用于制造薄片的设备
相关申请
1.本技术基于在2020年4月2日提交的gb2004904.5,并要求其约定优先权。就像在此完全阐述一样,整个较早的申请通过引用结合于此以用于所有目的。gb2593768中公开但本技术中未包含的任何内容都不被放弃,并且申请人保留将其中公开的内容引入本技术的权利。
技术领域
2.本公开涉及薄片的生产,所述薄片例如是金属、陶瓷、塑料或玻璃薄片。
背景技术:
3.具有层状形状的颗粒的特性在于它们的纵横比,即代表性平面尺寸与横向尺寸的比,纵横比越大,薄片越薄。术语“薄片”在此用于指纵横比不小于3:1但通常明显更大,例如介于10:1和100:1之间的薄平面颗粒。薄片在各种领域是优选的,例如,金属薄片可以用于各种工业,例如涂漆、印刷、涂覆、电化学电极、反射镜、燃料电池储氢装置、炸药、太阳能电池和化妆品。铝薄片占目前生产的金属薄片的约40%,铜薄片形成约24%,和锌或不锈钢薄片各形成该市场的约14%,其中镍薄片占约8%。由于对金属薄片的高需求,它们的生产是本发明的主要目的,尽管不是唯一的目的。
4.金属薄片通常通过锤打、球磨或物理气相沉积(pvd)来制备。在锤击方法中,金属板通过锤击变薄,然后减小为薄片。球磨可以是湿法或干法,并在低速或高速下进行。球磨方法的示例包括立式球磨、振动球磨、卧式球磨和行星式球磨。在任何球磨方法中,球形研磨介质随机地与开始为球体或具有低纵横比的大金属颗粒碰撞。由于施加在相对大的颗粒上的压缩力和剪切力,它们逐渐变平成为薄片。在物理气相沉积中,金属被蒸发,然后沉积在载体上。一旦金属在载体上凝结成薄膜,可以使用各种技术将薄膜从薄片形式的载体上除去。
5.通过锤击或球磨制备的金属薄片倾向于相对较厚。通常,它们可以具有微米范围(例如,介于1微米(μm)和100μm之间)的厚度,较高的最终产品具有亚微米范围(例如,介于25纳米(nm)至1μm之间)的厚度。相反,通过pvd制备的金属薄片可以更薄,具有在20nm至100nm的范围内的厚度,具有在30nm至50nm的范围内的厚度的薄片通常优选用于特别苛刻的工业中的视觉效果。通常,pvd制备的薄片的平坦表面的形貌比通过球磨制备的薄片的平坦表面的形貌更规则。因此,pvd制备的薄片通常比其非pvd制备的对应物更光亮,使得使用它们的产品能够表现更高的光泽。
6.虽然pvd制备的薄片对于许多工业应用是优选的,但是它们的制造方法更昂贵,使得它们的成本对于许多产品是高得令人望而却步的。目的
7.因此,本发明寻求提供一种生产薄片的成本有效的方法和用于生产薄片的设备。
技术实现要素:
8.根据本发明的第一方面,提供了一种用于生产薄片的设备,所述设备包括:支承结构和疲劳杆组件,支承结构用于支承由第一材料制成的两个供给筒中的每一个,薄片将从第一材料生产,疲劳杆组件包括至少一个由第二材料制造的疲劳杆,每个疲劳杆具有比所述两个供给筒的初始直径小的直径;压缩机构,其用于促使所述两个供给筒的表面与每个疲劳杆接触;以及驱动机构,其用于在与每个疲劳杆形成滚动线接触时使所述两个供给筒旋转,其中,所述两个供给筒和每个疲劳杆之间的接触压力足够高以通过疲劳改变所述两个供给筒的表面并导致第一材料的薄片与所述两个供给筒的表面分离。
9.在一些实施例中,所述设备可以进一步包括:用于在每个疲劳杆和供给筒旋转期间将流体供应给每个疲劳杆和供给筒的机构,所述流体用于带走由所述两个供给筒的疲劳生产的薄片;以及,用于收集生产的薄片和流体的收集器。
10.所述设备可进一步包括用于从流体中分离出薄片的至少一部分的分离系统。分离系统能够除去流体(例如,通过干燥)或分离薄片(或其部分),或两者。用于从流体中分离薄片的至少一部分的分离系统能够基于第一材料的单独特性和与其相关联的亲和性(例如,磁体辅助由磁性材料制成的薄片的分离)或依赖于更普遍的性质(例如,密度、尺寸等)并通过倾析、离心或过滤进行。
11.在一些实施例中,驱动机构可包括一个或多个马达,所述马达被连接以驱动所述两个供给筒中的至少一个供给筒或与所述两个供给筒中的至少一个供给筒摩擦接触的筒形表面。在一些实施例中,每个供给筒可与相应的马达相关联。马达可被支承以在操作期间随着供给筒的外径减小而适应与其相关联的供给筒的轴线之间的相对移动。
12.供给筒和疲劳杆的旋转速度可以使得彼此接触的表面的速度匹配。或者,可以容许或甚至引起疲劳杆和供给筒的接触表面之间的相对速度。例如,
±
10%的相对速度能够通过向未连接到驱动马达的杆或筒施加制动力来引起,或者在包括多个马达的布置中通过以不同速度操作马达来引起。
13.根据本发明的另一方面,提供了一种生产薄片的方法,其包括:a.支承两个供给筒和疲劳杆组件,所述疲劳杆组件包括至少一个疲劳杆,使得每个疲劳杆夹在所述两个供给筒之间,每个疲劳杆具有比所述两个供给筒的初始直径小的直径并且由更硬的材料制成;b.促使所述两个供给筒的表面与每个疲劳杆接触;以及c.在与彼此形成滚动线接触时使所述两个供给筒和所述疲劳杆旋转;其中,所述两个供给筒和每个疲劳杆以足够高的接触压力彼此压靠,以通过疲劳改变所述两个供给筒的表面,并导致第一材料的薄片与所述两个供给筒的表面分离。
14.本发明的其它目的、特征和优点将在以下详细描述中阐述,并且对于本领域技术人员而言,部分地将从描述中显而易见,或者通过实施如在书面描述及其权利要求书以及附图中描述的本发明而认识到。可以在不参考其他特征和子组合的情况下采用当前公开的主题的实施例的各种特征和子组合。
附图说明
15.现在将参考附图通过示例的方式进一步描述一些实施例,其中相同的附图标记或
字符指示对应或相同的组件和/或阶段。该描述与附图一起使得本领域的普通技术人员明白如何可以实践当前公开的主题的一些实施例。附图是为了说明性讨论的目的,并且不试图比基本理解本公开主题所必需的更详细地示出实施例的结构细节。为了清楚和方便呈现,图中描绘的一些对象不一定按比例示出。
