1.本发明属于异种材料焊接技术领域,尤其是涉及一种镁合金与钨合金的超声辅助钎焊方法。
背景技术:
2.随着现代医疗技术的发展,放射性同位素及核辐射逐渐被用于诊断、治疗和医学科学研究。但是人体或电子器件长期暴露在放射性同位素或核辐射下,容易造成不可修复的伤害。因此,选择一种合适的辐射屏蔽材料是至关重要的。
3.目前,常用的辐射屏蔽材料是铅-钢双层金属屏蔽材料。但是铅是一种有毒的金属,且容易造成二次辐射,因此铅-钢双层金属屏蔽材料的应用受到限制。钨合金具有优异的抗辐照能力,可以替代铅合金作为辐射屏蔽金属。镁合金是最轻的金属结构材料,具有优异的阻尼性能、良好的电磁屏蔽性能和散热性能,已经被应用于5g通讯基站的结构件。因此镁合金与钨合金构成的钨-镁双层金属可替代铅-钢双层金属成为下一代的核辐射屏蔽材料,以保证核医疗设备的正常使用。
4.镁(mg)与钨(w)的物理化学性质差异较大,这增加了镁与钨的连接难度。mg是密排六方结构,w是体心立方结构,两者之间没有固溶度且不发生冶金反应,因而两者不能生成金属间化合物。此外,表1为mg、w元素的物理性能参数,由表1可知,w的熔点为3380℃,mg的熔点为650℃,两者的熔点相差2772℃,而mg的沸点为1090℃,这就可能出现mg大量烧损蒸发而w尚未达到反应所需温度的情况;且两者的热膨胀系数相差约5.8倍,这容易导致焊缝界面产生很大的残余应力。再者,mg元素化学性质活泼,易于空气中氧气发生反应,生成的氧化膜不利于钎料在镁合金上的铺展润湿。因此,迫切需要研究一种合适的镁合金与钨合金的焊接或连接方法。
5.表1mg、w的物理性能参数
[0006][0007][0008]
中国专利cn112872528a公开了异种金属超声波辅助共晶反应钎焊方法,该专利采用超声点焊的方式进行钎焊,没有采用外加热源,仅利用超声摩擦产热,通过金属与钎料之间的共晶反应,实现镁合金与铝合金的可靠连接。这种焊接方式只适用于厚度不超过2mm的金属片,不适用于镁合金与钨合金的焊接,因为钨合金的熔点较高,导致钨合金与其它金属形成共晶反应的温度较高,仅仅通过摩擦产热不能通过共晶反应实现镁合金与钨合金的冶金结合。
[0009]
中国专利cn110681936a公开了一种超声辅助异种金属熔钎焊的方法,该方法通过tig焊、mig焊或激光焊使得低熔点金属熔化,在超声的作用下,熔化的低熔点金属在不熔化
的高熔点金属表面发生铺展润湿、界面冶金反应等一系列反应,实现异种金属的连接。这种方法不适用于镁合金与钨合金的焊接,因为镁合金与钨合金不会形成冶金反应;此外,该方法选择超声头垂直作用于高熔点金属板材,而钨合金硬而脆,在高频超声波振动的激励下,容易被击碎。
[0010]
综上所述,钎焊工艺适用于对熔点差异较大的两种金属进行焊接,因此,选择合适的钎料可实现镁合金与钨合金的钎焊焊接。根据铝(al)-钨(w)二元相图可知,在温度达到695℃时,铝与钨可以形成al-w化合物,但695℃的温度明显高于镁合金的熔点,因此需要在低于镁合金熔点的温度下使铝与钨形成化合物。同时,文献ultrasonic cavitation at solid surfaces中提到,超声在液态钎料中能产生局部高温和高压,达到5000k高温和0.1gpa高压。基于此,本发明提出一种超声辅助钎焊方法,通过锡铝合金钎料依次与钨合金、镁合金冶金结合,实现镁合金与钨合金的焊接。
技术实现要素:
[0011]
为解决上述技术问题,本技术采用的技术方案是提供一种镁合金与钨合金的超声辅助钎焊方法,该方法采用超声辅助钎焊工艺,依次对液态的锡铝合金钎料以及镁合金施加超声波振动,先后实现锡铝合金钎料与钨合金、锡铝合金钎料与镁合金的冶金结合,从而实现镁合金与钨合金的低温可靠焊接。
[0012]
本技术实施例提供了一种镁合金与钨合金的超声辅助钎焊方法,在镁合金与钨合金的钎焊过程中,依次对熔融的钎料以及镁合金施加超声波振动,具体包括以下步骤:
[0013]
(1)锡铝合金钎料的制备:将纯铝和纯锡按照一定的比例进行配比,室温下超声清洗10min,然后放入刚玉坩埚中,并在纯铝和纯锡表面覆盖一层助焊剂,防止钎料在制备过程中发生氧化,再对刚玉坩埚进行加热,助焊剂熔化并覆盖在纯铝和纯锡的表面,待纯铝和纯锡完全熔化后保温处理一段时间,使锡铝合金均匀化,随后冷却至室温,去除助焊剂层,得到锡铝合金钎料;
[0014]
(2)待焊母材表面预处理:选择合适尺寸厚度的镁合金和钨合金作为待焊母材,使用砂纸或砂盘对待焊母材进行打磨,然后采用金刚石抛光剂对待焊母材进行机械抛光,直至待焊母材表面呈现镜面,再将待焊母材置于丙酮中,室温下超声清洗15min,去除待焊母材表面的杂质,取出后冷风吹干待用,得到预处理后的镁合金母材和钨合金母材;
[0015]
(3)超声预涂覆:打开加热装置,设置预涂覆温度,待加热装置的温度达到预涂覆温度后,将预处理后的钨合金母材放置到加热装置上,然后在预处理后的钨合金母材上放置一定量的锡铝合金钎料,待锡铝合金钎料熔化后,将超声装置作用于锡铝合金钎料,启动超声装置,对熔融的锡铝合金钎料施加超声波振动,作用一定时间后关闭超声装置,得到预涂覆后的钨合金母材;
[0016]
(4)超声辅助钎焊:重新设置加热装置的温度为钎焊温度,待加热装置的温度达到钎焊温度后,将预处理后的镁合金母材放置到预涂覆后的钨合金母材上,按照自下而上的顺序依次叠放成“三明治”结构的装配工件,并对装配工件施加一定的压力,保证装配工件始终处于压紧状态,然后将超声装置作用在预处理后的镁合金母材的表面,启动超声装置,对预处理后的镁合金母材施加超声波振动,作用一定时间后关闭超声装置和加热装置,冷却至室温,待锡铝合金钎料凝固后撤去压力,得到钨-镁合金超声辅助钎焊接头。
[0017]
优选的,步骤(1)中,锡铝合金钎料中铝的质量含量为1-10%;助焊剂的型号为qj201。
[0018]
优选的,步骤(1)中,加热设备为高频感应设备,加热时感应电流数值不低于200a,以保证纯铝熔化;保温处理的时间为30min。
[0019]
优选的,步骤(2)中,镁合金母材为az31b镁合金,钨合金母材为w90nife钨合金,镁合金母材和钨合金母材的尺寸为10mm
×
10mm,厚度小于5mm。
[0020]
优选的,步骤(2)中,依次使用800#、1200#、2000#和3000#的砂纸或砂盘进行打磨;依次采用0.5μm和0.25μm的金刚石抛光剂进行机械抛光。
[0021]
优选的,步骤(3)中,预涂覆温度为250℃;锡铝合金钎料的放置量为50mg。
[0022]
优选的,步骤(3)中,超声功率为180w,超声频率为20khz,超声作用时间为120s。
[0023]
优选的,步骤(4)中,钎焊温度为250-350℃;压力的施加范围为0.1-0.5mpa。
[0024]
优选的,步骤(4)中,超声功率为30-180w,超声频率为20khz,超声作用时间为1-10s。
[0025]
优选的,步骤(3)和(4)中,加热装置包括但不限于热台、高频感应设备;超声装置的端部为直径10mm的圆,超声波振动的施加方式为持续性施加,超声波振动的方向与锡铝合金钎料以及装配工件垂直。
[0026]
与现有技术相比,本发明的有益效果为:本发明通过制备锡铝合金钎料,使铝在250℃左右的温度下与钨形成化合物,实现锡铝合金钎料与钨合金的低温冶金结合,降低钨合金的钎焊温度,使钎焊更易进行;通过采用超声预涂覆工艺,对液态的锡铝合金钎料施加超声波振动,利用超声在液态的锡铝合金钎料中产生的局部高温、高压,激励固液表面,促进锡铝合金钎料在钨合金上的低温润湿以及锡铝合金钎料中al元素与钨合金中w元素的冶金结合;通过采用超声辅助钎焊工艺,对镁合金施加超声波振动,超声波振动通过镁合金传播至锡铝合金钎料中,间接对液态的锡铝合金钎料施加超声波振动,实现锡铝合金钎料与镁合金的冶金结合,最终实现大气环境下镁合金与钨合金的低温焊接;通过施加超声波振动去除镁合金表面的氧化膜,钎焊过程中无需使用钎剂、节能环保。本发明首次提出镁合金与钨合金的超声辅助钎焊方法,采用自主设计的超声辅助钎焊装置,成本低,操作简单,节能减排。
