1.本发明涉及一种摩擦搅拌焊接工具,摩擦搅拌焊接工具包括销和被刚性地连接到销的肩部,用于焊接由具有超过900℃的熔点的母体材料、特别是钢组成的部件。
2.此外,本发明涉及一种用于生产具有销和肩部的摩擦搅拌焊接工具的方法,利用该方法,具有超过900℃的熔化温度的母体材料的部件可以借助于摩擦搅拌焊接被接合。
3.另外,本发明涉及一种用于通过摩擦搅拌焊接来接合具有超过900℃的熔化温度的一种或多种母体材料的部件、特别是用于接合钢(优选地,结构钢)的部件的方法。
背景技术:
4.用于接合具有超过900℃的熔化温度的部件、特别是用于接合钢或多种不同的钢合金的部件的摩擦搅拌焊接工具从现有技术可知。这种类型的工具包括销和通常被垂直于销布置的肩部。当彼此相邻布置的两个部件被接合时,压缩力经由肩部被施加于正被接合的部件。同时,由于摩擦搅拌焊接工具相对于部件的、绕旋转轴的旋转而发生部件的加热,使得部件在摩擦搅拌焊接工具的区域中的接合区中被塑化和混合,由此接合发生。销从而确保塑化材料在接合区中的搅拌,并且因此在摩擦搅拌焊接期间受到大的机械负荷和热负荷,而摩擦搅拌焊接工具的肩部负责大部分的热量生成。肩部的尺寸从而通常由于肩部下面的最大表面压力、以及正被接合的部件上的轴向方向上的必要的压缩力所致。
5.已经证明,当被用于摩擦搅拌焊接工具中时,具有用作销材料的有益的性质(例如,高熔化温度)的材料由于与正被接合的部件的母体材料的摩擦过大,导致肩部处的发热过大或不足,由此最佳的焊缝不能实现。
6.为了防止焊接过程期间的温度过高或不足,从现有技术已知肩部被相应地实施为更大或更小。然而,因为接合区中的压缩不是最佳的,所以这继而引起焊接接头的质量问题。
7.此外从现有技术已知肩部和销由单独的部件零部件形成,并且肩部被以不同于销的速度驱动,以便使用肩部的旋转速度、与肩部的尺寸无关地、影响经由肩部的热量输入。然而,已经表明,尽管当焊接铝和具有低熔化温度的其他材料时,期望的效果可以以这种方式实现,但是当具有超过900℃的熔化温度的母体材料(诸如,举例来说,钢)被焊接时,来自接合区的塑化材料渗入到销和肩部之间的间隙中,并且导致工具的损坏,因此使工具的使用寿命更短。
技术实现要素:
8.这通过本发明来解决。目的是指定一种开头所述的类型的摩擦搅拌焊接工具,利用该摩擦搅拌焊接工具,特别高的质量的焊接接头、同时工具的非常长的使用寿命可以被实现,即使摩擦搅拌焊接工具的几何结构是给定的。
9.另外,一种用于生产开头所述的类型的摩擦搅拌焊接工具的方法被指定,利用该方法,这种类型的摩擦搅拌焊接工具可以被生产。
10.最后,一种用于接合开头所述的类型的部件的方法被指定,利用该方法,特别高质量的连接可以以高效的方式被实现。
11.根据本发明,第一个目的利用一种开头所述的类型的摩擦搅拌焊接工具来达成,在摩擦搅拌焊接工具中,肩部至少部分由第一材料组成,并且销至少部分由第二材料组成。
12.在本发明的背景下,发现如果在肩部的区域中、摩擦搅拌焊接工具至少部分由与销的区域中的材料不同的材料组成的话,则现有技术的摩擦搅拌焊接工具的缺点可以被克服。就化学成分而言,就机械性质和/或热性质而言,第一材料通常不同于第一材料被刚性地与其连接的第二材料。结果,优化的摩擦搅拌焊接工具可以根据期望的应用、容易地形成。
13.如果第一材料具有超过900℃、优选地超过2000℃的熔化温度,则是有益的。
14.优选地规定第二材料具有超过900℃、优选地超过2000℃、特别是超过3000℃的熔化温度。摩擦搅拌焊接工具的特别长的使用寿命因此可以被实现。通常,第二材料的熔化温度高于第一材料的熔化温度。
15.已经证明有效的是,第一材料和第二材料具有不同的强度。结果,特别好地适应所需条件的工具可以被实现,尤其是因为特别高的强度在特别是销的区域中通常是必要的,而更低的强度在肩部的区域中通常是足够的。
