1.本发明涉及装饰片自动组装领域技术,尤其是指一种充电手柄贴附装饰件的自动组装机。
背景技术:
2.近年来,随着新能源车辆的快速发展,电动车在全球范围内销量持续增长,有力带动了电动车充电的发展步伐。当今在充电产品上,于充电手柄上贴附相应装饰片加以修饰,起到美化外观或标示的效果。目前,将装饰片贴附于充电手柄上均是采用人工操作,需要人工将装饰片贴附于充电手柄的特定位置,这样存在明显缺陷,首先人工贴附效率低下,用工成本高;其次依靠人工视角观察将装饰片贴附至特定位置,往往在作业的过程中会存在偏斜,使整体不够一致。
3.因此,需要研究一种新的技术方案来解决上述问题。
技术实现要素:
4.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种充电手柄贴附装饰片的自动组装机,可以实现自动吸取和压合装饰片,提升组装效果,并且能够精准贴附于充电手柄的位置。
5.为实现上述目的,本发明采用如下之技术方案:一种充电手柄贴附装饰片的自动组装机,包括一机架底座,于机架底座上安装有支撑座、充电手柄置放的工件定位模块和装饰片容置模块,该工件定位模块与装饰片容置模块位于机架底座同侧并横向排列,该支撑座位于工件定位模块与装饰片容置模块的相对侧,该工件定位模块具有一与充电手柄形状相同的定位槽,该装饰片容置模块具有一可供多片装饰片堆叠放置的容置槽;一水平移动组件,其安装于支撑座上;一纵向移动组件,其安装于水平移动组件上并由水平移动组件带动该纵向移动组件一起沿水平方向横向移动;以及一真空吸气的压装组件,其安装于纵向移动组件上并由纵向移动组件带动该压装组件一起沿竖直方向纵向移动,该压装组件包括一具有通气孔的中空压杆以及固设于中空压杆底部的压块,该压块开设有吸附装饰片的吸气孔,该吸气孔与中空压杆的通气孔相连通形成真空吸附通道;所述压装组件随纵向移动组件向下移动至装饰片容置模块的容置槽上方,通过压块的吸气孔吸附装饰片后由纵向移动组件带动压装组件上移,所述水平移动组件带动纵向移动组件水平横向移动,使吸附有装饰片压块位于工件定位模块的定位槽上方,所述纵向移动组件向下移动直至压装组件的压块抵紧于定位槽中的工件上,使装饰片贴附于工件上。
6.作为一种优选方案,所述水平移动组件包括一固定于支撑座上的第一基座、一安
装于第一基座上的第一驱动装置以及由第一驱动装置驱动水平移动的第一活动基板,该第一活动基板与纵向移动组件固定连接。
7.作为一种优选方案,该第一活动基板包括有一体成型的第一水平板和第一侧板,该第一水平板和第一侧板呈l形;该第一侧板的底部具有用于卡接第一驱动装置的驱动杆的卡槽。
8.作为一种优选方案,所述纵向移动组件包括一水平连接板、一垂直水平连接板的纵向连接板、一安装于纵向连接板上的第二驱动装置以及由第二驱动装置驱动纵向移动的第二活动基板,该水平连接板与第一活动基板固定连接,随第一活动基板一起移动。
9.作为一种优选方案,该第二活动基板包括有一体成型的第二水平板和第二侧板,该第二水平板和第二侧板呈l形;该第二侧板的底部具有用于卡接第二驱动装置的第二驱动杆的第二卡槽。
10.作为一种优选方案,所述压装组件包括第三基座以及用于固定中空压杆的锁固件,该第三基座固定于第二活动基板上,随第二活动基板一起上下移动。
11.作为一种优选方案,所述压块具有纵向管道及位于纵向管道下端且连通的横向管道,该横向管道与纵向管道相垂直设置,该纵向管道与中空压杆的通气孔连通,该横向管道与压块底部的吸气孔连通。
12.作为一种优选方案,所述压块的吸气孔位于压块底部中央并间隔排列。
13.作为一种优选方案,所述工件定位模块的容置槽,具有限位挡块。
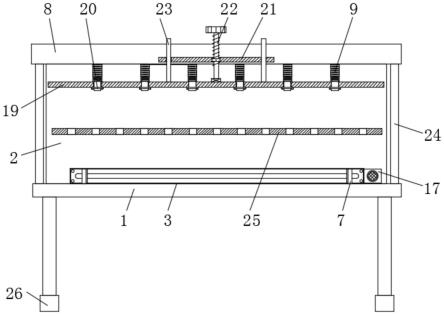
14.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过压装组件真空吸附装饰片容置模块中的装饰片,并由水平移动组件和纵向移动组件带动压装组件作水平或纵向运动,实现自动吸取和压合装饰片之目的,同时由工件定位模块的定位槽与充电手柄外部轮廓的形状相同,可保证每次放入的充电手柄就可精准定位于同一位置,这样有效地提高装饰片贴附位置。
15.为更清楚地阐述本充电手柄贴附装饰片的自动组装机的结构特征和功效,下面结合附图与具体实施例来对本充电手柄贴附装饰片的自动组装机进行详细说明。
附图说明
16.图1是本发明专利之立体示意图;图2是本发明专利之爆炸示意图;图3是本发明专利之中空压杆和压块立体示意图;图4是本发明专利之中空压杆和压块剖视图;图5是本发明专利之压块剖视图的放大图;图6是本发明专利之水平移动组件之立体图;图7是本发明专利之纵向移动组件的立体图;图8是本发明专利之纵向移动组件的另一角度的立体图。
17.附图标号说明:10、机架底座11、支撑座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、工件定位模块121、定位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122、限位挡块
13、装饰片容置模块
ꢀꢀꢀꢀꢀꢀ
131、容置槽20、水平移动组件21、第一基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、第一驱动杆23、第一活动基板
ꢀꢀꢀꢀꢀꢀꢀ
231、第一水平板232、第一侧板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
