1.本发明涉及金属手模焊缝技术领域,尤其涉及一种金属手模焊缝填充材料、制备方法及焊缝处理工艺。
背景技术:
2.在医疗行业、实验室、食品加工行业等对卫生要求比较高的行业,为了避免交叉感染,常常使用一次性乳胶手套。而手模是一次性乳胶手套的生产过程中的必要组件,在手套的制备过程中,需要先对手模进行清洁,保证手模上不附着其他杂质影响手套的质量,紧接着将手模浸入助粘剂中,以便后续生产的手套材料更好地附着在手模上。当手模准备好后,便可将手模浸渍在液体乳胶后取出,经过加热、固化等工序使乳胶定型,形成手套,最后再将手套摘除,手模继续循环使用,手模的质量好坏直接关系到手套的质量。
3.现有的手模大多为陶瓷手模、重力铸造的整体式金属手模和压铸成型加工手模等。其中压铸成型金属手模加工件包括手部与手臂连为一体设计的手模左半体、手部与手臂连为一体设计的手模右半体和底座。两个手模半体相互压靠并焊接固定组成手模主体,底座的顶部卡置在手模主体的底部也通过焊接与手模主体固定,从而形成整个金属手模。
4.然而,两个手模半体焊接过程中,由于焊接部分,尤其是手指不问存在焊接难、焊缝处理难的问题,在影响手模的使用寿命的同时,还会由于焊缝的存在导致的手模表面存在凹陷、沙眼等缺陷进而造成乳胶手套的品质问题。
技术实现要素:
5.针对现有技术的不足,本发明的目的之一在于提供一种金属手模焊缝填充材料,具体的:
6.一种金属手模焊缝填充材料,所述填缝材料包括端nco聚氨酯预聚体、金属合金粉、分散剂、消泡剂、抗氧剂、流平剂、附着力促进剂、溶剂;其中,以100份计各个组分的总量份数如下:
7.端nco聚氨酯预聚体35-45份;
8.填料粉5-10份;
9.分散剂0.2-1份;
10.消泡剂0.5-1.5份;
11.抗氧剂0.3-0.5份;
12.流平剂0.5-1.5份;
13.附着力促进剂0.1-0.5份;
14.余量为溶剂;
15.其中,所述端nco聚氨酯预聚体为35-45份聚醚多元醇和50-60份多异氰酸酯聚合后经扩链剂扩链制成。
16.优选的,所述填料包括金属合金粉和水泥粉;其中,金属合金粉占填料粉总质量的
60-75%,水泥粉包括粉煤灰粉、矿渣灰粉、火山灰粉中的一种或两种。
17.优选的,所述金属合金粉为锡-铋-铟合金粉,其中锡、铋、铟在合金粉中的重量百分比为0.5-0.6:1:1.5-1.8。
18.优选的,所述金属合金的粒径为0.1-10μm。
19.优选的,所述多异氰酸酯为纯mdi,聚醚多元醇为聚四氢呋喃醚多元醇。
20.优选的,所述抗氧剂为抗氧剂1010或抗氧剂1076中的一种;所述流平剂为丙烯酸酯流平剂;所述附着力促进剂为3-氨基丙基三乙氧基硅烷、γ-巯基丙基三甲氧基硅烷、γ-缩水甘油醚氧基丙基三甲氧基硅烷、3-氨基丙基三甲氧基硅烷、和γ-异氰酸酯基丙基三乙氧基硅烷中的一种或多种;所述溶剂为醋酸丁酯、二氯甲烷、二甲苯中的一种或其任意组合;所述分散剂为聚氨酯型高分子分散剂;所述消泡剂为有机硅消泡剂。
21.本发明的目的之二在于提供一种金属手模焊缝填充材料的制备方法,具体的:
22.一种金属手模焊缝填充材料的制备方法,包括以下制备步骤:
23.s1使反应容器内部整体呈氮气微正压,并预热反应容器至65-85℃,后将聚醚多元醇和异氰酸酯至于反应容器中在65-85℃温度下反应2h-2.5h,降温至常温后,加入扩链剂,常温反应0.8-1.5h后,得到端nco聚氨酯预聚体;