16.在附图中:图1是根据本发明的一些实施例的薄片制造设备的示意图;图2是示出了一个替代实施例的图,其中图1中具有单个杆的疲劳杆组件被具有两个杆的疲劳杆组件所代替;图3是通过根据本发明的薄片制造设备的示意性截面;图4示出了图3的设备的细节,其以放大比例绘制;图5是具有多个供给筒的本发明的设备的透视图;图6和7分别示出了操作开始和完成时薄片制造设备的供给筒的平面图;图8a示出了在本发明的一个实施例中如何将图案应用于疲劳杆的表面;图8b示出了图8a中的示例性螺旋槽的替代横截面;以及图9a、9b和9c示出了供给筒的三种可能的结构。
具体实施方式
概述
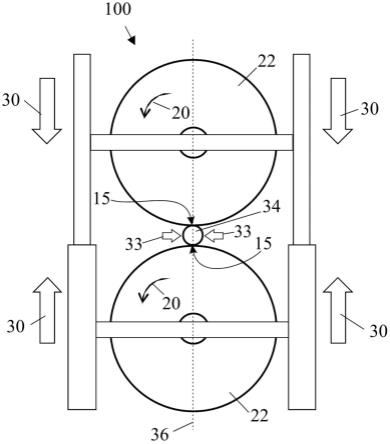
17.图1是设备100的一部分的示意图,其示出了在本公开中使用的用于生产薄片的方法。所述设备100包括:两个供给筒22,其由将要生产薄片的材料制成;以及疲劳杆组件,其包括夹在它们之间的单个疲劳杆34。供给筒的待剥落的材料也可以被称为“第一材料”,而形成疲劳杆的材料也可以被称为“第二材料”。由箭头30和33示意性表示的支承结构保持供给筒22,使它们的轴线彼此平行,并且保持疲劳杆34,使其轴线与两个供给筒22的轴线处于相同的平面中,该平面在图中由虚线36表示。当以这种方式支承时,如图中的箭头30所示,促使供给筒22朝向彼此,以压缩它们之间的疲劳杆34,并且它们同时沿箭头20所示的方向旋转,使得在每个供给筒22和疲劳杆34之间的接触区域处形成滚动接触,该接触区域在图中由15表示,并且在此也称为辊隙。
18.由于疲劳杆34的小直径,在小接触区域15上向供给筒22施加大的力,并且所产生的压力足以扰乱和弱化供给筒22的表面处的第一材料的晶体结构。随着供给筒22旋转,该压力的重复施加和移除导致它们的表面疲劳和剥落。
19.为了避免疲劳杆34的表面同时剥落,它应该由比第一材料更硬的第二材料制成。例如,当供给筒22由金属(例如,铝、铜、镍、不锈钢、锌等)制成时,疲劳杆34可以由陶瓷材料(例如,碳化钨)或更硬的相同或不同的金属(例如,不锈钢)制成。
20.代替包括其轴线位于包含供给筒的轴线的平面中的单个杆34的疲劳杆组件,如图2的设备100a所示,它可以包括分别设置在供给筒22的轴线的平面36上方和下方的两个杆34a和34b。在两个实施例中,支承结构必须确保每个疲劳杆不在垂直于供给筒22的轴线的平面中移动。下面描述的实施例示出了具有单个杆的疲劳组件,但是应该理解它们都可以替代地采用具有两个疲劳杆的组件。
21.设备100的其余部分需要执行以下功能:
22.i.如上所述,所述设备应该包括支承结构,以便以允许供给筒22旋转同时允许它们的轴线朝向彼此移动的方式支承它们。
23.ii.支承结构应该支承(多个)疲劳杆34,同时防止它们在垂直于平面36的平面中移动。
24.iii.所述设备应该包括用于促使供给筒22朝向彼此的机构。以及
25.iv.所述设备应该包括一个或多个驱动马达,用于转动至少一个供给筒和/或疲劳杆。
26.除了上述之外,由于所述设备用于薄片的商业生产,所以需要一种系统来收集在操作过程中由于供给筒表面的疲劳而产生的薄片。这种收集能够在从流体中分离至少一部分所产生的薄片之前和/或之后进行。
27.虽然在图1中,通过平行于图中的箭头30在相反方向上同时施加的力而促使供给筒22朝向彼此,从而在其间压缩疲劳杆34,但这不必须是这种情形。能够沿单个方向(例如,图中向上或向下)施加力,可选地将供给筒和夹在它们之间的疲劳杆组件压靠在支承表面上。在这种情况下,并且假设支承表面是支承筒,则替代地,可以使用驱动马达来旋转支承筒,而不是使用供给筒或疲劳杆。
28.图1和2中示意性示出的供给筒和供给杆组件的组可以用作在较大设备中“重复”的“基本单元”,如将在稍后关于实施例详细描述的,其中,多个供给筒具有位于相同平面中的筒的相应旋转轴线,疲劳杆组件(包括一个或两个杆)设置在彼此面对的任何两个供给筒之间。
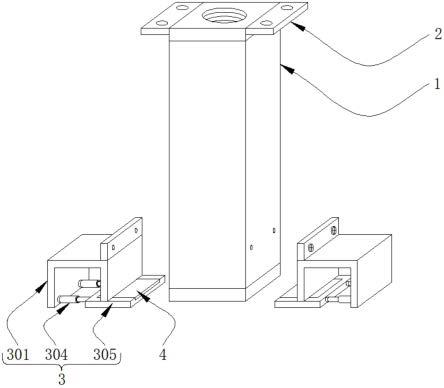
29.图3和4示出了满足如上所述的用于示意性设备100的要求的设备的基本实施例。在该实施例中的设备仅包括两个供给筒122、132和设置在它们之间的单个疲劳杆134。图4更清楚地示出了供给筒的替代性可能设计。筒122被示出为包括承载外套筒122b的中心轴122a。在这种构造中,中心轴122a可由与周围的套筒122b不同的材料(例如,更硬)制成,其可例如为轴122a上的收缩配合。另一方面,筒132完全由要生产的薄片的材料制成。
30.在这个实施例中的支承结构包括端板150,在该端板上安装有两个轴承座152。供给筒132轴颈连接在轴承座152中的轴承中。两个液压油缸154具有连接到端板150的与轴承座152相反的一侧的筒156和穿过端板150的活塞杆158。供给筒122轴颈连接在与活塞杆158的端部连接的轴承座160中。疲劳杆134位于两个供给筒122、132之间,并且其端部可滑动地容纳在导向件164中,该导向件防止疲劳杆移出附图平面,同时允许疲劳杆在附图平面中旋转和平移。
31.马达170通过联接器172连接到供给筒122。当马达被固定地安装时,联接器172需要允许供给轴和马达170之间的相对运动。因此,联接器可以包括可变长度轴172a,其包括花键伸缩段,万向接头172b位于轴172a的相对端部处。或者,可以将马达可移动地安装,以跟随与其连接的供给筒的运动。
32.图3和4的设备满足了上述所有要求,因为它允许供给筒122、132旋转并朝向彼此移动,同时液压地向供给筒的端部施加力以将它们彼此压靠。马达170用于旋转供给筒122,其又驱动供给筒132和疲劳杆134,而后者通过导向件164被限制在供给筒122、132之间。