16.如果第一材料与母体材料的材料配对具有第一动摩擦系数,并且第二材料与母体材料的材料配对具有第二动摩擦系数,其中第一动摩擦系数不同于第二动摩擦系数,特别是低于第二动摩擦系数,则是有益的。以这种方式,工具可以被实施为使得其在肩部的区域中具有比销的区域中的动摩擦系数低的动摩擦系数。因此以简单的方式确保经由肩部,足够高的压缩力可以在表面压力同时低的情况下被引入,但是不会发生过多的热量生成,并且摩擦在销的区域中也是足够的,以便在接合区中搅拌塑化部件以使得连接特别好。
17.根据焊接过程期间的期望的条件,或者肩部处的必要的压缩力,材料当然也可以被选择为使得第一动摩擦系数大于第二动摩擦系数。
18.尽管可以规定肩部完全由第一材料形成,并且销完全由第二材料形成,但是还可以仅部分使用第一材料和部分使用第二材料、以及可能地一种或更多种其他材料来形成肩部。类似地,销也可以仅部分由第二材料和第一材料、以及可能地其他材料形成。通过对应地将肩部和销的区域划分为由具有与母体材料不同的动摩擦系数的不同材料组成的部分区域,因此可以容易地在肩部的区域和销的区域这两个区域中实现期望的动摩擦系数,其中肩部的平均动摩擦系数通常不同于销的平均动摩擦系数。
19.这可以被实现,例如,其中第一部件部分被实施为环形的,其中该第一部件部分的外径对应于肩部外径,但是该第一部件部分的内径被实施为大于肩部内径,肩部内径可以与销外径一致。在肩部的区域中,第一材料然后在肩部的第一部分区域上从肩部外径延伸到第一部件部分的内径,并且第二材料在肩部的区域中从第一部件部分的内径延伸到肩部内径或销。另外,销也可以由第二材料形成,以使得第二部件部分可以部分地或完全地形成肩部和销的第二部分区域。
20.通常,肩部的平均动摩擦系数低于销的平均动摩擦系数。平均动摩擦系数从而可以经由对应的面积比例来实现。如果动摩擦系数还取决于摩擦搅拌焊接工具相对于母体材料的相对速度,则相应的面积部分在摩擦搅拌焊接过程期间的速度也可以被考虑用于肩部
的由第一材料或第二材料组成的部分区域的选择。
21.即使由单个的材料形成的面积上的可实现的平均动摩擦系数的数学确定是优选的,对应的摩擦搅拌焊接工具当然也可以被形成,因为肩部的区域的对于期望的焊缝质量所必需的构成(也就是说,肩部的由第一材料、以及可能地第二材料和/或第三材料组成的部分区域的尺寸)在测试中被确定。
22.优选地规定第一材料对于母体材料的化学亲和力不同于、特别是低于第二材料。这里,化学亲和力表示相应的材料与母体材料结合的趋势。因此,在销的区域中,如果存在高化学亲和力,以便实现良好的搅拌、并且因此实现焊接接头的高强度,则是有利的。在肩部的区域中,低于销的区域中的亲和力可以是有利的,以便实现具有平滑的表面的焊缝、以及防止肩部的区域中的过大的热量输入和摩擦搅拌焊接工具的过大的磨损。因此,如果第一材料对于母体材料的化学亲和力低于第二材料,则是有益的。
23.为了形成摩擦搅拌焊接工具,第一材料原则上可以以任何期望的方式被连接到第二材料,例如,借助于力配合、形状配合、和/或材料结合的连接方法。例如,摩擦搅拌焊接工具基本上可以由第二材料组成,并且在肩部的区域中部分地或完全地被涂覆第一材料。还可能的是,在肩部的区域中,第一材料借助于堆焊被施加于摩擦搅拌焊接工具的较大部分区域,该部分区域由第二材料组成。
24.类似地,当然还可能的是,由第二材料组成的销或销的由第二材料组成的部分区域被连接到摩擦搅拌焊接工具的由第一材料组成的较大的第一部件部分,特别是以力配合、形状配合、和/或材料结合的方式,例如,通过被焊接于其上或者被拧到其中。