24.s2常温下,将金属合金粉、分散剂、消泡剂、抗氧剂、流平剂、附着力促进剂、溶剂投入搅拌容器中,保持搅拌容器温度在45-55℃范围内,搅拌1-1.5h,形成混合物;
25.s3将s2步骤中的混合物加入s1步骤中的反应容器中,在氮气微正压、65-85℃温度下的条件下进行搅拌,直至搅拌均匀;
26.s4在持续搅拌的状态下将反应容器进行抽真空操作,保持真空状态60-90min,待温度稳定且有下降趋势时,停止搅拌,往反应容器内充入氮气解除真空状态后,出料,得到金属手模焊缝填充材料。
27.优选的,所述步骤s1、s3中的氮气微正压,是指反应容器内氮气压力为0.1-0.2mpa。
28.本发明的目的之三在于提供一种金属手模焊缝的处理工艺,具体的:
29.一种金属手模焊缝处理工艺,使用的是上述的制备方法制备的一种金属手模焊缝填充材料,处理工艺包括手工施工及机械施工,具体如下:
30.手工施工时,将金属手模焊缝填充材料注入嵌缝枪或挤出器中备用,将嵌缝枪或挤出器的出料口对准手模焊缝并将金属手模焊缝填充材料进行填充,并沿一个方向反复刮涂,压实、填平、刮去多余填充材料,防止大量气泡混入填充材料内。
31.机械施工时,将金属手模焊缝填充材料注入手动注枪或全自动喷胶机中备用,经手动注枪或全自动喷胶机来控制涂胶量和涂胶速度,用注胶枪施工时要报持枪嘴沿一个方向匀速地移动,直至填平或略高于焊缝,最后将多余的填充材料刮去,确保填满焊缝,并且防止移动过快或往复而产生气泡。
32.本发明的有益效果:本发明的金属手模焊缝填充材料能够实现对焊缝的填充,与焊缝、金属手模之间有优异的粘接效果,通过设置了适当比例的金属合金粉和水泥粉作为填料,使得填充材料体系与金属手模材料之间的相容性,进而提高填充材料体系与金属手模体系之间的连接强度,实现与焊缝材料实现强的粘结;
33.本发明的金属手模焊缝填充材料的制备方法,所用原料、采用设备均简单易得,实
施方便;
34.通过本发明的处理工艺,能够实现对手模表面存在凹陷、沙眼等缺陷进行填平,加上填充材料与手模本体之间结合度好,避免了手模表面存在的缺陷,进而保证制备乳胶手套的质量。
具体实施方式
35.为了便于本领域技术人员的理解,下面结合实施例对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
36.本发明所用原料、设备均可以通过市售购得。
37.一种金属手模焊缝填充材料,所述填缝材料包括端nco聚氨酯预聚体、金属合金粉、分散剂、消泡剂、抗氧剂、流平剂、附着力促进剂、溶剂;其中,以100份计各个组分的总量份数如下:
38.端nco聚氨酯预聚体35-45份;
39.填料粉5-10份;
40.分散剂0.2-1份;
41.消泡剂0.5-1.5份;
42.抗氧剂0.3-0.5份;
43.流平剂0.5-1.5份;
44.附着力促进剂0.1-0.5份;
45.余量为溶剂;
46.其中,所述端nco聚氨酯预聚体为35-45份聚醚多元醇和50-60份多异氰酸酯聚合后经扩链剂扩链制成,本发明的扩链剂为二元或多元羟基的小分子醇。
47.填料包括金属合金粉和水泥粉;金属合金粉占填料粉总质量的60-75%,水泥粉包括粉煤灰粉、矿渣灰粉、火山灰粉中的一种或两种,水泥选用粒径在8-20μm之间。
