1.本实用新型涉及折弯机液压控制技术领域,具体是一种电液数控同步折弯机的增速液压系统。
背景技术:
2.电液数控折弯机作为钣金制造业中的不可或缺的设备之一,产品的质量取决于机床的控制精度,生产的效率取决于机床的速度,现如今数控折弯机的每一个循环可以分为六个过程:快下、工进、保压、泄压、返程、停止,在每一个工作过程中,对液压系统提供的压力和速度也不相同。
3.传统的数控折弯机滑板在快下过程中,只能依靠滑板自重下落,速度较慢,是单次循环时间较长,导致工作效率偏低,所以传统的电液数控同步折弯机在整个循环中增速液压系统,效率低,降低了工作效率。
技术实现要素:
4.本实用新型的目的在于:为了解决依靠滑板自重下落速度较慢导致工作效率偏低的问题,提供一种电液数控同步折弯机的增速液压系统。
5.为实现上述目的,本实用新型提供如下技术方案:一种电液数控同步折弯机的增速液压系统,包括伺服电机、伺服泵、安全溢流阀、比例换向阀、换向阀、增速油缸、磁栅尺、数控系统、伺服驱动器、两位四通换向阀、充液阀、油箱、快下阀、第一溢流阀,所述伺服电机用于驱动伺服泵运行转动,所述伺服泵的输入端与油箱相连接,所述比例换向阀与伺服泵的输出端通过管道连接,且比例换向阀的输出端与增速油缸的输入端连接,所述安全溢流阀与伺服泵的输出端所连接的管道相连接,所述安全溢流阀的输出端与油箱相连接,所述充液阀与增速油缸顶端的输入端连接,所述充液阀输入端与换向阀输出端连接,所述换向阀的输入端与伺服泵的输出端连接,所述两位四通换向阀输入端与充液阀的输出端连接,所述增速油缸的下腔出油口通过第一溢流阀、快下阀与油箱相连接。
6.作为本实用新型再进一步的方案:所述伺服驱动器通过电缆与伺服电机电性连接,所述数控系统的数据接收端与伺服驱动器通过电性连接,所述磁栅尺输出端与数控系统的数据接收端连接,所述磁栅尺安装于增速油缸的一侧,所述增速油缸的输出轴的外壁安装有与所述磁栅尺的读磁头。
7.作为本实用新型再进一步的方案:所述增速油缸的下方设置有安全阀,所述安全阀的一侧设置有yv1电磁铁,所述两位四通换向阀的一侧设置有yv2电磁铁,所述比例换向阀的两侧设置有yv3电磁铁、yv4电磁铁,所述换向阀的一侧设置有yv5电磁铁。
8.作为本实用新型再进一步的方案:所述比例换向阀、换向阀、两位四通换向阀顶端和底端两侧设置有p、t、a、b四个连接口,所述比例换向阀的a口、b口分别与增速油缸的进油端、出油端连接,所述比例换向阀的p口与伺服泵输出端连接、t口与充液阀的一个输出端相连接。
9.作为本实用新型再进一步的方案:所述换向阀的b口与充液阀连接,所述换向阀的p口与所述伺服泵的输出端相连接,所述充液阀设置有两个输出端,所述充液阀的一个输出端与油箱连接,所述充液阀的另一个输出端与增速油缸一个进油端连接,所述充液阀的输入端与两位四通换向阀的b口连接,所述增速油缸一个进油端与两位四通换向阀的b口连接。
10.作为本实用新型再进一步的方案:所述换向阀的t端与油箱连接。
11.作为本实用新型再进一步的方案:所述数控系统设置有m1压力测试端口、m2压力测试端口、mz压力测试端口,所述m1压力测试端口、m2压力测试端口、mz压力测试端口分别与增速油缸的进油口、出油口相连接。
12.与现有技术相比,本实用新型的有益效果是:
13.通过电磁铁yv1、yv4得电,伺服电机带动伺服泵转动,主压力油在没有超过安全溢流阀压力设定情况下,流向比例换向阀p—b,从b口流向油缸的增速油缸,加快油缸快下速度,油缸下腔油口经过第一溢流阀—快下阀—比例换向阀的a口—t口流回油箱,充液阀为常开,油缸在增速油缸的作用下,依靠滑板重力吸空从油箱快速吸油,流经充液阀,从而达到机床快速向下的效果,缩短单次循环时间,提高工作效率。
附图说明
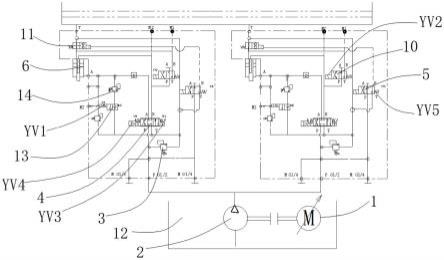
14.图1为本实用新型的结构方框图;
15.图2为本实用新型的系统示意图。
16.图中:1、伺服电机;2、伺服泵;3、安全溢流阀;4、比例换向阀;5、换向阀;6、增速油缸;7、磁栅尺;8、数控系统;9、伺服驱动器;10、两位四通换向阀;11、充液阀;12、油箱;13、快下阀;14、第一溢流阀。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1~2,本实用新型实施例中,一种电液数控同步折弯机的增速液压系统,包括伺服电机1、伺服泵2、安全溢流阀3、比例换向阀4、换向阀5、增速油缸6、磁栅尺7、数控系统8、伺服驱动器9、两位四通换向阀10、充液阀11、油箱12、快下阀13、第一溢流阀14,伺服电机1用于驱动伺服泵2运行转动,伺服泵2的输入端与油箱12相连接,比例换向阀4与伺服泵2的输出端通过管道连接,且比例换向阀4的输出端与增速油缸6的输入端连接,安全溢流阀3与伺服泵2的输出端所连接的管道相连接,安全溢流阀3的输出端与油箱12相连接,充液阀11与增速油缸6顶端的输入端连接,充液阀11输入端与换向阀5输出端连接,换向阀5的输入端与伺服泵2的输出端连接,两位四通换向阀10输入端与充液阀11的输出端连接,增速油缸6的下腔出油口通过第一溢流阀14、快下阀13与油箱12相连接。