25.优选地,摩擦搅拌焊接工具包括由第一材料组成的环,该环借助于焊接方法(特别是摩擦搅拌焊接方法)被连接到由第二材料组成的第二部件部分,该部件部分形成销和肩部的不由环形成的部分区域。由第一材料组成的环可以形成肩部的外端,或者也可以被布置在凹槽中,以使得环形成肩部的中间或内部的第一部分区域。
26.当然,摩擦搅拌焊接工具的由第一材料形成的第一部件部分或摩擦搅拌焊接工具的由第二材料形成的第二部件部分也可以至少部分地或完全地形成摩擦搅拌焊接工具的柄。
27.特别是为了成本优化的目的,还可以规定摩擦搅拌焊接工具具有包括第三材料、特别是由第三材料形成的柄。以这种方式,用于肩部和销的成本密集材料的使用可以被最小化,例如,由此摩擦搅拌焊接工具可以以特别低的成本被生产。摩擦搅拌焊接工具的单个的部件部分,特别是销区域、肩部区域和柄区域可以以任何可能的形状配合、力配合、和/或材料结合的方式被彼此连接,例如,通过摩擦焊接。
28.当然,根据在正被焊接的区域中、组成正被焊接的部件部分的一种或更多种不同的母体材料,摩擦搅拌焊接工具可以包括迥然不同的材料,并且第一材料基本上由任何期望的材料形成。特别是为了实现肩部处的有益的摩擦性质,如果第一材料含有钼,特别是被实施为钼合金,则已经证明是特别有效的。
29.第二材料原则上也可以由适用于对应的应用的任何期望的材料形成。为了即使在接合区中发生高温时也实现尤其长的使用寿命,优选地规定第二材料含有钨,特别是由钨-铼形成。
30.为了实现对应地有利的性质,还可以规定第一材料和/或第二材料包括陶瓷材料,
特别是氧化物陶瓷材料、和/或非氧化物陶瓷材料(诸如碳化物、氮化物或硅化物),或者由这种类型的材料形成。
31.如果第一材料和/或第二材料包括难熔金属、难熔金属合金、镍合金、钴合金和/或铁合金,或者由这种类型的材料形成,则特别长的使用寿命可以被实现。难熔金属(即第4、第5和第6组基本金属、钛、锆、铪、钒、铌、钽、铬、钼和钨)具有极其高的熔化温度和有益于作为摩擦搅拌焊接工具应用的机械性质。进一步的目的利用一种开头所述的类型的方法来达成,在该方法中,由第一材料组成的第一部件部分被刚性地连接到由第二材料组成的第二部件部分,以使得肩部的至少部分区域由第一材料形成,并且销的至少部分区域由第二材料形成。
32.以这种方式,摩擦搅拌焊接工具在肩部的区域中的性质可以容易地与销的区域中的性质无关地实现。
33.为了形成摩擦搅拌焊接工具,第一部件部分原则上可以以任何期望的方式被连接到第二部件部分,例如,通过力配合和/或形状配合连接。然而,特别优选的是,第一部件部分以材料结合的方式被连接到第二部件部分。特别鲁棒的连接因此被实现。
34.尽管第一部件部分原则上可以以任何期望的材料结合的方式(例如,通过烧结、3d打印法等)被连接到第二部件部分,或者第二部件部分可以以任何期望的材料结合的方式(例如,通过烧结、3d打印法等)被连接到第一部件部分,但是优选地规定第一部件部分被焊接到第二部件部分。与烧结法、涂布法或3d打印法相反,因此在该方法期间、第一部件部分的外轮廓被完全改变、或者第一部件部分被完全融合不是绝对必要的。因此还可以规定第一部件部分和第二部件部分在用于形成摩擦搅拌焊接工具的方法期间基本上保持外轮廓。例如,第一部件部分因此可以被实施为被焊接到第二部件部分上的环,第二部件部分包括肩部的一部分和销,特别是具有用于第一部件部分的凹槽。焊接继而可以以从现有技术已知的迥然不同的方式发生,例如,通过激光焊接、扩散焊接、电子束焊接等。
35.已经表明如果第一部件部分通过使用摩擦焊接法被连接到第二部件部分,则第一部件部分和第二部件部分之间的尤其鲁棒的连接可以被实现。
36.优选地规定第一部件部分通过使用压力焊接法被连接到第二部件部分。另外,摩擦焊接法与压力焊接法的组合当然也是可能的。