33.如前所述,当供给筒122、132被马达170转动并且被压靠在较硬的疲劳杆134时,随着重复循环,供给筒122、132的表面疲劳,并且所产生的改变导致薄片从表面脱离。
34.为了收集所生产的薄片,当供给筒122、132和任何中间疲劳杆旋转时,将流体(优选液体)至少施加到它们之间的辊隙。流体能够通过过滤器以分离所需的薄片,并可以在过滤后再循环。过滤可以在液体被再循环之前从液体中除去所有的颗粒物质,或者可以设计成允许由流体携带的一部分薄片再循环到辊隙。
35.除了用作收集所生产的薄片的手段之外,液体还可用于其它目的,例如润滑和冷却。
36.图5示出了一种更适于商业生产但以与上述相同原理工作的设备。在这种情况下,该图还示出了用于供给筒、疲劳杆和驱动马达的支承结构。
37.图5的设备与图3和4的设备之间的主要区别在于,它包括标记为222a至222d的四个供给筒的排。在这个实施例中,排中的筒水平并排布置,而不是一个在另一个上方垂直布置,但是定向并不重要。然而,存在可以并入仅具有两个供给筒的实施例中的进一步的差异。一个这样的区别在于,尽管在图3和4中,仅为两个供给筒提供一个马达,但图5示出了每个供给筒222a-222d通过相应的联接器272由相应的马达270驱动是可能的。然而,这不是必需的,并且用单个马达或用若干马达来驱动多个供给筒和磨损杆仍然是可能的,所述若干马达比可以由其驱动的筒和杆的总数少。
38.在未示出的另外的实施例中,马达可以另外或替代地被连接以驱动疲劳杆。
39.供给筒222a-222d、疲劳杆234(如图6和7中更清楚地示出的,它们被限制在供给筒之间)和马达270都可滑动地安装在支承结构290上,所述支承结构被构造成由多个箱形截面金属杆构成的框架,该多个箱形截面金属杆可以彼此焊接或以其它方式附接。因为图5中所示的示例性马达270大于供给筒222a-222d,特别是当考虑最终直径时,它们每个都可以达到随后的剥落,所以它们需要安装得比筒更远。如图所示,这可以通过被支承在不同高度的马达来实现。马达能够可滑动地被安装在支承结构290上,以便随着供给筒的直径减小而与供给筒一起运动,相反,如果图5中的马达270是静止的,则它们的联接器272将需要包括可延伸的轴,如前所述。
40.支承结构290还包括布置在供给筒222a-222d的排的相对侧上的引导件。供给筒和疲劳杆的轴向端部轴颈连接在其中的块体可沿着引导件自由滑动。代替作用在供给筒的轴向端部上,在该实施例中的液压油缸的活塞杆258用于压缩在两个支承筒232a和232b之间的供给筒222a-222d的整个排,所述两个支承筒作用在所述排的端部供给筒222a和222d上。如图5所示,支承筒232a和232b也可以连接到各自的驱动马达270,并且这些驱动马达270可以是连接到供给筒222a-222d的马达的补充或替代。仅驱动支承筒232a、232b中的一个或两个,一旦供给筒达到它们的最小直径,就显著简化了排的供给筒的更换,并且避免了在供给筒上设置驱动联接器的需要。
41.支承筒232a由滑架292中的轴承支承,该滑架在活塞杆258的作用下相对于供给筒222a-222d的导向件是可滑动的。第二支承筒232b安装在锚定到支承结构290的类似滑架中。虽然马达和供给筒的支承结构通常被称为支承结构290,但是它们不必是同一整体结构的一部分,并且可以由两个分开的结构构成。具有分开的支承结构可以便于安装和维护。
42.图6示出了图5的供给筒222a-222d的排在操作开始时的平面图,图7是在供给筒的材料已经被显著消耗之后的类似视图。当达到最小直径,例如中心轴的直径时,供给筒被认为是排空的。从这些图中可以看出,在薄片的生产过程中,支承筒232的直径没有减小。
43.在图6和7中,可以看到在端部供给筒222a和222d与相邻的支承筒232a和232b之间没有疲劳杆。在这种情况下,中间供给筒222b和222c将比端部供给筒222a和222d更快地耗尽,因为每个中间供给筒与两个疲劳杆(或两个杆组件,每个杆组件具有两个杆)接触而不是仅与一个接触。如容易理解的,改变筒的排中的供给筒的相对位置以确保它们在它们中的一个耗尽之前被同样地消耗是可能的。或者,在端部供给筒和支承筒之间提供疲劳杆是可能的,但是必须小心选择材料以确保支承筒232a、232b的表面不会同时剥落。如果例如供给筒是铝(al),那么疲劳杆可以是碳化钨,而支承筒是不锈钢。
44.需要强调的是,虽然这些附图示出了供给筒的排可以保持在在两端的支承筒之间,但是这种装配不必被解释为限制性的。供给筒的排可以仅在其一端被支承,或者可以没有支承筒。压力可以施加到供给筒或疲劳组件的轴向端部,并且供给筒的排可以在其每个端部处由供给筒222或疲劳杆234(或一对杆的组件)“终止”。在这种情况下,当在排的端部没有支承筒时,终端元件(例如,供给筒222或疲劳杆234)的轴应该被保持,使得终端元件可以另外用作被压靠在其上的排的其它元件(例如,供给筒)的支承,终端元件不接触除了排的元件的表面之外的任何表面。例如,如果终端元件是疲劳杆组件,则需要保持该组件,以便仅在一侧接触供给筒,而在直径相对侧不接触供给筒。
45.已经提供了本公开的设备的以上概述,现在将单独地考虑设备的不同部件。供给筒
46.供给筒(例如在所示的非限制性实施例中的22、122、132或222)可由任何待被制成薄片的材料制成,所述材料例如是金属、陶瓷、塑料或玻璃材料。如本文所用,术语金属可指纯金属、合金、准金属、复合物或包括一种或多种金属元素的任何其它组合。由任何这样的金属制成的薄片可以被称为金属薄片或金属制的薄片。