19.在本实施例中:通过伺服电机1工作带动伺服泵2开始工作,伺服泵2工作将油箱12内部的液压油通过比例换向阀4移动至增速油缸6上腔,即可使比例换向阀4工作推动增速
油缸6移动。
20.请着重参阅图2,伺服驱动器9通过电缆与伺服电机1电性连接,数控系统8的数据接收端与伺服驱动器9通过电性连接,磁栅尺7输出端与数控系统8的数据接收端连接,磁栅尺7安装于增速油缸6的一侧,增速油缸6的输出轴的外壁安装有与磁栅尺7的读磁头。
21.在本实施例中:增速油缸6运行时带动读磁头移动,磁栅尺7通过读磁头的移动速度对增速油缸6的移动进行记录,并将记录的数据反馈至数控系统8中,同时数控系统8传输信号给伺服驱动器9,伺服驱动器9根据信号完成对伺服电机1转数的改变,数控系统8控制所有电磁阀的得电顺序,通安全溢流阀3控制机床工况所需最大压力,通过安全溢流阀3与伺服泵2相连,即可确保了主压力的安全。
22.请着重参阅图1~2,增速油缸6的下方设置有安全阀,安全阀的一侧设置有yv1电磁铁,两位四通换向阀10的一侧设置有yv2电磁铁,比例换向阀4的两侧设置有yv4电磁铁、yv3电磁铁,换向阀5的一侧设置有yv5电磁铁。
23.在本实施例中:通过yv1电磁铁、yv2电磁铁、yv3电磁铁、yv4电磁铁、yv5电磁铁的相互配合,便可使液压油根据不同情况移动至合适的阀体内。
24.请着重参阅图1~2,比例换向阀4、换向阀5、两位四通换向阀10顶端和底端两侧设置有p、t、a、b四个连接口,比例换向阀4的a口、b口分别与增速油缸6的进油端、出油端连接,比例换向阀4的p口与伺服泵2输出端连接、t口与充液阀11的一个输出端相连接,换向阀5的p端与伺服泵2输出端连接,换向阀5的b口与充液阀11连接,换向阀5的t口与充液阀11的一个输出端相连接,充液阀11设置有两个输出端,充液阀11的一个输出端与油箱12连接,充液阀11的另一个输出端与增速油缸6一个进油端连接,充液阀11的输入端与两位四通换向阀5的b口连接,增速油缸6一个进油端与两位四通换向阀10的b口连接。
25.在本实施例中:通过比例换向阀4、换向阀5、两位四通换向阀10顶端和底端两侧的p、t、a、b连接口,便可使液压油通过快下阀13、比例换向阀4、换向阀5、两位四通换向阀10在油箱和增速油缸6两者之间循环流动。
26.请着重参阅图1,数控系统8设置有m1压力测试端口、m2压力测试端口、mz压力测试端口,m1压力测试端口、m2压力测试端口、mz压力测试端口分别与增速油缸6的进油口、出油口相连接。
27.在本实施例中:m口测系统主压力,m1口测油缸上腔压力,m2测油缸下腔压力,mz口测增速油缸6上腔压力,通过数控系统8可对增速油缸6的内部压力进行实时监测操作。
28.本实用的工作原理:一个工作循环分6个工况:
29.快下:电磁铁yv1、yv4得电,伺服电机1带动伺服泵2转动,伺服泵2吸油口与油箱12连接,主压力油在没有超过安全溢流阀3压力设定情况下,流向比例换向阀4,p—b,从b口流向油缸的增速油缸6,加快油缸快下速度;油缸下腔油口经过第一溢流阀14—快下阀13—比例换向阀4的a口—t口流回油箱,充液阀11为常开,油缸在增速油缸的作用下,依靠滑板重力吸空从油箱快速吸油,流经充液阀11,从而达到机床快速向下的效果;
30.工进:电磁铁yv1、yv2、yv4、yv5得电,压力油分三条支路:第一条流向比例换向阀4,p—b,从b口流向油缸的增速油缸6,继续起到压制作用;第二条流向换向阀5,经p—b—油缸上腔,开始工进;第三条支路流向两位四通换向阀10,p—b—充液阀11,关闭充液阀11;油缸下腔经快下阀13,最后流向油箱12;
31.保压:与工进动作一样,只需调整伺服电机2的转速与扭矩即可实现保压;
32.卸荷:电磁铁yv2、yv3、yv5得电,压力油反向流经换向阀5—比例换向阀4—油箱12,充液阀11控制压力油流向油箱12,打开充液阀11,使油缸上腔与油箱12相通,压力油流回油箱,此时增速油缸就达到了卸荷工况;
33.返程:电磁铁yv3得电,此时压力油只流经比例换向阀4的p—a—单向阀8—增速油缸6的下腔,增速油缸6的上腔—充液阀11—油箱12,此时下腔在压力油的作用下,提高伺服电机2的转速,可以提高机床的返程速度;
34.停止:电磁阀全不得电,伺服电机1停转,机床处于静止状态。
35.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。