37.已经证明有效的是,根据在肩部与母体材料接触期间作用、并且位于第一材料与母体材料的材料配对所具有的第一动摩擦系数和第二材料与母体材料的材料配对所具有的第二动摩擦系数之间的期望的平均动摩擦系数,肩部的第一部分区域由第一材料形成,并且肩部的第二部分区域由第二材料形成,以便实现期望的平均动摩擦系数。换句话说,如果肩部不完全由第一材料形成、则肩部的由第一材料形成的那部分区域的尺寸跟据哪个平均动摩擦系数在肩部的区域中是期望的来选择。例如,如果与母体材料的材料配对中的、特别是与钢(特别是用于管线管道的高强度结构钢)的材料配对中的第一材料的平均动摩擦系数为0.1,并且与相同的母体材料的材料配对中的第二材料的动摩擦系数为0.3,则肩部的例如0.2的平均动摩擦系数因此可以被实现,因为肩部的与在焊接过程期间正被焊接的部件接触的面积为50%由第一材料形成,并且50%由第二材料形成。肩部的表面于是由第一部分区域和第二部分区域组成,虽然其他材料的附加的部分区域当然原则上也是可能的。因为肩部在邻近销或旋转轴的区域中的速度低于外边缘处的速度,并且动摩擦系数也
可以取决于相对速度,所以可以导致肩部的由第一材料形成和由第二材料形成的区域的比率不同,取决于第一材料是被布置在肩部的内侧、还是外侧。
38.为了当优选地具有低于第二材料的动摩擦系数的第一材料被使用时实现特别大的效果,第一材料通常被布置在肩部的外边缘处,例如,被布置为外环。因此,不仅肩部的由第一材料或第二材料形成的面积比例与焊缝的质量或输入到正被焊接的部件的热量有关,而且至少在很小的程度上、肩部由第一材料或第二材料形成的位置、或者对应位置离摩擦搅拌焊接工具的旋转轴的距离也与焊缝的质量或输入到正被焊接的部件的热量有关。
39.优选地,摩擦搅拌焊接工具被实施为大致旋转对称。
40.为了实现特别简单的生产,有利地规定在第一部件部分连接到第二部件部分之前,第一部件部分被形成有与肩部的由第一材料形成的部分区域相对应的轮廓。第一部件部分因此可以例如被实施为位于第二部件部分中的凹槽中的环,以便形成肩部的对应部分。原则上,第一部件部分当然也可以被实施为多边形等,以便实现与第二部件部分的形状配合的连接。第二部件部分既可以形成销的一部分、整个销,也可以形成工具的部分柄或整个柄。
41.优选地规定第一部件部分具有基本旋转对称的外轮廓,特别是被实施为大致环形的。这使得能够特别简单地生产摩擦搅拌焊接工具。
42.当然,根据本发明实施的摩擦搅拌焊接工具可以通过根据本发明的方法来形成。
43.第三个目的根据本发明、利用一种开头所述的类型的方法来达成,在该方法中,根据本发明实施的摩擦搅拌焊接工具被使用。结果,具有特别高的质量的焊缝被实现,同时摩擦搅拌焊接工具的使用寿命很长。
44.尽管原则上任何期望的部件都可以使用根据本发明的摩擦搅拌焊接工具来接合,但是已经表明对应的摩擦搅拌焊接工具特别适合于被用于其中正被接合的部件被实施为管状的对应方法中。构建管线的管道例如因此可以被焊接,而不必在形成沿着周向方向延展的焊缝的同时改变摩擦搅拌焊接工具。这对于可以被铺在海洋表面下面3000m深度处(例如,以特别高效的方式)的管线的构造是关键的。
45.如果该方法在部件具有超过10mm、特别是超过20mm的壁厚、焊缝特别是在整个壁厚上延伸时被使用,则是尤其优选的。通常被实施为扁平的、优选地管状的部件因此在沿着所述部件的很小的面焊接之前被彼此紧挨着铺设,以使得当焊缝从部件的一个表面延伸到部件的相对表面时,该焊缝具有与臂厚度相对应、或者与部件的彼此紧挨着铺设的很小的面的高度相对应的高度。
46.为了在壁厚对应地很大时、仍实现稳定的摩擦搅拌焊接接头,特别精确地限定的量的热量的输入是必要的,尤其是因为过大的或不足的量的热量将至少在焊缝厚度的部分区域上使摩擦搅拌焊接接头不是最佳的。利用根据本发明的摩擦搅拌焊接工具,这样的精确地限定的热量输入是容易做到的,尤其是因为肩部的动摩擦系数可以与销的动摩擦系数和材料无关地达成。