47.在一些实施例中,供给筒可包括主要包括金属或陶瓷的材料,所述金属选自包括铝、黄铜、青铜、铜、金、石墨、锂、镍、银、不锈钢、钢、锡和锌的组;所述陶瓷选自包括氧化铝、方解石、玻璃(例如硼硅酸盐)、石英、黑曜岩和滑石的组。在一些特定实施例中,供给筒可包括主要包括铝(例如,al 1050、al 1100、al 1199,其中x表示任何有效数字的铝1xxx系列的另一成员,al 2024、al 6061、al 7075、al a356、al a4047或al rsp)的材料或主要包括不锈钢(例如,不锈钢17-4不锈钢304或不锈钢303)的材料。在其它实施例中,供给筒可以由塑料材料(例如,热塑性聚合物,如聚(甲基丙烯酸甲酯(pmma)和聚醚醚酮(peek))或陶瓷材料(例如,石英))制成。这里,提及主要包括成分的材料,是指所述成分构成材料的主要部分,其可以小于合金、共聚物或复合材料的组合物的按重量计的50%,但是通常为材料的组合物的至少按重量计的50%,如至少按重量计的55%,至少按重量计的60%,至少按重量计的75%,至少按重量计的80%,至少按重量计的90%,至少按重量计的95%,至少按重量计的99%或按重量计的100%。
48.如图9a所示,每个供给筒可一体地结合有从正被剥落的筒的本体横向延伸出的轴(也参见图4中的供给筒132),横向延伸部由设备的结构支承。供给筒可以替代地由支承轴和供给套筒构成(如图4和图9b中的供给筒122所示)。在图9c所示的另一替代方案中,供给筒可由在其端面中具有中心凹部的筒构成,所述凹部用于将筒保持在一对尾架之间,所述一对尾架每个可滑动地安装在支承结构的一侧上。疲劳杆
49.根据供给筒的材料,每个疲劳杆(诸如在所示非限制性实施例中的34、34a、34b、134或234)可以由比供给筒的第一材料更硬的第二材料制成。
50.当疲劳组件包括两个疲劳杆时,它们不必相同。例如,虽然疲劳杆中的一个可以由第二材料制成,但是另一个疲劳杆可以由不同的材料制成。可选地或附加地,组件的每个疲劳杆的外表面也可以不同;每个疲劳杆的相同或不同的第二材料和/或相同或不同的纹理如本文进一步详述。
51.注意,虽然在同一杆组件中可以发现两个不同的疲劳杆,例如一个杆34a被相对抛光而另一个杆34b相对更具纹理(例如,具有更粗糙的外表面或被形成图案),但是疲劳杆之间的差异可以类似地用由单个杆构成的杆组件实现。为了说明考虑示出了供给筒的排的平面图的图6的供给筒222b,其左侧的杆234可以不同于其右侧的杆234(例如,由不同材料制成和/或在其外表面上具有不同纹理)。
52.在相同供给筒的直径相对侧上具有不同疲劳杆的类似原理也能够通过两个杆的杆组件实现,在这种情况下,不同的杆不需要在相同侧上在相同组件中,而是能够在由供给筒分开的两个杆组件中。因此,不管选择的方式如何,在本设备的一些实施例中,相同的供给筒可以与至少两个疲劳杆接触,疲劳杆中的至少一个与其它的(多个)疲劳杆不同。在一个特定的实施例中,不同杆之间的差异包括它们的外表面的纹理,杆中的一个是相对光滑的。不同的杆可以另外地在杆的任何其它特征方面不同,例如制成它们的材料、它们的直径或影响它们的性质的任何其它处理。
53.疲劳杆可以主要包括选自包括铝(al)、氮化铝(aln)、氧化铝(al2o3)、碳化硼(b4c)、氮化硼(bn)、立方氮化硼(cbn)、碳化铬(cr3c2)、金刚石、蓝宝石、碳化硅(sic)、氮化硅(si3n4)、不锈钢、钢、碳化钽(tac)、碳化钛(tic)、氮化钛(tin)、碳化钨(wc)和氧化锆(zro2)的组的金属或陶瓷。疲劳杆可以进一步涂覆,通常是涂覆不同的和更硬的化合物。例如,疲劳杆可以主要由碳化钨制成,具有包括钛(例如,铝-钛-氮化物(altin)和铝-钛-硅-碳(altisic))的膜涂层。就疲劳杆由与供给筒类似的化学族的材料制成而言,构成杆(或其涂层)的材料需要比构成供给筒的材料更硬。例如,由具有约30hv维氏硬度值的铝合金al 1050制成的供给筒可在根据本发明的设备中通过由具有约175hv硬度的铝合金al 7075制成的疲劳杆而被剥落。
54.在一些特定实施例中,疲劳杆(例如,34、134或234,其作为唯一的杆或作为一对杆存在于疲劳组件中)可以主要包括碳化钨(例如,还包括用作粘合剂的钴)、不锈钢、碳化硅,或者由具有钛涂层的碳化钨(例如,tialn)制成。
55.在一些实施例中,疲劳杆由第二材料制成,第二材料的硬度显著大于构成供给筒的第一材料的硬度,例如,至少5倍、至少10倍、至少20倍、至少50倍或至少100倍的硬度。例如,疲劳杆可以主要包括碳化钨,而供给筒可以主要包括铝或不锈钢。以由具有约2600hv硬度的碳化钨(wc)、具有约240hv(在140-350hv的典型范围内)硬度的不锈钢(sst)和具有40hv(在20hv-180hv的典型范围内)硬度的铝合金制成的筒为例,那么疲劳杆的硬度与供给筒的硬度之间的比率对于wc/sst为约11,对于wc/al为约65。
56.最终,硬度比率取决于a)每个筒和杆的确切组合物,以及b)散装材料是否被进一步处理(例如,退火、冷加工、硬化、热处理或回火),以及在肯定的情况下到何种程度(例如,不锈钢可以被回火为1/16、1/8、1/4、1/2、3/4或淬透),如果材料是被用于支承筒(优选相对
较硬/韧性较差的等级),或者用于供给筒(相对较硬/韧性较差的等级也是合适的),则不同的等级更合适。此外,筒外表面的硬度可以通过设备的工艺和操作条件来改变。虽然供给筒和疲劳杆的相对性能在上面关于它们的硬度提供,但是材料和它们的物理性能方面的技术人员可以容易地以其它术语“转换”这样的要求,诸如强度、屈服点等。疲劳杆的屈服点应该足以避免或最小化在设备的操作条件下杆表面的变形和/或磨损,并且大于供给筒的材料的屈服点。
57.使用陶瓷疲劳杆的另一个重要优点是它们的杨氏模量比金属高得多,因此它们在施加的力下弯曲得更少。当杆弯曲时,辊隙处的压力分布不均匀,并且使用陶瓷疲劳杆允许对于相同程度的杆挠度构造更宽的机器。