附图说明
[0027]
为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0028]
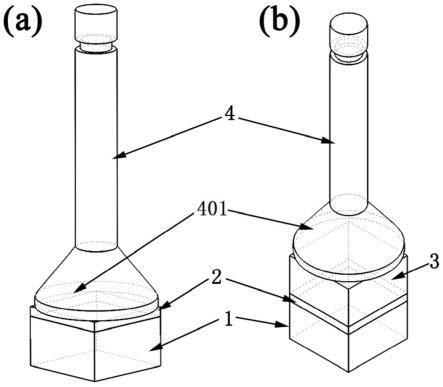
图1为本技术镁合金与钨合金的超声辅助钎焊工艺的示意图,(a)超声预涂覆工艺的示意图,(b)超声辅助钎焊工艺的示意图;
[0029]
图2为本技术实施例1中超声辅助钎焊接头的微观组织图;
[0030]
图3为本技术实施例2中超声辅助钎焊接头的微观组织图;
[0031]
图4为本技术实施例3中超声辅助钎焊接头的微观组织图;
[0032]
图5为本技术实施例4中超声辅助钎焊接头的微观组织图;
[0033]
图6为本技术实施例5中超声辅助钎焊接头的微观组织图;
[0034]
图7为本技术实施例6中超声辅助钎焊接头的微观组织图;
[0035]
图8为本技术实施例7中超声辅助钎焊接头的微观组织图;
[0036]
图9为本技术实施例8中超声辅助钎焊接头的微观组织图;
[0037]
图10为本技术实施例9中超声辅助钎焊接头的微观组织图。
[0038]
图中符号说明:
[0039]
1.钨合金;2.锡铝合金钎料;3.镁合金;4.超声装置;401.端部;a.mg2sn化合物;b.富al相。
具体实施方式
[0040]
为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
[0041]
实施例1
[0042]
一种镁合金与钨合金的超声辅助钎焊方法,具体包括以下步骤:
[0043]
步骤(1):锡铝合金钎料的制备:将纯铝和纯锡按照1%:99%的质量比进行配比,室温下超声清洗10min,然后放入刚玉坩埚中,并在纯铝和纯锡表面覆盖一层qj201助焊剂,防止钎料在制备过程中发生氧化,再使用高频感应设备对刚玉坩埚进行加热,加热时感应电流数值不低于200a,以保证纯铝熔化,加热过程中助焊剂熔化并覆盖在纯铝和纯锡的表面,待纯铝和纯锡完全熔化后保温处理30min,使锡铝合金均匀化,随后冷却至室温,去除助焊剂层,得到sn-1al合金钎料;
[0044]
步骤(2):待焊母材表面预处理:选择3mm厚的az31b镁合金和w90nife钨合金作为待焊母材,并将其切割成10mm
×
10mm的尺寸,依次使用800#、1200#、2000#和3000#的砂纸或砂盘进行打磨,然后依次采用0.5μm和0.25μm的金刚石抛光剂进行机械抛光,直至待焊母材表面呈现镜面,再将待焊母材置于丙酮中,室温下超声清洗15min,去除待焊母材表面的杂质,取出后冷风吹干待用,得到预处理后的镁合金母材和钨合金母材;
[0045]
步骤(3):超声预涂覆:打开热台,设置预涂覆温度为250℃,待热台的温度达到250℃后,将预处理后的钨合金母材放置到热台上,然后在预处理后的钨合金母材上放置50mg sn-1al合金钎料,待sn-1al合金钎料熔化后,将超声装置的端部直接作用于sn-1al合金钎料,使超声波振动的方向与sn-1al合金钎料垂直,启动超声装置,对熔融的sn-1al合金钎料持续性施加超声波振动,超声功率为180w,超声频率为20khz,超声作用时间为120s,随后关闭超声装置,得到预涂覆后的钨合金母材;其超声预涂覆工艺的示意图如图1(a)所示;
[0046]
步骤(4):超声辅助钎焊:保持热台的温度250℃(即钎焊温度),将预处理后的镁合金母材放置到预涂覆后的钨合金母材上,按照自下而上的顺序依次叠放成“三明治”结构的装配工件,并对装配工件施加0.2mpa的压力,保证装配工件始终处于压紧状态,然后将超声装置的端部直接作用于预处理后的镁合金母材的表面,使超声波振动的方向与装配工件垂直,启动超声装置,对预处理后的镁合金母材持续性施加超声波振动,超声功率为30w,超声频率为20khz,超声作用时间为1s,超声波振动通过预处理后的镁合金母材传播至熔融的sn-1al合金钎料中,间接对熔融的sn-1al合金钎料施加超声波振动,随后关闭超声装置和