附图说明
47.本发明的另外的特征、优点和效果从下面描述的示例性实施方案得出。在从而被引用的附图中:
48.图1至图3示出根据本发明实施的不同的摩擦搅拌焊接工具;
49.图4示出两个部件的焊接期间的根据本发明的摩擦搅拌焊接工具;
50.图5至图7示出进一步的摩擦搅拌焊接工具;
51.图8示出两个部件的接合期间的进一步的摩擦搅拌焊接工具。
具体实施方式
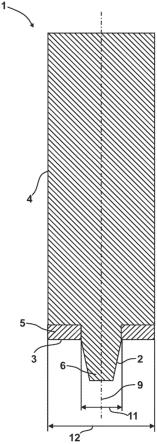
52.图1示出根据本发明实施的摩擦搅拌焊接工具1的截面。可以看出,被实施为相对于旋转轴9基本旋转对称的摩擦搅拌焊接工具1包括柄4、销2和肩部3,其中肩部3被定向为大致垂直于旋转轴9,并且由第一材料(在这种情况下,钼合金)的第一部件部分5形成,并且销2和柄4由第二材料(在这种情况下,钨-铼)的第二部件部分6形成。如所图示说明的,第一部件部分5被实施为环形的,其中第一部件部分5的内径13对应于销外径11,在这种情况下,销外径11又对应于肩部内径13。环形的第一部件部分5的外径对应于肩部外径12。肩部3因此在这种情况下完全由第一部件部分5或第一材料形成。
53.由于在销2的区域中使用钨-铼,利用这种类型的工具,耐高温性被实现。通过在肩部3的区域中使用钼合金,当钢(特别是结构钢)的部件7正被焊接时,在肩部3处实现比销2的区域中的动摩擦系数低的动摩擦系数,以使得在过程参数(诸如轴向方向上的接触压力、摩擦搅拌焊接工具1绕旋转轴9的旋转速度、以及向前的速度)相同的情况下,与仅由钨-铼组成的摩擦搅拌焊接工具1相比,经由肩部3的更低的热量输入被实现。在销2的区域中,钨-铼与结构钢的材料配对所表现出的更高的动摩擦系数对于实现接合区中的密集的搅拌是有益的。因此,使用摩擦搅拌焊接,具有较大的壁厚10的部件7也可以以摩擦搅拌焊接工具1的长的使用寿命和焊接接头的高质量这二者都被实现的这样的方式被焊接在一起。
54.图2示出根据本发明的进一步的摩擦搅拌焊接工具1。肩部3再次完全由钼合金的环形的第一部件部分5形成,而销2和柄4的部分区域由钨-铼形成的第二部件部分6形成。然而,与图1所图示说明的摩擦搅拌焊接工具1相反,柄4在这里仅部分由第二部件部分6形成,并且部分由第三材料的第三部件部分8形成,就例如生产成本而言,该第三材料可以比钨-铼更有利。
55.图3示出根据本发明的摩擦搅拌焊接工具1的进一步的示例性实施方案。在该示例性实施方案中,第一部件部分5不横跨整个肩部3延伸,而是仅形成肩部3的第一部分区域14,以使得肩部3的第二部分区域15由第二部件部分6形成,销2也由第二部件部分6形成。因此,只有肩部3的外部的第一部分区域14由第一部件部分5形成,在这种情况下,第一部件部分5也被实施为环形的,并且由钼合金组成。在这种情况下,环形的第一部件部分5因此不是从肩部外径12延伸到销2或销外径11,而是仅延伸到大致位于肩部内径13和肩部外径12之间的中间的内径13。这里,肩部内径13还对应于销外径11。通过改变第一部件部分5的内径13,或者通过改变肩部3的由第一材料形成的第一部分区域14和由第二材料形成的第二部分区域15,在用于母体材料(诸如,举例来说,钢)上时发生的、肩部3的期望的平均动摩擦系数因此可以在第一材料与母体材料的材料配对的第一动摩擦系数和第二材料与母体材料的材料配对的第二动摩擦系数之间被随意地调整。在示例性实施方案中,钼合金与钢的材料配对的第一动摩擦系数低于钨-铼与钢的材料配对的第二动摩擦系数,以使得在图3中所图示说明的示例性实施方案中,在肩部3的区域中,获得比钼合金与钢的材料配对的动摩擦
系数高、并且比钨-铼与钢的材料配对的动摩擦系数低的平均动摩擦系数。
