1.本发明涉及一种绑带设备,尤其涉及一种用于绑扎其上盘绕有端子料带的端子料带卷盘。
背景技术:
2.在现有技术中,为了提高端子的制造效率,通常采用冲压成型的端子料带来制造端子。为了保护端子料带在运输时不受损,端子料带通常被盘绕在端子料带卷盘的容纳槽中,并在端子料带卷盘上的多个位置处粘贴胶带,以将端子料带保持在端子料带卷盘的容纳槽中,以防止端子料带从端子料带卷盘释放出。
3.在现有技术中,通常采用人工方式将胶带粘贴到端子料带卷盘上,这种人工粘贴胶带的方式效率非常低,成本非常高。
技术实现要素:
4.本发明的目的旨在解决现有技术中存在的上述问题和缺陷的至少一个方面。
5.根据本发明的一个方面,提供一种绑带设备,包括:机架;胶带供应单元,安装在所述机架上,用于供应胶带;第一夹持器和第二夹持器,安装在所述机架上,用于夹持供应的胶带;第一滚轮和第二滚轮,安装在所述机架上,用于将位于所述第一和第二夹持器之间的胶带推压和粘贴到端子料带卷盘的两侧上。
6.根据本发明的一个实例性的实施例,所述第一和第二滚轮在第一水平方向上并排布置,所述端子料带卷盘适于被夹持在所述第一和第二滚轮之间,使得所述第一和第二滚轮能够分别在所述端子料带卷盘的两侧上同时滚动,从而能够将所述胶带同时推压和粘贴到所述端子料带卷盘的两侧上。
7.根据本发明的另一个实例性的实施例,所述绑带设备还包括切割刀片,所述切割刀片安装在所述机架上,用于切断所述胶带,使得已被粘贴到所述端子料带卷盘上的胶带与所述胶带供应单元上的还未使用的胶带分离开。
8.根据本发明的另一个实例性的实施例,所述绑带设备还包括驱动装置,所述驱动装置安装在所述机架上,用于驱动所述第一滚轮、所述第二滚轮和所述切割刀片沿与所述第一水平方向垂直的第二水平方向同步移动。
9.根据本发明的另一个实例性的实施例,所述驱动装置包括:第一气缸,安装到所述机架上;和第一安装座,连接到所述第一气缸的活塞杆上;第二气缸,安装到所述机架上;和第二安装座,连接到所述第二气缸的活塞杆上,所述第一滚轮转动地安装在所述第一安装座上,所述第二滚轮转动地安装在所述第二安装座上,所述切割刀片固定到所述第二安装座上。
10.根据本发明的另一个实例性的实施例,所述第一夹持器以可移动的方式安装在所述机架上,所述第二夹持器固定地安装在所述机架上;所述第一夹持器能够相对于所述第二夹持器沿所述第一水平方向在与所述第二夹持器相邻的第一位置和与所述第二夹持器
相距预定距离的第二位置之间移动。
11.根据本发明的另一个实例性的实施例,所述绑带设备还包括安装在所述机架上的沿所述第一水平方向延伸的滑轨和滑动地安装在所述滑轨上的滑块;所述第一夹持器固定到所述滑块上,从而能够随所述滑块一起沿所述滑轨在所述第一位置和所述第二位置之间移动。
12.根据本发明的另一个实例性的实施例,所述绑带设备还包括驱动机构,所述驱动机构安装在所述机架上,用于驱动所述第一夹持器沿所述第一水平方向在所述第一位置和所述第二位置之间移动。
13.根据本发明的另一个实例性的实施例,所述驱动机构包括:旋转气缸;和连接臂,其一端连接到所述旋转气缸的输出轴,另一端滑动地连接到所述滑块上,所述连接臂可相对于所述滑块沿与所述第一水平方向垂直的第二水平方向滑动。
14.根据本发明的另一个实例性的实施例,所述绑带设备还包括安装在所述机架上的第一引导板和第二引导板,所述第一和第二引导板限定一个v型的引导入口,以引导所述端子料带卷盘进入到所述第一和第二滚轮之间。