48.金属合金粉为锡-铋-铟合金粉,其中锡、铋、铟在合金粉中的重量百分比为0.5-0.6:1:1.5-1.8,可以为0.5:1:1.5、0.6:1:1.5、0.6:1:1.8,优选为0.5:1:1.5。
49.金属合金的粒径为0.1-10μm。
50.多异氰酸酯为纯mdi,聚醚多元醇为聚四氢呋喃醚多元醇。
51.抗氧剂为抗氧剂1010或抗氧剂1076中的一种;
52.流平剂为丙烯酸酯流平剂;
53.附着力促进剂为3-氨基丙基三乙氧基硅烷、γ-巯基丙基三甲氧基硅烷、γ-缩水甘油醚氧基丙基三甲氧基硅烷、3-氨基丙基三甲氧基硅烷、和γ-异氰酸酯基丙基三乙氧基硅烷中的一种或多种;
54.本发明中溶剂可以选择醋酸丁酯、二氯甲烷、二甲苯中的一种或其任意两种或三种的组合;
55.分散剂为聚氨酯型高分子分散剂;
56.消泡剂为有机硅消泡剂,本发明中,有机硅消泡剂采用byk-141有机硅消泡剂。
57.一种金属手模焊缝填充材料的制备方法,包括以下制备步骤:
58.s1使反应容器内部整体呈氮气微正压,并预热反应容器至65-85℃,后将聚醚多元
醇和异氰酸酯至于反应容器中在65-85℃温度下反应2h-2.5h,降温至常温后,加入扩链剂,常温反应0.8-1.5h后,得到端nco聚氨酯预聚体;
59.s2常温下,将金属合金粉、分散剂、消泡剂、抗氧剂、流平剂、附着力促进剂、溶剂投入搅拌容器中,保持搅拌容器温度在45-55℃范围内,搅拌1-1.5h,形成混合物;
60.s3将s2步骤中的混合物加入s1步骤中的反应容器中,在氮气微正压、65-85℃温度下的条件下进行搅拌,直至搅拌均匀;
61.s4在持续搅拌的状态下将反应容器进行抽真空操作,保持真空状态60-90min,待温度稳定且有下降趋势时,停止搅拌,往反应容器内充入氮气解除真空状态后,出料,得到金属手模焊缝填充材料。
62.步骤s1、s3中的氮气微正压,是指反应容器内氮气压力为0.1-0.2mpa。
63.反应容器为反应釜,搅拌容器可以是一般的搅拌设备,也可以是反应釜。
64.一种金属手模焊缝处理工艺,使用的是上述的制备方法制备的一种金属手模焊缝填充材料,处理工艺包括手工施工及机械施工,具体如下:
65.手工施工时,将金属手模焊缝填充材料注入嵌缝枪或挤出器中备用,将嵌缝枪或挤出器的出料口对准手模焊缝并将金属手模焊缝填充材料进行填充,并沿一个方向反复刮涂,压实、填平、刮去多余填充材料,防止大量气泡混入填充材料内。
66.机械施工时,将金属手模焊缝填充材料注入手动注枪或全自动喷胶机中备用,经手动注枪或全自动喷胶机来控制涂胶量和涂胶速度,用注胶枪施工时要报持枪嘴沿一个方向匀速地移动,直至填平或略高于焊缝,最后将多余的填充材料刮去,确保填满焊缝,并且防止移动过快或往复而产生气泡。
67.实施例1
68.一种金属手模焊缝填充材料,具体原料如下:
69.端nco聚氨酯预聚体35kg;其中,12.25kg纯mdi,22.75kg聚四氢呋喃醚多元醇;
70.填料粉5kg,其中比例为0.5:1:1.5的锡、铋、铟金属合金粉3kg,粉煤灰粉2kg;金属合金的粒径为0.1-10μm,中位粒径为8μm;
71.聚氨酯型高分子分散剂0.2kg;
72.byk-141有机硅消泡剂消泡剂0.5kg;
73.抗氧剂1010 0.3kg;
74.丙烯酸酯流平剂0.5kg;
75.选用3-氨基丙基三乙氧基硅烷序作为附着力促进剂0.1kg;
76.余量为二甲苯58.4kg;
77.通过以下制备方法制备而成:
78.s1使反应釜内部整体呈氮气微正压(反应容器内氮气压力为0.1-0.2mpa),并预热反应容器,设定为70℃,后将纯mdi和聚四氢呋喃醚多元醇至于反应釜中在65-85℃温度下反应2h,降温至常温后,加入扩链剂,常温反应0.8后,得到端nco聚氨酯预聚体;
79.s2常温下,将上述其他原料投入搅拌容器中,保持搅拌容器温度在45-55℃范围内,搅拌1h,形成混合物;
80.s3将s2步骤中的混合物加入s1步骤中的反应容器中,在氮气微正压(反应容器内氮气压力为0.1-0.2mpa)、65-85℃温度下的条件下进行搅拌,直至搅拌均匀;
81.s4在持续搅拌的状态下将反应容器进行抽真空操作,保持真空状态60min,待温度稳定且有下降趋势时,停止搅拌,往反应容器内充入氮气解除真空状态后,出料,得到金属手模焊缝填充材料。
82.实施例2
83.本实施例与实施例1的区别在于,本实施例所原料的重量份与实施例1不同,具体如下:
84.端nco聚氨酯预聚体40kg;其中,16kg纯mdi,24kg聚四氢呋喃醚多元醇;
85.填料粉8kg,其中比例为0.5:1:1.5的锡、铋、铟金属合金粉4.8kg,粉煤灰粉3.2kg;金属合金的粒径为0.1-10μm,中位粒径为8μm;
86.聚氨酯型高分子分散剂0.5kg;
87.byk-141有机硅消泡剂消泡剂1kg;
88.抗氧剂1010 0.4kg;
89.丙烯酸酯流平剂1kg;
90.选用3-氨基丙基三乙氧基硅烷序作为附着力促进剂0.3kg;
91.余量为二甲苯48.8kg。
92.本实施例一种金属手模焊缝填充材料的制备方法同实施例1。
93.实施例3
94.本实施例与实施例1的区别在于,本实施例所原料的重量份与实施例1不同,具体如下:
95.端nco聚氨酯预聚体45kg;其中,20.25kg纯mdi,24.75kg聚四氢呋喃醚多元醇;
96.填料粉10kg,其中比例为0.5:1:1.5的锡、铋、铟金属合金粉7kg,粉煤灰粉3kg;金属合金的粒径为0.1-10μm,中位粒径为8μm;
97.聚氨酯型高分子分散剂1kg;
98.byk-141有机硅消泡剂消泡剂1.5kg;
99.抗氧剂1010 0.5kg;
100.丙烯酸酯流平剂1.5kg;
101.选用3-氨基丙基三乙氧基硅烷序作为附着力促进剂0.5kg;
102.余量为二甲苯40kg。
103.本实施例一种金属手模焊缝填充材料的制备方法同实施例1。
104.实施例4
105.本实施例与实施例1的区别在于,本实施例选用的金属合金粉中锡、铋、铟的比例与实施例1不同,在本实施例中,合金粉中,锡、铋、铟比例为0.6:1:1.5。
106.实施例5
107.本实施例与实施例1的区别在于,本实施例选用的金属合金粉中锡、铋、铟的比例与实施例1不同,在本实施例中,合金粉中,锡、铋、铟比例为0.6:1:1.8。
108.实施例6
109.本实施例与实施例1的区别在于,本实施例选用的部分原料与实施例1不同,本实施例中水泥粉选用矿渣灰粉。
110.实施例7
111.本实施例与实施例1的区别在于,本实施例选用的部分原料与实施例1不同,本实施例中水泥粉选用质量比为1:1的粉煤灰、火山灰粉。
112.实施例8
113.本实施例与实施例1的区别在于,本实施例选用的部分原料与实施例1不同,本实施例中选用的附着力促进剂为γ-巯基丙基三甲氧基硅烷。