58.已经发现疲劳杆的表面光洁度对所生产的薄片的质量(例如,包括它们的尺寸)和它们的生产速率都具有显著的影响。虽然疲劳杆可以被抛光至镜面光洁度(例如,具有50nm或更小,或者甚至20nm或更小的平均表面粗糙度(ra)),但是在替代实施例中,它们可以被形成纹理。这种纹理能够通过增加杆表面的粗糙度(例如,具有100nm或更大的ra)来实现,这可能是由于没有通常包括的平滑步骤的杆的制造过程所导致的。粗糙度可以通过使用适合于表面形貌的表面光度仪的常规方法来测量。ra例如可以使用接触式触针轮廓曲线仪或者使用非接触式光学轮廓曲线仪来测量。在一些实施例中,疲劳杆(或任何其它表面)的粗糙度应使用共焦激光显微镜(奥林巴斯公司(olympus corporation)的lext ols50003d)在x50的放大倍数下测量。
59.纹理可以通过化学蚀刻或(例如,用所需粒度的金刚石抛光垫)物理刮擦杆表面或通过通常用与制造杆的第二材料不同的第三材料涂敷杆表面来故意形成。涂层可以具有连续的材料层或具有离散的颗粒,颗粒的尺寸有助于由此形成的涂层的感知的所得粗糙度。例如,疲劳杆可以用在不锈钢杆的化学镀镍过程中加入的金刚石粉末涂覆。通过这些方法能够获得宽范围的粗糙度水平,申请人制备了粗糙度ra为约20nm、100nm、200nm、250nm、400nm、500nm、700nm、800nm、1,600nm、2,000nm和5,000nm的杆,并且观察到疲劳杆的粗糙度和速率薄片之间的正相关性,可以用其制备。不希望受任何特定理论的束缚,假定疲劳杆的增加的粗糙度可以提高它们与供给筒的表面的接触效率,从而促进它们的疲劳。如所理解的,可以类似地制备疲劳杆以获得任何中间值的表面粗糙度,包括高于未抛光部分的标准粗糙度的值(例如,1,000nm、1,200nm、1,400nm、1,800nm、2,500nm、3,000nm、3,500nm、4,000nm、4,500nm等)或任何更大的值(例如,10μm、25μm、50μm)。
60.虽然上述示例性方法在带纹理的疲劳杆的表面上产生相对随机的粗糙度,但是杆可以附加地或替代地以更规则的方式形成图案。例如,可以通过机械加工或激光切割或任何其它适于形成杆的材料的形成图案方法在疲劳杆的表面中形成图案。在一些实施例中,图案可以是一系列环形凹槽或连续的螺旋凹槽。在这样的实施例中,已经发现,诸如凹槽的宽度、它的间距和它的深度的参数都影响薄片生产,并且它们的值能够基于期望的薄片尺寸和薄片生产速率凭经验确定。该图案可以被认为是在疲劳杆表面的外径处的表面中的凹槽的“负”图案,或者被认为是从疲劳杆的内径(例如,从包括凹槽的最低部分的表面)突出的凸起的“正”图案。
61.图8a示出了具有轴线842和单个螺旋凹槽836的疲劳杆834,所述螺旋凹槽836限定凸起的或突出的多个区域838。螺旋角α是凹槽的圈与正交于轴线842的平面840之间的角
度。图8a的下部以放大比例示出了通过凹槽836的截面,以表明凹槽836的不同参数。凹槽的宽度用g表示,凹槽的圈之间的凸起区域的宽度用t表示,凹槽的深度用d表示。凹槽的节距p等于t和g的和。在图8a中,凹槽被示出为具有位于与轴线842正交的平面中的侧面,但是如图8b所示,代替地侧面以角度β倾斜是可能的。
62.能够在疲劳杆的表面上形成宽范围的图案,申请人已经制备了杆,其中间隙宽度g选自50μm、60μm、150μm、160μm、200μm、230μm和280μm,顶部宽度t选自25μm、50μm、130μm、160μm、200μm、240μm和360μm,凹槽深度d选自10μm、35μm、90μm、160μm、170μm、190μm和400μm,对于环形凹槽,角度α选自0
°
,对于螺旋凹槽,角度选自2
°
、30
°
和40
°
。具有环形凹槽和螺旋凹槽的图案是通过激光切割在由陶瓷(例如,碳化钨)制成的疲劳杆上测试的相对较细的凹槽和通过机加工在金属(例如,不锈钢)制成的疲劳杆上测试的相对较大的凹槽来制备的。如所理解的,疲劳杆可以类似地用具有任何其它值的参数来形成图案,包括但不必是中间值。
63.例如,凹槽的宽度g(或者相邻凸起或相邻突起的横向边缘之间的距离)可以介于25μm和300μm之间,或者介于25μm和250μm之间,或者介于25μm和200μm之间;两个凹槽之间的顶面的宽度t可以是至少25μm、至少50μm、至少100μm或至少200μm;以及任选地至多500μm、至多400μm或至多300μm;凹槽的深度d(或凸起或突起的高度)可以为至少3μm、至少50μm或至少100μm;和任选地至多300μm、至多250μm或至多200μm;凹槽可相对于旋转方向倾斜的角度α可为高达
±
90
°
的任何值,该角度向右或向左倾斜,并且任选地介于0
°
和60
°
之间、介于2
°
和50
°
之间、或介于5
°
和45
°
之间。
64.虽然图8a示出了向附图左侧倾斜的单个螺旋凹槽,但是疲劳杆的其它图案也是可能的。例如,如果两个相反旋向的螺旋凹槽都被设计成沿着杆的整个长度延伸,则这两个螺旋凹槽可以在杆的表面上产生菱形图案。或者,疲劳杆的一部分可以包括在一个方向上倾斜的凹槽,而另一部分可以包括在相反方向上倾斜的凹槽。例如,杆的一半可具有右旋螺旋凹槽,而杆的一半可具有左旋螺旋凹槽。
65.该图案甚至可以是随机的,并且通过使杆的表面粗糙化来产生。在这种情况下,化学蚀刻可以用作激光切割的替代。该粗糙可以与杆的材料成一体,或者可以由杆的涂层产生。如果采用涂层来为带图案的杆提供所需的粗糙度,则可在形成图案之前或之后施加涂层。为了说明,疲劳杆可以被形成图案以显示螺旋凹槽,并且随后进一步用金刚石颗粒涂覆,颗粒的尺寸根据图案的参数来选择。当疲劳杆显示图案和粗糙度时,粗糙度通常在凸起的顶部、在凹槽之间的表面上测量,其由宽度t表征。
