1.本发明属于超声检测的技术领域,具体涉及一种基于激光声表面波的加工表面裂纹开口宽度测量方法。
背景技术:
2.在现代制造工业中,大多数的产品的制造过程都要经过机械加工。虽然近些年涌现了精密铸造、3d打印等制造方法,但由于机械切削加工具有精度高、成本低、适合大批量生产等优点,仍是工业产品的主要制造方法。工件表面往往承受最大的应力和外界介质的侵蚀,还可能存在着引起应力集中的表面缺陷,这使得工件的失效往往是从表面开始的。由于各种偶然因素,如:磨削中混入大颗粒杂质,车削中刀架的松动,都可能会使工件表面产生裂纹缺陷。由于应力集中的作用,非常容易在缺陷尖端产生疲劳裂纹。疲劳裂纹的产生和发展是难以察觉的,会导致无预兆的疲劳断裂事故,给设备运行安全带来极大隐患。因此,对工件进行表面裂纹缺陷检测,对减少疲劳断裂事故,保障设备使用安全有重要意义。
3.声表面波是一种只在介质表面传播的弹性超声波,非常适合表面缺陷检测。与传统的换能器激发方式不同,脉冲激光激发声表面波时不需要使用耦合剂,可以在工件表面非接触地激发声表面波,大大拓展了声表面波的应用范围。表面裂纹缺陷检测主要需要包含了对裂纹缺陷的位置、深度和宽度的检测。其中,学者们已经根据根据缺陷的反射波实现了缺陷定位,根据缺陷的滤波效应实现了表面缺陷的位置检测。中国专利申请(cn201610524370.4)“基于激光超声的表面缺陷开口宽度的测量装置及其方法”中,根据反射波和透射波的到达时间给出了一种测量表面缺陷宽度的方法。然而,只有当缺陷深度大于或等于声表面波波长时,才能观察到明显的反射波,因此,这种方法只适合缺陷深度大于或等于声表面波波长的缺陷,限制了该方法的应用范围。基于激光声表面波的扫描激光源检测技术,可以实现深度小于声表面波波长的缺陷检测定位,但无法实现宽度检测。
技术实现要素:
4.本发明的目的在于:针对现有技术的不足,提供一种基于激光声表面波的加工表面裂纹开口宽度测量方法,基于激光声表面波,对加工表面裂纹的开口宽度检测,实现表面裂纹的定位、深度和宽度的检测。
5.为了实现上述目的,本发明采用如下技术方案:
6.一种基于激光声表面波的加工表面裂纹开口宽度测量方法,包括:步骤一、将脉冲激光器和声表面波拾取装置设在工件表面裂纹缺陷的同一侧;步骤二、将声表面波拾取装置的位置固定不动,使聚焦成线光源的脉冲激光器由表面裂纹缺陷的左侧向缺陷的右侧移动;步骤三、若脉冲激光源接近缺陷左侧边缘时,发生声表面波的峰谷值突然增大,则缩小步长,向表面裂纹缺陷的右侧移动;步骤四、若脉冲激光源继续向前移动,声表面波峰谷值迅速减小时,记录脉冲激光源的位置为表面裂纹缺陷左侧边缘位置s1;步骤五、若脉冲激光源继续向前移动,声表面波的峰谷值逐渐减小,在激光源到达表面裂纹缺陷底部时,声表面
波的峰谷值达到最小,脉冲激光源继续向前移动,声表面波的峰谷值突然变大,则判断声表面波的峰谷值达到最小的位置为表面裂纹缺陷底部中心s2;步骤六、若脉冲激光源继续向右移动,声表面波的峰谷值再次逐渐减小,脉冲激光源到达表面裂纹缺陷的右侧边缘后,声表面波的峰谷值不再变化,则判断声表面波的峰谷值不再变化的位置为表面裂纹缺陷右侧边缘s3;步骤七、表面裂纹缺陷的中心距左侧边缘的宽度为w1=s2-s1,表面裂纹缺陷的中心距右侧边缘的宽度为w2=s3-s2,表面裂纹缺陷的宽度为w=s3-s1。
7.优选的,所述步骤四中,在脉冲激光器扫描过程中,且在步骤三的基础上,根据声表面波的峰谷值增大后减小,则确定表面裂纹缺陷左侧边缘的位置。
8.优选的,所述步骤五中,在脉冲激光器扫描过程中,且在步骤四的基础上,根据声表面波的峰谷值逐渐减小,之后达到最小,之后突然增大,则确定表面裂纹缺陷底部中心的位置。