15.根据本发明的另一个实例性的实施例,所述第一引导板和所述第一气缸固定地安装到所述机架上,所述第二引导板和所述第二气缸可移动地安装到所述机架上;所述第二引导板和所述第二气缸可一起沿所述第一水平方向移动,以同时调节所述第一和第二滚轮之间的间距以及所述第一和第二引导板之间的间距,以适用于不同厚度的端子料带卷盘。
16.根据本发明的另一个实例性的实施例,所述绑带设备还包括固定到所述机架上的固定板,所述第一引导板和所述第一气缸被固定到所述固定板上。
17.根据本发明的另一个实例性的实施例,所述绑带设备还包括安装在所述机架上的沿所述第一水平方向延伸的一对滑杆和滑动地安装在所述一对滑杆上的滑动板;所述第二引导板和所述第二气缸固定到所述滑动板上,从而能够随所述滑动板一起沿所述滑杆滑动。
18.根据本发明的另一个实例性的实施例,所述绑带设备还包括安装在所述机架上的间距调节机构,所述间距调节机构用于驱动所述滑动板沿所述滑杆滑动,以调节所述第一和第二滚轮之间的间距以及所述第一和第二引导板之间的间距。
19.根据本发明的另一个实例性的实施例,所述间距调节机构包括:丝杠,转动地安装在所述机架上,并与所述滑动板螺纹连接;和旋钮,连接到所述丝杠的端部上,用于驱动所述丝杠转动。
20.根据本发明的另一个实例性的实施例,所述胶带供应单元包括:胶带卷盘,转动地安装在所述机架上,且其上盘绕有所述胶带;和引导滚轮,转动地安装在所述机架上,且从所述胶带卷盘释放的胶带经由所述引导滚轮被引导向所述第二夹持器。
21.根据本发明的另一个实例性的实施例,所述绑带设备还包括基座和安装在所述基座上的沿第一水平方向延伸的一对滑动导轨,所述机架被滑动地安装在所述一对滑动导轨上,可沿所述一对滑动导轨前后移动。
22.根据本发明的另一个实例性的实施例,所述绑带设备还包括安装在所述基座上的伺服驱动机构,所述伺服驱动机构用于驱动所述机架沿所述一对滑动导轨前后移动。
23.在根据本发明的前述各个实例性的实施例中,绑带设备能够将胶带自动地粘贴到
端子料带卷盘上,提高了胶带的粘贴效率,降低了成本。
24.通过下文中参照附图对本发明所作的描述,本发明的其它目的和优点将显而易见,并可帮助对本发明有全面的理解。
附图说明
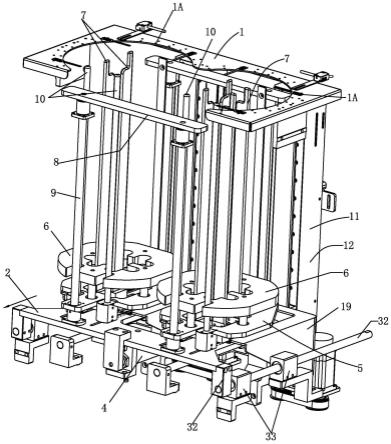
25.图1显示根据本发明的一个实例性的实施例的绑带设备的立体示意图,其中显示了被绑扎的端子料带卷盘;
26.图2显示图1所示的绑带设备的从前侧观看时的立体示意图;
27.图3显示图1所示的绑带设备的从后侧观看时的立体示意图;
28.图4显示图1所示的绑带设备的从顶侧观看时的平面示意图;
29.图5显示图2所示的绑带设备的立体示意图,其中未显示机架和基座;
30.图6显示图2所示的绑带设备的第一夹持器以及其驱动机构的立体示意图;
31.图7显示图2所示的绑带设备的第一滚轮、第二滚轮、第一引导板、第二引导板和切割刀片的立体示意图;
32.图8显示驱动图7所示的第二滚轮、第二引导板和切割刀片移动的间距调节机构的示意图。
具体实施方式
33.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。在说明书中,相同或相似的附图标号指示相同或相似的部件。下述参照附图对本发明实施方式的说明旨在对本发明的总体发明构思进行解释,而不应当理解为对本发明的一种限制。
34.另外,在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本披露实施例的全面理解。然而明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。在其他情况下,公知的结构和装置以图示的方式体现以简化附图。