66.在一些实施例中,疲劳杆(例如,34、134、234或834)的直径与供给筒(例如,22、122、132或222)的初始直径相比可以较小。当疲劳杆的直径在构成供给筒的直径的不超过5%、不超过10%、不超过15%、不超过20%或不超过25%时,疲劳杆的直径相对较小。对于给定的压力,杆的小直径允许在辊隙处施加更大的压力。疲劳杆的直径也可以适合于特定的供给筒的排。例如,如果在筒的组件的终端位置没有支承筒,并且疲劳杆将用作最终的滚动表面,则其直径应当优选地在相对范围的较大端上,以易于相对于施加以促使筒接触的力而保持其旋转轴静止。
67.作为根据本教导的设备的其它筒,疲劳杆可以轴颈连接在一对轴承中,该对轴承可滑动地安装在支承结构中。特别是当与供给筒接触时,允许杆旋转的任何其它布置可以是合适的。这种布置通常被构造成基本上防止筒在沿着它们的旋转轴线的方向上的横向位
移,仅使得能够在支承结构的框架内在基本上平行于促使供给筒和杆滚动接触的力的方向上旋转。施加力以将供给筒和疲劳杆压靠一起的方向可以称为x方向,而它们的旋转轴线的横向方向可以称为y方向。当材料被剥落并且供给筒的直径减小时,筒的顺时针或逆时针旋转导致其旋转轴在x方向上的相对位移。如上所述,在y方向上存在一些公差,并且例如假设筒上的参考点,在该方向上不存在位移的情况下,该点可以在其预期位置的
±
250μm内。以图6为例,供给筒222、支承筒232和疲劳杆234可绕平行于y方向的轴线旋转,并随着它们的直径减小而沿x方向向左或向右移动,但通常它们不会在y方向显著移位(例如,移位超过250μm),即,如图中所示向上或向下移位。
68.然而,在一些实施例中,一些横向位移不仅可以被接受,而且可以是期望的和允许的。在这种情况下,虽然不是必需的,但更方便的是,考虑到它们的较小尺寸,将疲劳杆作为允许在旋转时使其旋转轴在y方向上位移的元件。再次以图6为例,以及疲劳杆234上的参考点,在该特定视图中,当杆的旋转和供给筒的剥落在从左到右的x方向上接近该距离时,以及当通过沿y方向的横向位移的杆的振荡使该点上下移动时,该点将绘制正弦曲线。因此,疲劳杆可以被称为在支承结构的相对侧之间摆动。通常,振荡的峰值振幅,即参考点自身与理想锁定位置的距离,可以大于500μm、1mm或更大、1.5mm或更大、2mm或更大、或2.5mm或更大。
69.如果需要,振荡的效果尤其是增加生产率。在带规则图案的杆可以在供给筒的表面上形成重复条纹,并且这种形成不利地影响薄片的生产率的程度上,疲劳杆的振荡的最佳峰值振幅(或合适的振幅范围)可以选择为超过在供给筒上可能形成的重复条纹之间的距离。疲劳杆的振荡幅度将取决于疲劳杆表面的图案的性质,并且被选择以便在较长的时间段内保持供给筒的更平坦(例如,不带图案的)的表面。替代地或附加地,通过依靠缺少规则的图案的疲劳杆,该杆是相对光滑的或带随机的纹理的(例如,粗糙的),可以避免或(如果存在重复条纹)减少供给筒上的重复条纹。支承筒
70.就支承筒被包括在根据本教导的设备中而言,其可以根据供给筒和疲劳杆来选择,其特性通常介于两者之间。例如,支承筒可以由第四材料制成,第四材料通常比供给筒的第一材料硬,但是比疲劳杆的第二材料或者涂覆它的第三材料的硬度低。如前所述,虽然相对特性在上面以硬度的形式示出,但是本领域技术人员可以替代地以其它形式(例如,杨氏模量、屈服点等)选择材料的合适组合。作为疲劳杆,供给筒应选择成并适于避免或最小化它们的表面在设备的操作条件下的变形和/或磨损。因此,如果满足上述条件,则支承筒可以由前面例举的任何材料制成。它们的直径通常大于疲劳杆的直径,并且可选地但不是必须地,大于供给筒的初始直径。支承筒可以图9a至9c中所示的用于供给筒的不同方式中的任一种方式由设备的结构支承。压缩机构
71.在所示和所述的实施例中,通过液压油缸施加力以压缩供给筒(例如22、122、132或222)之间的相应杆组件的疲劳杆(例如34、134、234或834)。在替代实施例中,可以气动地或通过电动马达来施加力。或者,可以使用重物来基于经由适当的布置施加的重力产生压缩。如果需要,在马达和供给筒的排之间可以使用杠杆系统或齿轮机构。如果采用液压系统,则其可包括蓄能器以提供对压力波动的阻尼。
72.辊隙处的压力影响以其能够生产薄片的速率和它们的质量。如果施加太小的压力,则薄片生产率将很低。另一方面,如果施加太大的压力,则非薄片的碎片和/或不期望的厚薄片可能从供给筒脱落。最佳压力尤其取决于供给筒的材料的屈服强度(也称为屈服点)和/或拉伸强度。根据经验确定最佳压力以使生产给定量的薄片所需的能量最小化从而使生产成本最小化是可能的。
73.虽然压缩通常在一个方向上施加(例如,从供给筒的排的一端到所述排的另一端),但它也可以替代地在相反方向上伴随施加。在这种情况下,支承筒可以可选地在相反压缩力的“终点”对应的位置处插入供给筒的排中。为了说明,假设四个供给筒的排,供给筒、它们的疲劳杆和来自每端的相反的压缩力分别相似,支承筒可以包括在所述排的中间,在两对供给筒之间。
74.可以想到,虽然所示实施例呈现了沿单线(例如,位于单个平面中的供给筒的轴线)在一个或两个方向上施加压缩,但是供给筒可以相对于核心筒(例如,是排的供给筒中的一个或是支承筒)径向地布置。在这种情况下,将朝向该布置的中心部分径向向内施加压缩。生产的薄片的收集
75.如前所述,在设备的操作过程中可以使用流体,如设备100所示,至少在辊隙15处施加流体。流体例如可以在辊隙15处和/或设备100的其它地方提供润滑。可以引起有限程度的滑动的流体还可以用于温度控制。
76.流体能够有助于薄片去除,例如通过从供给筒的表面轻轻地冲洗掉薄片并将这些去除的薄片从供给筒中运走,或者通过使用液体流体射流或气刀更有力地从供给筒中去除薄片并将这些去除的薄片从供给筒中运走。
77.流体本身可以通过保持薄片作为离散颗粒分离而防止材料的再结合或熔化;它可以防止、延迟或减少薄片的腐蚀(例如氧化);和/或流体可以抵消与可能薄片生产有关的任何有害作用,包括在没有液体流体的环境中,例如薄片爆炸和/或燃烧。
