技术特征:
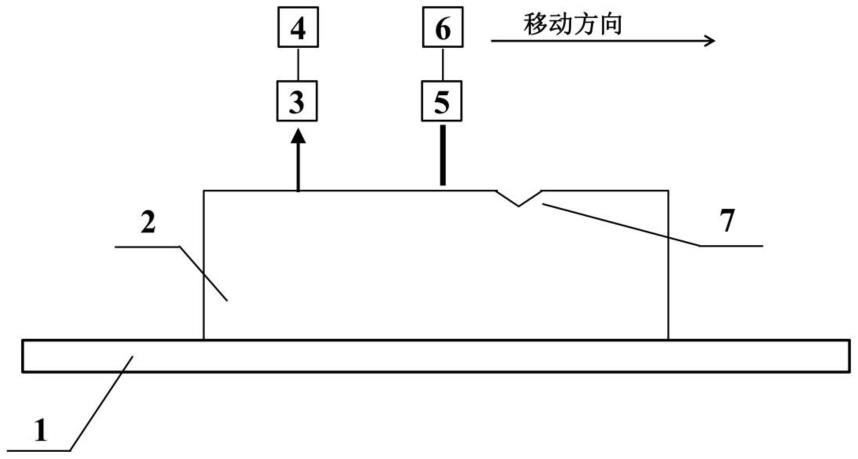
1.一种基于激光声表面波的加工表面裂纹开口宽度测量方法,其特征在于,包括:步骤一、将脉冲激光器和声表面波拾取装置设在工件表面裂纹缺陷的同一侧;步骤二、将声表面波拾取装置的位置固定不动,使聚焦成线光源的脉冲激光器由表面裂纹缺陷的左侧向缺陷的右侧移动;步骤三、若脉冲激光源接近缺陷左侧边缘时,发生声表面波的峰谷值突然增大,则缩小步长,向表面裂纹缺陷的右侧移动;步骤四、若脉冲激光源继续向前移动,声表面波峰谷值迅速减小时,记录脉冲激光源的位置为表面裂纹缺陷左侧边缘位置s1;步骤五、若脉冲激光源继续向前移动,声表面波的峰谷值逐渐减小,在激光源到达表面裂纹缺陷底部时,声表面波的峰谷值达到最小,脉冲激光源继续向前移动,声表面波的峰谷值突然变大,则判断声表面波的峰谷值达到最小的位置为表面裂纹缺陷底部中心s2;步骤六、若脉冲激光源继续向右移动,声表面波的峰谷值再次逐渐减小,脉冲激光源到达表面裂纹缺陷的右侧边缘后,声表面波的峰谷值不再变化,则判断声表面波的峰谷值不再变化的位置为表面裂纹缺陷右侧边缘s3;步骤七、表面裂纹缺陷的中心距左侧边缘的宽度为w1=s2-s1,表面裂纹缺陷的中心距右侧边缘的宽度为w2=s3-s2,表面裂纹缺陷的宽度为w=s3-s1。2.如权利要求1所述的一种基于激光声表面波的加工表面裂纹开口宽度测量方法,其特征在于:所述步骤四中,在脉冲激光器扫描过程中,且在步骤三的基础上,根据声表面波的峰谷值增大后减小,则确定表面裂纹缺陷左侧边缘的位置。3.如权利要求1所述的一种基于激光声表面波的加工表面裂纹开口宽度测量方法,其特征在于:所述步骤五中,在脉冲激光器扫描过程中,且在步骤四的基础上,根据声表面波的峰谷值逐渐减小,之后达到最小,之后突然增大,则确定表面裂纹缺陷底部中心的位置。4.如权利要求1所述的一种基于激光声表面波的加工表面裂纹开口宽度测量方法,其特征在于:所述步骤六中,在脉冲激光器扫描过程中,且在步骤五的基础上,声表面波的峰谷值再次逐渐减小后不再变化,则确定表面裂纹缺陷右侧边缘的位置。
技术总结
本发明属于超声检测的技术领域,具体涉及一种基于激光声表面波的加工表面裂纹开口宽度测量方法,脉冲激光器和声表面波拾取装置布置在工件表面裂纹缺陷的同一侧;保持声表面波拾取装置的位置固定不动,使激光器由表面裂纹缺陷的一侧向缺陷的另一侧扫描;根据激光器扫描过程中声表面波的波峰与波谷的差值的变化规律确定表面裂纹缺陷的左边缘、底部中心和右边缘,进而计算出表面裂纹开口宽度。本发明可以实现表面裂纹开口宽度的在线检测,可以适用于深度小于声表面波波长的微小裂纹。于深度小于声表面波波长的微小裂纹。于深度小于声表面波波长的微小裂纹。
技术研发人员:梁小虎 林滨 刘再蔚 马小康
受保护的技术使用者:天津大学
技术研发日:2022.09.05
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。