加热装置,冷却至室温,待sn-1al合金钎料凝固后撤去压力,得到mg/sn-1al/w90nife超声辅助钎焊接头;其超声辅助钎焊工艺的示意图如图1(b)所示。
[0047]
通过扫描电子显微镜(sem)对mg/sn-1al/w90nife超声辅助钎焊接头进行微观观察,得到mg/sn-1al/w90nife超声辅助钎焊接头的微观组织图,如图2所示;对mg/sn-1al/w90nife超声辅助钎焊接头进行力学性能测试,测得其强度如表2所示。
[0048]
实施例2
[0049]
本实施方法和实施例1不同的是:步骤(1)中将纯铝和纯锡按照5%:95%的质量比进行配比,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图3所示,其强度如表2所示。
[0050]
实施例3
[0051]
本实施方法和实施例1不同的是:步骤(1)中将纯铝和纯锡按照10%:90%的质量比进行配比,其他步骤相同,得到mg/sn-10al/w90nife超声辅助钎焊接头,其微观组织图如图4所示,其强度如表2所示。
[0052]
表2
[0053][0054]
请参阅图2-图4,实施例1-3的超声辅助钎焊接头均未出现未焊合的地方,在镁合金母材侧均形成mg2sn化合物层,焊缝中均形成富al相,且随着锡铝合金钎料中铝含量的增加,焊缝中的富al相略有增加,焊缝的宽度大致相同,大约为85μm,由此可知,锡铝合金钎料中铝含量对超声辅助钎焊接头的焊缝宽度影响不大;请参阅表2,为实施例1-3的超声辅助钎焊接头的强度,由此可知,随着锡铝合金钎料中铝含量的增加,超声辅助钎焊接头的强度随之增大,但当铝含量过高时,超声辅助钎焊接头的强度明显下降,当铝含量为5%时,得到的超声辅助钎焊接头的强度最大;因此,锡铝合金钎料中,纯铝和纯锡的质量比优选为5%:95%。
[0055]
实施例4
[0056]
本实施方法和实施例2不同的是:步骤(4)中重新设置热台的温度为钎焊温度300℃,待热台的温度达到300℃后再进行后续步骤,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图5所示,其强度如表3所示。
[0057]
实施例5
[0058]
本实施方法和实施例2不同的是:步骤(4)中重新设置热台的温度为钎焊温度350℃,待热台的温度达到350℃后再进行后续步骤,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图6所示,其强度如表3所示。
[0059]
表3
[0060][0061]
请参阅图3、图5-图6,可以看出,随着钎焊温度的升高,实施例2、4-5的超声辅助钎焊接头的焊缝的宽度逐渐减小,镁合金母材侧mg2sn化合物的含量逐渐增加,焊缝中的富al相越来越少直至消失;请参阅表3,为实施例2、4-5的超声辅助钎焊接头的强度,由此可知,随着钎焊温度的升高,超声辅助钎焊接头的强度随之增大,但当钎焊温度过高时,超声辅助钎焊接头的强度明显下降,当钎焊温度为300℃时,得到的超声辅助钎焊接头的强度最大;因此,超声辅助钎焊工艺中,钎焊温度优选为300℃。
[0062]
实施例6
[0063]
本实施方法和实施例4不同的是:步骤(4)中设置超声时间为5s,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图7所示,其强度如表4所示。
[0064]
实施例7
[0065]