56.图4再次在截面图中示出第二部件7的焊接期间的根据图1的摩擦搅拌焊接工具1。可以看出,销2基本上横跨部件7的整个壁厚10延伸,在这种情况下,该部件7被实施为例如板形,由钢、优选地管线钢组成,并且具有超过900℃的熔化温度。通过在肩部3的区域中使用第一材料,在肩部3的区域中实现比销2的区域中的动摩擦系数低的动摩擦系数,以使得在销2的区域中实现部件7的母体材料的有利地密集的搅拌,而相对较低的热量输入经由肩部3发生。
57.图1至图4中所图示说明的示例性实施方案中的肩部3至少部分由其形成的环形的第一部件部分5在示例性实施方案中借助于摩擦焊接过程被连接到第二部件部分6,该第二部件部分6形成销和柄4的至少部分区域。
58.这导致刚性的、稳定的连接,由此还确保在第一部件部分5和第二部件部分6之间,没有间隙,因此来自焊缝的塑化材料不能渗入到这样的间隙中,其中例如肩部3以低于销2的速度旋转的多部件摩擦搅拌焊接工具1将是如此情况。
59.图5至图7在截面图中示出根据本发明的摩擦搅拌焊接工具1的进一步的示例性实施方案。在这些示例性实施方案中,摩擦搅拌焊接工具1的基本上由第三材料组成的肩部3和销2至少部分被涂覆不同的材料,以便当摩擦搅拌焊接法被执行时,在销2的区域中和肩部3的区域中获得不同的摩擦性质。摩擦搅拌焊接工具1从而可以基本上由第三材料组成,并且如所图示说明的,仅在肩部3的区域中和销2的区域中被涂覆,以便在这些部分区域中获得期望的性质。在图5中所图示说明的示例性实施方案中,形成肩部3的表面从而完全被涂覆有第一材料,并且形成销2的表面完全被涂覆有第二材料。因此,在图5中所图示说明的示例性实施方案中,第一部件部分5被实施为肩部3的区域中的涂层,并且第二部分部件6被实施为销2的区域中的涂层,其中第一部件部分5可以例如也由钼合金组成,并且第二部件部分6再次由钨合金组成。
60.在图6中所图示说明的示例性实施方案中,同样地由涂层形成的第一部件部分5仅部分覆盖肩部3的区域中的表面。这里,不由第一材料组成的涂层、或肩部3的不由第一部件部分5形成的部分区域由第二材料形成的涂层、或者由第二部件部分6形成,该第二部件部分6还形成销2的表面。以这种方式,位于第一动摩擦系数和第二动摩擦系数之间的、肩部3的动摩擦系数再次可以被实现。
61.图7示出进一步的实施方案,在该实施方案中,肩部3的区域中的表面由第一材料组成的第一部件部分5形成,该第一部件部分5被实施为涂层。这里,销2的表面被部分涂覆有第一材料,并且部分被涂覆有第二材料,以便在这种情况下获得介于第一材料的性质和第二材料的性质之间的性质。
62.图8再次在截面图中示出用于接合对应的部件7的方法期间的根据图5的摩擦搅拌焊接工具1的使用。
63.在图5至图8中可以看出,摩擦搅拌焊接工具1因此也可以基本上由第三材料或第三部件部分8形成,第三部件部分8在肩部3的区域中和销2的区域中的端侧被涂覆有形成第一部件部分5的第一材料和形成第二部件部分6的第二材料,以便获得对应的性质。与图1至图4中所图示说明的示例性实施方案相反,在图5至图8中所图示说明的示例性实施方案中,第一部件部分5的轮廓和第二部件部分6的轮廓因此首先在摩擦搅拌焊接工具1的生产期间
被形成,也就是,通过涂覆第三部件部分8的表面。
64.对应的摩擦搅拌焊接工具1原则上可以被用于迥然不同的目的。优选地,对应的工具被用来将结构钢、特别是高强度和超高强度钢、以及例如可以由结构钢组成并且具有超过10mm的壁厚10的厚壁管道沿着在周向方向上延展的焊缝焊接在一起,该管道可以被用于例如很大的深度处的管线。即使是厚壁的钢管道因此也可以在不改变工具的情况下使用单个摩擦搅拌焊接工具1被焊接,由此对应的管线可以以成本特别高效的方式被生产。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。