78.流体可以补充任何期望的试剂,例如抗氧化剂,以进一步减少、延迟或防止薄片氧化,并且可以包括添加剂以改变薄片,并且例如是掺杂剂。感兴趣的读者可参考同时提交的标题为“用于制造薄片的方法”的申请号为pct/ib2021/052743(代理所参考lip16/007pct)的pct,以更详细地解释添加剂可增强本方法和设备的方式。该申请通过引用并入本文用于所有目的,如同在本文中完整阐述一样。
79.虽然流体可以连续地补充,但优选的是在其已经通过过滤器以分离出所需的薄片之后再循环。过滤器可以设计成在流体再循环之前从流体中除去所有颗粒,但是在一些实施例中,颗粒的仅一部分,优选颗粒的大部分保留在过滤器中。可以使用其它方法分离颗粒,仅举几个例子,例如通过亲和、倾析或离心。在流体中再循环的颗粒可以有助于产生更多的颗粒,并且它们本身可以通过再循环而减小尺寸。
80.流体可以是液体,并且包括一种或多种液体载体,以及可选地包括一种或多种添加剂和/或固体颗粒(例如,薄片)。流体可以包括或主要包括以下载体中的任何一种:水(例如,如果供给筒的材料与水是兼容);醇,其包括伯、仲和叔、一元和多元醇;乙二醇醚;碳氢化合物;有机硅油;以及它们的混合物,上述列举不是穷举的。例如,液态流体可包括(例如,由埃克森美孚(exxon mobile)以商品名isopra
tm
商业提供的)异链烷烃。
81.流体可以替代地是气体(或气体混合物),在这种情况下,它可以包括或主要包括空气或惰性气体,例如氮气或氩气。如果供给筒包括其薄片在空气和/或水中可燃烧的材料(例如主要包括铝或锂的材料),则优选的是在流体中不使用空气和/或水。
82.如果流体中存在添加剂,则该设备还可包括定量给料装置,以便能够根据先前循环中添加剂消耗的程度来制备补充有所需量的每种添加剂的流体或补给再循环流体。薄片生产的方法
83.在实施本公开的生产方法时,例如在图5至7所示的设备中,首先选择适合于供给筒222的材料的疲劳杆234的材料、直径和表面纹理。在供给筒和疲劳杆组件已经被正确地堆叠之后,例如由液压油缸施加的压力增大,并且致动至少一个马达270。为了减小对马达270的初始转矩要求,可以在压力上升之前开始其致动。
84.当一个或多个马达270驱动所有供给筒和与供给筒滚动接触的介于中间的疲劳杆时,现在将流体施加到辊隙。收集并可以过滤流体以从流体中除去生产的薄片。基于对所生产的薄片及其生产速率的分析,可以修改所施加的压力和马达和与其相关联的筒的旋转速度以实现期望的结果。例如,当供给筒直径减小时,转速可以增加,尽管令人惊讶地发现这不是必需的。
85.在已经收集薄片之后,例如通过适于保留所需尺寸颗粒的筛分介质过滤流体,它们可以进行进一步的处理。如颗粒分离领域的技术人员容易理解的,薄片可以替代地通过沉降、离心或适合于薄片材料的任何非机械方法从流体中分离。尽管薄片与流体的分离能够离线和分批进行,但是在薄片化过程中可以在线进行和/或以连续方式进行的分离被认为是有利的。
86.在通过上述方法生产薄片的过程中,检查样品供给筒222和由其生产的薄片。样品供给筒222由al 1100制成,该al1100是包括至少99%铝的纯合金。发现筒表面上的薄片开始变厚,然后随着与杆234的接触持续,从供给筒外表面“剥离”的材料被拉伸并变薄,直到变薄的材料以薄片形式脱落。
87.发现来自给定的供给筒222的薄片的生产率、薄片的厚度和/或薄片的特性尤其根据以下而改变:a)筒222、杆234和支承筒232(当存在时)的设计,尤其包括制造它们的材料,b)流体的存在和组成,c)疲劳杆234的纹理(例如,粗糙度或图案),d)筒和杆中的任一个的相应速度,e)筒速度的差异,f)杆234和供给筒122的硬度之间的硬度比,g)组件中疲劳杆的数量;和h)压力的量。
88.因此,设备可以进一步包括一个或多个控制器,每个控制器选择并且适于恒定地或周期性地控制以下中的至少一个:a)由压缩机构施加的力或压力;b)至少一个供给筒的旋转速度;c)如果存在,至少一个支承筒的旋转速度;d)施加到供给筒的流体中的固体颗粒和/或添加剂的流速、温度和浓度中的至少一个;以及e)收集器中的流体液面。
89.从供给筒122中除去的薄片的特性不必与收集的薄片的特性相同。例如,可以与设备100中使用的流体的一个或多个成分和/或与设备100的操作环境中另外存在的一个或多
个成分发生化学反应。因此,在一些实施例中,设备100可以配置为在去除和/或收集后进一步处理薄片。这样的处理可以包括部分或完全分离、打碎、退火、改变流体(如果存在)和/或添加流体、涂覆(例如,用二氧化硅)和/或任何其他适当的处理。这种进一步的处理可选地影响薄片的一种或多种特性(例如,打碎薄片可以减小薄片的平面尺寸)。
90.根据当前公开的主题的一些实施例生产的薄片的特性在于它们的代表性平面尺寸和横向尺寸之间的任何合适的纵横比,其范围为约且包括2:1至约且包括10,000:1。对于具有扁平球形的薄片,薄片的代表性平面尺寸可以是其直径,或者对于具有其它形状的薄片,薄片的代表性平面尺寸可以是在整个平面上的最长长度。薄片横向于其平面的代表性尺寸可以是其厚度。这些尺寸和它们的平均值可以通过使用动态光散射(dls)技术的常规实验来确定,其中颗粒近似于等效散射响应的球体,并且尺寸表示为流体动力学直径。按体积(dv50)或按数量(dn50)所观察到的群体的50%值通常称为d50或薄片的平均粒度,并且可用于估计薄片的代表性平面尺寸。颗粒的尺寸也可以通过显微镜方法和分析由扫描电子显微镜(sem)、透射电子显微镜(tem)、聚焦离子束(fib)和/或通过共焦激光扫描显微技术捕获的图像来估计。虽然可以使用显微镜方法来确定薄片的所有尺寸,但是它们通常用于评估薄片的厚度。