233、第一卡槽30、纵向移动组件31、水平连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32、 纵向连接板33、第二驱动杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34、第二活动基板341、 第二水平板
ꢀꢀꢀꢀꢀꢀꢀ
342、第二侧板332、第二卡槽40、压装组件41、中空压杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411、通气孔42、压块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
421、吸气孔422、纵向管道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
423、横向管道43、第三基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44锁固。
具体实施方式
18.请参照图1到8所示,本充电手柄贴附装饰片的自动组装机,包括一机架底座10、一水平移动组件20、一纵向移动组件30以及一真空吸气的压装组件40,其中:一机架底座10,于机架底座上安装有支撑座11、工件定位模块12和装饰片容置模块13,该工件定位模块12用于置放充电手柄;该工件定位模块12与装饰片容置模块13位于机架底座10同侧并横向排列,该支撑座11位于工件定位模块12与装饰片容置模块13的相对侧,该工件定位模块12具有一定位槽121,该定位槽121的形状与充电手柄形状相同,可以是充电手柄的局部形状相同,在此不加予限制。该装饰片容置模块13具有一可供多片装饰片堆叠放置的容置槽131,这样可供真空吸附取出装饰片,取完后再重新叠放;所述工件定位模块12的容置槽121具有限位挡块122,以使充电手柄能更好地固定在同一个位置上。
19.一水平移动组件20,其安装于支撑座11上;所述水平移动组件20包括一固定于支撑座11上的第一基座21、一安装于第一基座上的第一驱动装置(图中未示出)以及由第一驱动装置(图中未示出)驱动水平移动的第一活动基板23,该第一活动基板23与纵向移动组件20固定连接,使纵向移动组件20随第一活动基板23一起运动。该第一活动基板23包括有一体成型的第一水平板231和第一侧板232,该水平板231和侧板232呈l形;该侧板232的底部具有第一卡槽233,该第一驱动装置(图中未示出)的第一驱动杆22卡接在第一卡槽233上,由此第一驱动杆22运动时通过第一卡槽233带动第一活动基板23一起运动。
20.一纵向移动组件30,其安装于水平移动组件20上并由水平移动组件20带动该纵向移动组件30一起沿水平方向横向移动;所述纵向移动组件30包括一水平连接板31、一垂直水平连接板31的纵向连接板32、一安装于纵向连接板32上的第二驱动装置(图中未示出)以及由第二驱动装置(图中未示出)驱动纵向移动的第二活动基板34,该水平连接板31与第一活动基板23固定连接,随第一活动基板23一起移动。该第二活动基板34包括有一体成型的第二水平板341和第二侧板342,该第二水平板341和第二侧板342呈l形;该第二侧板342的
底部具有用于卡接第二驱动装置(图中未示出)的第二驱动杆331的卡槽332。
21.一真空吸气的压装组件40,其安装于纵向移动组件30上并由纵向移动组件30带动该压装组件40一起沿竖直方向纵向移动,该压装组件40包括一具有通气孔的中空压杆41以及固设于中空压杆底部的压块42,该压块42开设有吸附装饰片的吸气孔421,该吸气孔421与中空压杆41的通气孔411相连通形成真空吸附通道;所述压装组件40包括第三基座43以及用于固定中空压杆41的锁固件44,该第三基座43固定于第二活动基板34上,随第二活动基板34一起上下移动。所述压块42具有纵向管道422及位于纵向管道422下端且连通的横向管道423,该横向管道423与纵向管道422相垂直设置,该纵向管道422与中空压杆41的通气孔411连通,该横向管道423与压块42底部的吸气孔421连通,由此纵向管道和横向管道结合使气流更均匀,所述压块42的吸气孔421位于压块底部中央并间隔排列,提升吸附效果。
22.工作时,先把装饰片堆叠在装饰片容置模块13的容置槽131中,人工把充电手柄的保护膜撕开,露出需要贴附装饰片的凹槽,该位置会有背胶,然后将充电手柄放置在工件定位槽12的定位槽121上,所述压装组件40随纵向移动组件30向下移动至装饰片容置模块13的容置槽131上方,通过压块42的吸气孔421吸附装饰片后由纵向移动组件30带动压装组件40上移,所述水平移动组件20带动纵向移动组件30水平横向移动,使吸附有装饰片的压块42位于工件定位模块12的定位槽121上方,所述纵向移动组件30向下移动直至装饰片贴附于充电手柄的凹槽上,并由压装组件40的压块42抵紧于定位槽121中的充电手柄上,使装饰片能够完全贴于充电手柄上。
23.本发明设计重点在于通过压装组件真空吸附装饰片容置模块中的装饰片,并由水平移动组件和纵向移动组件带动压装组件作水平或纵向运动,实现自动吸取和压合装饰片之目的,同时由工件定位模块的定位槽与充电手柄外部轮廓的形状相同,可保证每次放入的充电手柄就可精准定位于同一位置,这样有效地提高装饰片贴附位置。
24.以上所述,仅是本充电手柄贴附装饰片的自动组装机的较佳实施例而已,并非对本发明专利的技术范围作任何限制,故凡是依据本充电手柄贴附装饰片的自动组装机的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本充电手柄贴附装饰片的自动组装机技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。