9.优选的,所述步骤六中,在脉冲激光器扫描过程中,且在步骤五的基础上,声表面波的峰谷值再次逐渐减小后不再变化,则确定表面裂纹缺陷右侧边缘的位置。
10.本发明的有益效果在于,本发明既适合缺陷深度大于或等于声表面波波长的表面裂纹宽度检测,也适合缺陷深度小于声表面波波长的表面裂纹宽度检测;既可实现表面裂纹的总宽度检测,又可实现缺陷中线距缺陷左、右边缘的宽度检测;可以在基于激光声表面波技术检测表面裂纹深度的同时,实现了开口宽度检测,无需将工件重新装夹到其他表面裂纹开口宽度检测系统,如表面轮廓仪,提高了检测效率。
附图说明
11.下面将参考附图来描述本发明示例性实施方式的特征、优点和技术效果。
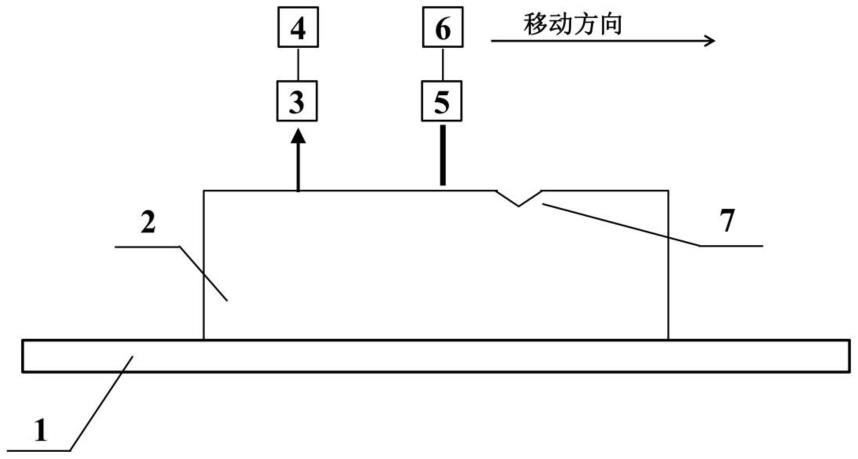
12.图1为本发明基于激光声表面波的表面裂纹开口宽度测量方法的一种检测状态示意图。
13.图2为本发明脉冲激光源的中心接近表面裂纹左边缘时的检测状态示意图。
14.图3为本发明脉冲激光源的中心接近表面裂纹底部中心时的检测状态示意图。
15.图4为本发明有限元模拟的激光源扫描表面裂纹过程中声表面波的峰谷值的变化图。
16.图5为图2中对应点的声表面波波形图。
17.图6为本发明7075铝合金表面的人造表面裂纹和对应的表面轮廓图。
18.图7为本发明激光源扫描人造表面裂纹过程中声表面波的峰谷值的变化图。
19.图8为图5中对应点的声表面波波形图。
20.其中,附图标记说明如下:
21.1-检测平台;
22.2-工件;
23.3-声表面波拾取装置;
24.4-示波器;
25.5-脉冲激光器;
26.6-位移平台;
27.7-表面裂纹缺陷。
具体实施方式
28.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
29.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
30.在发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
31.以下结合附图1~8对本发明作进一步详细说明,但不作为对本发明的限定。
32.如图1所示,本发明中使用的测量装置,包括:检测平台1;工件2,工件2装夹在检测平台1上固定不动;声表面波拾取装置3,位置固定不动;示波器4;脉冲激光器5;位移平台6,脉冲激光器5固定在位移平台6上随位移平台6一起移动;表面裂纹缺陷7。
33.基于激光声表面波的加工表面裂纹开口宽度测量方法,包括:
34.1)将脉冲激光器5和声表面波拾取装置3设在工件2的表面裂纹缺陷7的同一侧;
35.2)保持声表面波拾取装置3的位置固定不动,使聚焦成线光源的脉冲激光器5由表面裂纹缺陷7的左侧向缺陷的右侧以大步长移动;
36.3)当脉冲激光源的中心5接近缺陷7的左侧边缘时,左侧边缘处的反射声表面波rr会与直达波r叠加,如图2所示,发生声表面波的波峰与波谷的差值,以下简称峰谷值,突然增大的现象,此时,停止脉冲激光源5的大步长移动,改为小步长向表面裂纹缺陷7的右侧移动,步长尺寸取决于期望的表面裂纹宽度的检测精度;
37.4)脉冲激光源5继续向前移动,当激光源5到达缺陷7的左侧边缘时,不会再产生反射声表面波rr与直达波r的叠加作用,声表面波峰谷值迅速减小,记录此时脉冲激光源的位置为表面裂纹缺陷7左侧边缘位置s1。
38.5)脉冲激光源5继续向右移动,声表面波的峰谷值逐渐减小,当激光源5的中心到达表面裂纹缺陷7的底部中心时,一半激光源能量作用于裂纹左半侧,另一半激光源能量作用于裂纹右半侧,部分激光能量产生的热应力被相互抵消,如图3所示,声表面波的峰谷值达到最小,脉冲激光源5继续向前移动,声表面波的峰谷值突然大幅度变大,此时,可以判断声表面波的峰谷值达到最小的位置为表面裂纹缺陷7的底部中心s2。