91.使用根据本教导的任何一个的设备制备的薄片可以具有a)至少50nm、至少250nm或至少1μm的平均代表性平面尺寸(例如,最长长度或d50);和/或b)至少10nm、至少20nm或至少30nm的横向于平面的平均代表性尺寸(例如,厚度);和/或c)至少约3:1、至少5:1、至少10:1、至少50:1、至少100:1或至少1,000:1的平均纵横比。在一些实施例中,所述薄片具有a)至多200μm、至多150μm或至多75μm的平均平面尺寸;和/或b)至多20μm、至多5μm、至多2μm或至多1μm的平均横向尺寸;和/或c)具有至多10,000:1、至多5,000:1或至多2,000:1的纵横比。这种范围包括薄片在它们的收集和分离过程中、在它们与供给筒分离时的尺寸。薄片的尺寸和它们的纵横比可以尤其取决于设备的操作条件和组成、相对硬度、相对直径和由各自的筒和杆感知/施加的压力。因此,该设备可以用于生产具有期望尺寸的薄片。
92.本发明人进行了若干实验以评估改变上述各种参数的效果。表1中总结了在图3或5所示的设备中测试的一些组合,但实验中每个实验的详细条件不在此重复,因为它们在gb2593768中描述,该文献通过引入并入本文。感兴趣的读者也参考gb2593768,以便更详细地解释各种供给筒、支承筒和疲劳杆可以由示例的支承结构支承和轴颈连接的方式,以及使用各种材料和尺寸的供给筒提供影响薄片生产的不同参数的合适值的更多信息。所有实验导致在如本文所述的范围内的薄片的生产。
93.在表中,筒或疲劳杆的直径以毫米(mm)提供,并且在供给筒的情况下指的是实验开始时的初始直径。如果用不同直径的筒或其疲劳杆的粗糙度的纹理(例如粗糙度(以nm表示)、反应杆的涂层和/或图案(以μm表示)对其它类似的组件进行测试,所有这些值都列在相关的单元格。为了简洁起见,nc表示疲劳杆没有被涂覆,而np表示没有对疲劳杆形成图案。如果对杆形成图案,相关的单元格将列出图案的参数。因此,下表中的单线(项目编号)可以表示许多不同的实验。这些实验用下列流体进行:空气、水、丁醇、乙醇、异丙醇、氯仿、六甲基二硅醚、丙二醇甲醚、isopar
tm e、isopar
tm l、isopar
tm m、82及其组合,液体流体可选地补充有添加剂。所有实验均以至少70rpm的速度对供给筒进行,在至少500kg的压力下,在长度至少为190mm且直径至少为100mm的供给筒上进行。
表1
94.尽管为了说明起见,已经根据某些实施例和一般相关联的方法描述了本公开,但是基于本技术的公开,这些实施例和方法的变更和置换对于本领域技术人员将是显而易见的。本公开内容应被理解为不受本文所述的具体实施例的限制。本公开旨在涵盖所有这些替代、修改和变化,并且仅受本公开的精神和范围以及在其等效含义和范围内的任何改变的约束。
95.应当理解,为了清楚起见在单独的实施例的上下文中描述的本公开的某些特征也可以在单个实施例中组合提供。相反地,为了简洁起见在单个实施例的上下文中描述的本公开的各种特征也可以单独地或以任何合适的子组合或如在本公开的任何其它描述的实施例中合适地提供。在各种实施例的上下文中描述的某些特征不被认为是那些实施例的必要特征,除非在没有那些元件的情况下实施例是不可操作的。
96.除非另有说明,否则在用于选择的选项列表的最后两个构件之间使用“和/或”表达指示对所列出选项中的一者或一者以上的选择是适当的且可作出。
97.词语“示例性”在这里用于表示“用作示例、实例或说明”。任何被描述为“示例性”的实施例不必被解释为比其它实施例优选或有利和/或排除来自其它实施例的特征的结合。
98.在本公开中,除非另有说明,修饰本技术的实施例的一个或多个特征的条件或关系特性的形容词诸如“基本上”、“近似”和“大约”应理解为是指该条件或特性被限定在对于其所意图的应用的实施例的操作可接受的公差内,或在从正在执行的测量和/或从正在使用的测量仪器预期的变化内。当术语“约”和“大约”先于数值时,其意在表示 /-15%或 /-10%或甚至仅 /-5%,并且在一些情况下是精确值。此外,除非另有说明,否则即使没有这样的形容词,本公开中使用的术语(例如,数字)也应当被解释为具有可能偏离相关术语的精确含义的公差,但是将使得本发明或其相关部分能够如所描述的那样操作和起作用,并且如本领域技术人员所理解的那样。
99.在本公开的说明书和权利要求书中,动词“包括”、“包括”和“具有”及其变化形式中的每一个都用于表示动词的一个或多个宾语不一定是动词的一个或多个主语的特征、构件、步骤、部件、元件或部分的完整列表。
100.如本文所用,单数形式“一”、“一个”和“所述”包括复数指代,并且表示“至少一个”或“一个或多个”,除非上下文另外明确指出。a和b中的至少一个旨在表示a或b,并且在一些实施例中可以表示a和b。
101.位置或运动术语,例如“上”、“下”、“右”、“左”、“底”、“在
…
下”、“降低”、“低”、“顶”、“上方”、“升高”、“高”、“垂直”、“水平”、“向后”、“向前”、“上游”和“下游”及其语法变型,可在本文中仅用于示例性目的,以示出某些部件的相对定位、放置或移位,以指示本说明中的第一和第二部件或两者。这些术语不一定表示例如“底部”部件在“顶部”部件之下,因为这些方向、部件或两者可以翻转、旋转、在空间中移动、放置在对角取向或位置、水平或
垂直放置、或类似地修改。
102.除非另有说明,当在本公开中指出关于本技术的实施例的特征的范围的外边界时,应当理解,在实施例中,特征的可能值可以包括所述外边界以及在所述外边界之间的值。
103.在理解或完成本公开的公开内容所必需的程度上,本文提及的所有出版物、专利和专利申请,尤其包括本技术人的申请,如本文完全阐述的,均明确地通过引用整体并入本文。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。