35.根据本发明的一个总体技术构思,提供一种绑带设备,包括:机架;胶带供应单元,安装在所述机架上,用于供应胶带;第一夹持器和第二夹持器,安装在所述机架上,用于夹持供应的胶带;第一滚轮和第二滚轮,安装在所述机架上,用于将位于所述第一和第二夹持器之间的胶带推压和粘贴到端子料带卷盘的两侧上。
36.图1显示根据本发明的一个实例性的实施例的绑带设备的立体示意图,其中显示了被绑扎的端子料带卷盘1。图2显示图1所示的绑带设备的从前侧观看时的立体示意图。图5显示图2所示的绑带设备的立体示意图,其中未显示机架10和基座20。
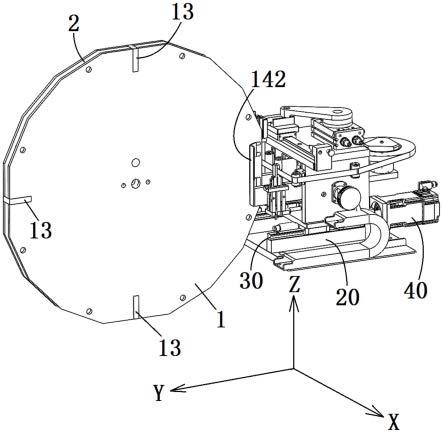
37.如图1-2和图5所示,在图示的实施例中,该绑带设备用于在端子料带卷盘1的多个位置上粘贴胶带13,以将盘绕在端子料带卷盘1上的端子料带(未图示)保持在端子料带卷盘1的容纳槽2中,以防止盘绕好的端子料带从端子料带卷盘1上松开和释放出。
38.如图1-2和图5所示,在图示的实施例中,该绑带设备包括:机架10、胶带供应单元、第一夹持器11、第二夹持器12、第一滚轮151和第二滚轮152。胶带供应单元安装在机架10上,用于供应胶带13。第一夹持器11和第二夹持器12安装在机架10上,用于夹持供应的胶带13。第一滚轮151和第二滚轮152安装在机架10上,用于将位于第一和第二夹持器11、12之间的胶带13推压和粘贴到端子料带卷盘1的两侧上。
39.在图示的实施例中,胶带13可以为纸带,其一侧有胶水,另一侧没有胶水。端子料带卷盘1位于胶带13的有胶水的一侧,第一滚轮151和第二滚轮152位于胶带13的没有胶水的另一侧。
40.图3显示图1所示的绑带设备的从后侧观看时的立体示意图;图4显示图1所示的绑带设备的从顶侧观看时的平面示意图。
41.如图1至图5所示,在图示的实施例中,第一和第二滚轮151、152在第一水平方向x上并排布置。端子料带卷盘1适于被夹持在第一和第二滚轮151、152之间,使得第一和第二滚轮151、152能够分别在端子料带卷盘1的两侧上同时滚动,从而能够将胶带13同时推压和粘贴到端子料带卷盘1的两侧上。在图示的实施例中,粘贴到端子料带卷盘1上的胶带13横跨在端子料带卷盘1上的容纳槽2的开口上,从而能够将端子料带保持在端子料带卷盘1的容纳槽2中。
42.如图1至图5所示,在图示的实施例中,绑带设备还包括切割刀片153,该切割刀片153安装在机架10上,用于切断胶带13,使得已被粘贴到端子料带卷盘1上的胶带13与胶带供应单元上的还未使用的胶带13分离开。
43.图7显示图2所示的绑带设备的第一滚轮151、第二滚轮152、第一引导板141、第二引导板142和切割刀片153的立体示意图。
44.如图1-5和图7所示,在图示的实施例中,绑带设备还包括驱动装置161、162。该驱动装置161、162安装在机架10上,用于驱动第一滚轮151、第二滚轮151、152和切割刀片153沿与第一水平方向x垂直的第二水平方向y同步移动。
45.如图1-5和图7所示,在图示的实施例中,该驱动装置161、162包括:第一气缸161、第一安装座161a、第二气缸162和第二安装座162a。第一气缸161为直线气缸,并安装到机架10上。第一安装座161a连接到第一气缸161的活塞杆上,从而可随第一气缸161的活塞杆沿第二水平方向y前后移动。第二气缸162为直线气缸,并安装到机架10上。第二安装座162a连接到第二气缸162的活塞杆上,从而可随第二气缸162的活塞杆沿第二水平方向y前后移动。