本实施方法和实施例4不同的是:步骤(4)中设置超声时间为10s,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图8所示,其强度如表4所示。
[0066]
表4
[0067][0068]
请参阅图5、图7-图8,可以看出,随着超声辅助钎焊工艺中超声时间的增加,实施例4、6-7的超声辅助钎焊接头的焊缝的宽度明显减小,镁合金母材侧mg2sn化合物的含量逐渐增加,特别是当超声时间为10s时,焊缝中mg2sn化合物的占比明显增加,且mg2sn化合物上出现了裂纹;请参阅表4,为实施例4、6-7的超声辅助钎焊接头的强度,由此可知,随着超声时间的增加,超声辅助钎焊接头的强度随之增大,但当超声时间过长时,超声辅助钎焊接头的强度急剧下降,当超声时间为5s时,得到的超声辅助钎焊接头的强度最大;因此,超声辅助钎焊工艺中,超声时间优选为5s。
[0069]
实施例8
[0070]
本实施方法和实施例6不同的是:步骤(4)中设置超声功率为100w,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图9所示,其强度如表5所示。
[0071]
实施例9
[0072]
本实施方法和实施例6不同的是:步骤(4)中设置超声功率为180w,其他步骤相同,得到mg/sn-5al/w90nife超声辅助钎焊接头,其微观组织图如图10所示,其强度如表5所示。
[0073]
表5
[0074][0075]
请参阅图7、图9-图10,可以看出,较大的超声功率,一方面促进mg2sn的生成,另一方面导致mg2sn化合物上出现裂纹;请参阅表5,为实施例6、8-9的超声辅助钎焊接头的强度,由此可知,随着超声功率的增加,超声辅助钎焊接头的强度急剧下降;因此,超声辅助钎焊工艺中,超声功率优选为30w。
[0076]
综上所述,镁合金与钨合金的超声辅助钎焊工艺的最佳条件为:锡铝合金钎料中纯铝和纯锡的质量比为5%:95%、超声辅助钎焊工艺中钎焊温度为300℃、超声时间为5s、超声功率为30w;最佳条件下的超声辅助钎焊接头的微观组织图如图7所示,由图7可知,钨合金母材侧没有出现未焊合的地方,镁合金母材侧生成mg2sn化合物,mg2sn化合物上未出现裂纹,焊缝宽度大约为40μm,超声辅助钎焊接头的强度达到25.5mpa。
[0077]
需要说明的是,镁合金与钨合金的超声辅助钎焊工艺中,采用高频感应设备制备锡铝合金钎料,高频感应设备具有搅拌的功能,能够制备成分均匀的锡铝合金钎料,也可以采用其他兼具加热与搅拌的设备;母材的厚度应小于5mm,母材厚度过厚不利于超声波振动传播到焊缝中,因此母材的厚度优选为3mm;对“三明治”结构的装配工件施加0.1-0.5mpa的压力,压力过大会导致焊缝中熔融的锡铝合金钎料被大量挤出,因此施加的压力优选为0.2mpa。
[0078]
本发明提供了一种镁合金与钨合金的超声辅助钎焊方法,通过制备锡铝合金钎料,使铝在250℃左右的温度下与钨形成化合物,实现锡铝合金钎料与钨合金的低温冶金结合,降低钨合金的钎焊温度,使钎焊更易进行;通过采用超声预涂覆工艺,对液态的锡铝合金钎料施加超声波振动,利用超声在液态的锡铝合金钎料中产生的局部高温、高压,激励固液表面,促进锡铝合金钎料在钨合金上的低温润湿以及锡铝合金钎料中al元素与钨合金中w元素的冶金结合;通过采用超声辅助钎焊工艺,对镁合金施加超声波振动,超声波振动通过镁合金传播至锡铝合金钎料中,间接对液态的锡铝合金钎料施加超声波振动,实现锡铝合金钎料与镁合金的冶金结合,最终实现大气环境下镁合金与钨合金的低温焊接;通过施加超声波振动去除镁合金表面的氧化膜,钎焊过程中无需使用钎剂、节能环保。本发明首次提出镁合金与钨合金的超声辅助钎焊方法,采用自主设计的超声辅助钎焊装置,成本低,操作简单,节能减排,可广泛应用于异种材料焊接技术领域。
[0079]
以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。