39.6)脉冲激光源5继续向右移动,声表面波的峰谷值再次逐渐减小,脉冲激光源5的中心到达表面裂纹缺陷7的右侧边缘后,声表面波拾取装置3得到的声表面波主要是声表面波的透射波,声表面波的峰谷值几乎不再变化,此时,激光源的位置为表面裂纹缺陷7右侧边缘s3;
40.步骤七、表面裂纹缺陷7的中心距左侧边缘的宽度为w1=s2-s1,表面裂纹缺陷7的
中心距右侧边缘的宽度为w2=s3-s2,表面裂纹缺陷7的宽度为w=s3-s1。
41.在根据本发明的基于激光声表面波的加工表面裂纹开口宽度测量方法中,步骤四中,在脉冲激光器5扫描过程中,且在步骤三的基础上,根据声表面波的峰谷值增大后减小,则确定表面裂纹缺陷7左侧边缘的位置。
42.在根据本发明的基于激光声表面波的加工表面裂纹开口宽度测量方法中,步骤五中,在脉冲激光器5扫描过程中,且在步骤四的基础上,根据声表面波的峰谷值逐渐减小,之后达到最小,之后突然增大,则确定表面裂纹缺陷7底部中心的位置。
43.在根据本发明的基于激光声表面波的加工表面裂纹开口宽度测量方法中,步骤六中,在脉冲激光器5扫描过程中,且在步骤五的基础上,声表面波的峰谷值再次逐渐减小后不再变化,则确定表面裂纹缺陷7右侧边缘的位置。
44.实施例1
45.基于有限元方法模拟检测过程,工件2材质为7075铝合金,声表面波中心波长为145μm,表面裂纹的深度为40μm,属于缺陷深度小于声表面波波长的情形,缺陷的宽度为100μm,关于底部中线对称,当脉冲激光源到达距缺陷左侧边缘约20μm处,声表面波的峰谷值达到最大,此后,脉冲激光源以10μm/步的固定步长从表面凹槽的左侧向右侧移动,以缺陷左侧边缘为坐标原点o,脉冲激光源的移动方向为正方向,声表面波的峰谷值的变化过程如图4所示,其中,对应的部分点的声表面波波形如图5所示。根据图4可得,声表面波峰谷值最大的点位于点b,在点d处迅速减小,缺陷底部位于点f,缺陷右边缘位于点h,因此,s1=0μm,s2=50μm,s3=100μm,表面裂纹中心距左侧边缘的宽度为50μm,表面裂纹中心距右侧边缘的宽度为50μm,表面裂纹缺陷7的总宽度为100μm,与真实的宽度值一致。
46.实施例2
47.以二极管泵浦固体激光器作为脉冲激光源,以声表面波压电传感器作为检测装置,检测的样品为7075铝合金板,厚度为10mm。在样品表面加工了一个20mm长的人造表面裂纹,使用表面轮廓仪测量了裂纹的表面轮廓,如图6所示。由图中可以看出,表面裂纹中心距左侧边缘的宽度为70.6μm,表面裂纹中心距右侧边缘的宽度为50.2μm,表面裂纹缺陷7的总宽度为120.8μm。激光激发的声表面波中心波长为168μm,表面裂纹的深度为38.7μm,属于缺陷深度小于声表面波波长的情形,脉冲激光在以大步长扫描过程中,发现声表面波的峰谷值突然增大的现象,以该位置为坐标原点o,脉冲激光源的移动方向为正方向,建立坐标系。脉冲激光源以10μm/步的固定步长继续向右扫描,声表面波的峰谷值的变化过程如图7所示,其中,对应的部分点的声表面波波形如图8所示。根据图7可得:声表面波峰谷值出现最大值后,在点b处迅速减小,缺陷底部位于点c,缺陷右边缘位于点e,因此,s1=10μm,s2=80μm,s3=130μm,表面裂纹中心距左侧边缘的宽度为70μm,表面裂纹中心距右侧边缘的宽度为50μm,表面裂纹缺陷7的总宽度为120μm,与真实的宽度值基本一致。
48.根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。