46.如图1-5和图7所示,在图示的实施例中,第一滚轮151转动地安装在第一安装座161a上,第二滚轮152转动地安装在第二安装座162a上,切割刀片153固定到第二安装座162a上。
47.图6显示图2所示的绑带设备的第一夹持器11以及其驱动机构的立体示意图。
48.如图1至图7所示,在图示的实施例中,第一夹持器11以可移动的方式安装在机架10上,第二夹持器12固定地安装在机架10上。第一夹持器11能够相对于第二夹持器12沿第一水平方向x在与第二夹持器12相邻的第一位置和与第二夹持器12相距预定距离的第二位置之间移动。
49.如图1至图7所示,在图示的实施例中,绑带设备还包括安装在机架10上的沿第一水平方向x延伸的滑轨111和滑动地安装在滑轨111上的滑块112。第一夹持器11固定到滑块112上,从而能够随滑块112一起沿滑轨111在第一位置和第二位置之间移动。
50.如图1至图7所示,在图示的实施例中,绑带设备还包括驱动机构110、113。该驱动机构110、113安装在机架10上,用于驱动第一夹持器11沿第一水平方向x在第一位置和第二位置之间移动。在图示的实施例中,驱动机构110、113包括:旋转气缸110和连接臂113。连接臂113的一端连接到旋转气缸110的输出轴,连接臂113的另一端滑动地连接到滑块112上。
连接臂113可相对于滑块112沿与第一水平方向x垂直的第二水平方向y滑动。
51.如图1至图7所示,在图示的实施例中,绑带设备还包括安装在机架10上的第一引导板141和第二引导板142。第一和第二引导板141、142限定一个v型的引导入口,以引导端子料带卷盘1进入到第一和第二滚轮151、152之间。
52.如图1至图7所示,在图示的实施例中,第一引导板141和第一气缸161固定地安装到机架10上,第二引导板142和第二气缸162可移动地安装到机架10上。第二引导板142和第二气缸162可一起沿第一水平方向x移动,以同时调节第一和第二滚轮141、142之间的间距以及第一和第二引导板141、142之间的间距。这样,该绑带设备能够适用于不同厚度的端子料带卷盘1。
53.图8显示驱动图7所示的第二滚轮152、第二引导板142和切割刀片153移动的间距调节机构的示意图。
54.如图1至图8所示,在图示的实施例中,绑带设备还包括固定到机架10上的固定板141a。第一引导板141和第一气缸161被固定到固定板141a上。
55.如图1至图8所示,在图示的实施例中,绑带设备还包括安装在机架10上的沿第一水平方向x延伸的一对滑杆142b和滑动地安装在一对滑杆142b上的滑动板142a。第二引导板142和第二气缸162固定到滑动板142a上,从而能够随滑动板142a一起沿滑杆142b滑动。
56.如图1至图8所示,在图示的实施例中,绑带设备还包括安装在机架10上的间距调节机构170,该间距调节机构170用于驱动滑动板142a沿滑杆142b滑动,以调节第一和第二滚轮141、142之间的间距以及第一和第二引导板141、142之间的间距。
57.如图1至图8所示,在图示的实施例中,前述间距调节机构170包括:丝杠171和旋钮172。丝杠171转动地安装在机架10上并与滑动板142a螺纹连接。旋钮172连接到丝杠171的端部上,用于驱动丝杠171转动。当转动旋钮172时,就可以驱动滑动板142a沿第一水平方向x移动,从而能够调节第一和第二滚轮141、142之间的间距以及第一和第二引导板141、142之间的间距。