114.实施例9
115.本实施例与实施例1的区别在于,本实施例选用的部分原料与实施例1不同,本实施例中选用的附着力促进剂为γ-缩水甘油醚氧基丙基三甲氧基硅烷和γ-异氰酸酯基丙基三乙氧基硅烷的混合物。
116.对比例1
117.市售焊缝填充剂。
118.对比例2
119.本对比例与实施例1的区别在于,本对比例不使用附着力促进剂。
120.对比例3
121.本对比例与实施例1的区别在于,本对比例的填料只用水泥粉。
122.对比例4
123.本对比例4与实施例1的区别在于,本对比例的合金粉中,锡、铋、铟比例为1:1:1。
124.对比例5
125.本对比例4与实施例1的区别在于,本对比例的合金粉中,锡、铋、铟比例为2:1:0.5。
126.性能检测:
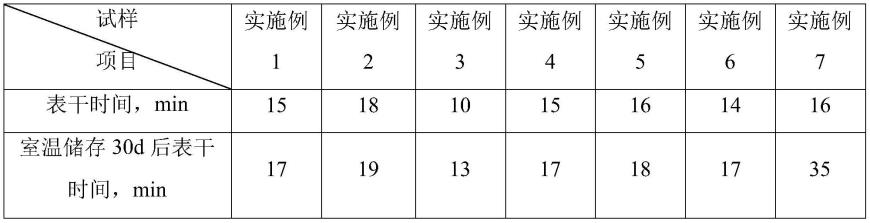
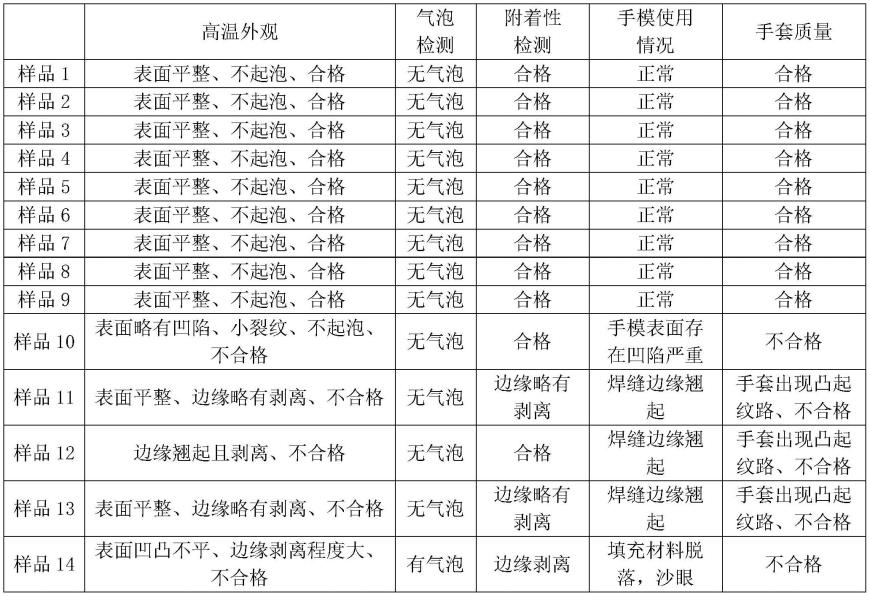
127.将上述实施例1-9和对比例1-5制备的金属手模焊缝填充材料标号为样品1-14,并进行高温外观检测、气泡检测、附着性检测及具体应用检测。
128.气泡检测:将上述样品1-14的金属手模焊缝填充材料放置于40℃环境,然后140℃
×
30分钟烘烤,观察填充材料是否产生气泡。
129.烘烤后(高温)表面外观:目测,不应出现起皮、剥落、变色和显著软化现象。
130.附着性检测:在电泳板上将试料涂成80mm 40mm,坡度为填充材料,表面刮平,试片制作3块;在恒温箱内将试片按照140℃*30分钟烘烤,取出后室温放置24h。用美工刀片在试料上切割两条平行线,两线间距5mm,切割力要均匀、适度,使刀刃口正好穿透涂层而触及底材,然后均匀地从底部剥离涂层:按表要求判定级别。
131.具体应用检测:将该14种样品对14只金属手模的焊缝或表面产生的凹坑进行处理,14只金属手模对应标号测试样1-14,处理时均采用手工施工的方式,具体操作步骤如下:
132.将金属手模焊缝填充材料分别注入嵌缝枪中,将嵌缝枪出料口对准14只手模的焊缝并将金属手模焊缝填充材料进行填充,并沿一个方向反复刮涂,压实、填平、刮去多余填充材料,防止大量气泡混入填充材料内。对测试样1-14投入生产进行乳胶手套的生产,连续使用1天,观察金属手模使用情况及产出的乳胶手套外观。
133.检测结果如下表所示:
[0134][0135]
从样品1-样品9的检测数据看,本技术制备的金属手模焊缝填充材料与手模表面产生的缺陷附着性强,表面平整,高温使用无气泡,无裂纹,投入使用时,能够适应手模生产过程的环境情况,从手套质量的情况看,本技术的金属手模焊缝填充材料能够避免了手模表面缺陷影响了手套的品质。
[0136]
结合对比例1(样品10)的数据看,本发明配比和制备方法制备的金属手模焊缝填充材料对手模表面缺陷具有优异的填充作用,结合对比例2-4(样品11-14)的检测数据看。本发明的粘接剂的使用、本发明配比的锡、铋、铟合金的比例,填料中合金粉与水泥粉的比例能够一定程度影响本发明填充材料的品质,进而影响制备乳胶手套的质量。
[0137]
综上所述可知本发明乃具有以上所述的优良特性,得以令其在使用上,增进以往技术中所未有的效能而具有实用性,成为一极具实用价值的产品。
[0138]
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。