述成型平台1一侧上的进给齿轮18、以及连接所述进给轴和其中一个所述辊轴20的皮带19;
54.所述传动组件连接间断性地与所述进给齿轮18啮合,输送带21上部与下压模10上表面齐平。
55.在该实施例中,当传动组件与进给齿轮18结合时,进给齿轮18带动进给轴转动,进给轴通过皮带19带动其中一个辊轴20转动,转动的辊轴20配合另一辊轴20带动输送带21运转,输送待挤压成型的钢筋。
56.作为本发明的又一种实施例,所述传动组件包括固定在所述主轴4上的主齿轮12、转动安装在所述侧边安装件2上的传动轴14、固定在所述传动轴14上并与主齿轮12配合的传动齿轮13、转动安装在所述成型平台1一侧上的中心轴16、连接所述中心轴16与所述传动轴14的传动件15、以及固定在所述中心轴16上的中心齿轮17;
57.所述中心齿轮17一半有齿一半光滑,其中,中心齿轮17和半锥齿轮5上的有齿部分方位朝向一致,中心齿轮17上的有齿部分与所述进给齿轮18适配,主齿轮12和传动齿轮13之间的传动比为1:1,传动轴14与中心轴16之间的传动比为1:1,中心齿轮17有齿部分与所述进给齿轮18的传动比为1:1。
58.在该实施例中,结合附图1可知,当半锥齿轮5刚与其中一个全锥齿轮6分离,而与另一个全锥齿轮6结合,即上压模9处于其行程的最高点位置,此时主齿轮12已经通过传动齿轮13、传动轴14、传动件15、以及中心轴16带动中心齿轮17转动90
°
了,即进给齿轮18已经转动90
°
了;
59.如此设置的目的在于保证上压模9在上升至其行程的中点位置时传动组件开始带动进给组件输送钢筋,至上压模9下降至其行程的中点位置时停止输送钢筋;即上压模9在其上升的后半段和下降的前半段行程时间内进给组件向挤压工位上输送钢筋,而在上压模9下降的后半段至上升的前半段内,不输送钢筋,以防止输送的待挤压钢筋与上压模9产生干涉。
60.作为本发明的又一种实施例,所述紧固机构包括设置在所述输送带21和所述下压模10之间的卡座33、活动设置在所述卡座33上方的夹持件32、以及连接所述夹持件32与所述中心齿轮17的压合组件;
61.所述卡座33固定在所述成型平台1上,所述压合组件包括活动设置在所述成型平台1上的复位结构和安装在所述复位结构上用于安装所述夹持件32的弹性结构,所述复位结构通过牵拉结构连接所述中心齿轮17。
62.在该实施例中,由于中心齿轮17一半有齿一半光滑,因此,在上压模9上升的后半段和下降的前半段行程时间内中心齿轮17与进给齿轮18啮合,带动进给组件输送钢筋,而在上压模9下降的后半段和上升的前半段行程时间内,中心齿轮17上的光滑部分与进给齿轮18对应,即中心齿轮17上的有齿部分与进给齿轮18分离时,此时进给组件静止,不输送钢筋。
63.作为本发明的又一种实施例,所述复位结构包括固定在所述成型平台1上的立杆27、滑动穿过所述立杆27的顶部件26、以及套设在所述立杆27上的压簧28,所述压簧28的上端与所述顶部件26抵接,下端与所述成型平台1贴合,所述弹性结构安装在所述顶部件26上,所述牵拉结构连接所述复位结构中的顶部件26。
64.在该实施例中,当中心齿轮17上的有齿部分与进给齿轮18分离后与牵拉结构配合,驱动牵拉结构带动顶部件26顺着立杆27向下运动,使压簧28被压缩,同时顶部件26带动弹性结构和夹持件32向下运动靠近卡座33,以将钢筋卡合在夹持件32和卡座33之间。
65.作为本发明的又一种实施例,所述弹性结构包括固定在所述顶部件26下方的伸缩
件29、固定连接所述夹持件32并与所述伸缩件29竖直滑动套合的套筒31、以及用于弹性连接所述套筒31与所述伸缩件29的弹簧30。
66.在伸缩件29的下端具有凸缘,在所述套筒31的内壁上部具有卡环,通过设置的卡环和凸缘可防止伸缩件29从套筒31中滑脱。
67.在该实施例中,当顶部件26向下移动时带动伸缩件29和套筒31以及夹持件32一起下移,至夹持件32与钢筋接触后,顶部件26继续下移,此时夹持件32和套筒31不再下移,弹簧30被压缩,将钢筋弹性夹持于卡座33和夹持件32之间。
68.作为本发明的又一种实施例,所述牵拉结构包括转动设置在所述成型平台1上的绕轴23、固定在所述绕轴23上并与所述中心齿轮17配合的提升齿轮22、一端缠绕在所述绕轴23上另一端连接所述顶部件26的钢丝25;
69.在所述顶部件26和所述绕轴23之间还设置有与所述成型平台1转动连接的辅助轴24,在所述辅助轴24上固定有滑轮,所述钢丝25滚动穿过所述滑轮连接所述顶部件26。
70.在该实施例中,当中心齿轮17上的有齿部分与进给齿轮18分离后,中心齿轮17上的有齿部分开始与提升齿轮22结合;相反地,当中心齿轮17上的有齿部分与提升齿轮22分离后,中心齿轮17上的有齿部分开始与进给齿轮18结合;
71.当中心齿轮17上的有齿部分与提升齿轮22结合时,带动绕轴23转动缠绕钢丝25,以拉动顶部件26向下运动,最终通过弹性结构带动夹持件32下移,如此实现进给时不夹持,夹持时不进给;且进给的时间段在上压模9上升的后半段和下降的前半段;而夹紧的时间段在上压模9下降的后半段和上升的前半段,即挤压成型的时间段内。
72.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
73.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。