58.如图1至图8所示,在图示的实施例中,前述胶带供应单元包括:胶带卷盘130和多个引导滚轮131。胶带卷盘130转动地安装在机架10上,且其上盘绕有胶带13。在图示的实施例中,胶带卷盘130可绕沿竖直方向z(与第一水平方向x和第二水平方向y垂直的方向)延伸的轴线转动。多个引导滚轮131转动地安装在机架10上,并分别可绕竖直轴线转动。从胶带卷盘130释放的胶带13经由引导滚轮131沿预定路径被引导向第二夹持器12。
59.如图1至图8所示,在图示的实施例中,绑带设备还包括基座20和安装在基座20上的沿第一水平方向x延伸的一对滑动导轨30。机架10被滑动地安装在一对滑动导轨30上,可沿一对滑动导轨30前后移动。这样,安装在机架10上的所有部件能够整体地向前和向后移动。
60.如图1至图8所示,在图示的实施例中,绑带设备还包括安装在基座20上的伺服驱动机构40,该伺服驱动机构40用于驱动机架10沿一对滑动导轨30前后移动。在本发明的一个实例性的实施例中,该伺服驱动机构40可以为伺服电机。
61.下面将参照附图详细说明本发明的绑带设备的工作过程。
62.首先,用第二夹持器12夹持住供应的胶带13;
63.然后,第一夹持器11移动到靠近第二夹持器12的第一位置并夹持住胶带13的末端
部;
64.然后,第二夹持器12松开胶带13;
65.然后,第一夹持器11移动到与第二夹持器12相距预定距离的第二位置,以将胶带13的末端部拖拽到第二位置,使得第一夹持器11和第二夹持器12之间的胶带13具有预定长度;
66.然后,伺服驱动机构40驱动机架10朝前移动,使得端子料带卷盘1被插入第一引导板141和第二引导板142之间的引导入口中;
67.然后,第一气缸161和第二气缸162驱动第一滚轮151和第二滚轮152同步向前移动,以通过第一滚轮151和第二滚轮152将位于第一和第二夹持器11、12之间的胶带13推压和粘贴到端子料带卷盘1的两侧上,在此步骤中,端子料带卷盘1被夹持在第一滚轮151和第二滚轮152之间,第一滚轮151和第二滚轮152在端子料带卷盘1的两侧上滚动;
68.然后,第一夹持器11松开胶带,同时切割刀片153切断胶带13,使得已被粘贴到端子料带卷盘1上的胶带13与胶带供应单元上的还未使用的胶带13分离开;
69.最后,伺服驱动机构40驱动机架10向后移动到初始位置,同时第一气缸161和第二气缸162驱动第一滚轮151、第二滚轮152和切割刀片153同步向后移动到初始位置。
70.本领域的技术人员可以理解,上面所描述的实施例都是示例性的,并且本领域的技术人员可以对其进行改进,各种实施例中所描述的结构在不发生结构或者原理方面的冲突的情况下可以进行自由组合,这些变化理应落入本发明的保护范围以内。
71.虽然结合附图对本发明进行了说明,但是附图中公开的实施例旨在对本发明优选实施方式进行示例性说明,而不能理解为对本发明的一种限制。
72.虽然本发明的总体构思的一些实施例已被显示和说明,本领域普通技术人员将理解,在不背离本发明的总体构思的原则和精神的情况下,可对这些实施例做出改变,本发明的范围以权利要求和它们的等同物限定。
73.应注意,措词“包括”不排除其它元件或步骤,措词“一”或“一个”不排除多个。另外,权利要求的任何元件标号不应理解为限制本发明的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。