1.本发明涉及新能源汽车交流充电枪领域,具体为一种充电枪自动化工艺路线。
背景技术:
2.随着科技的发展,为减少二氧化碳排放和空气污染,减少对化石燃料的依赖,降低运行成本和补能成本,电动汽车的保有量增长越来越快。充电问题成为越来越多电动汽车车主最为关注的问题,充电分为快充(直流充电和慢充(交流充电两种充电方式,交流充电枪虽然交流充电枪属于慢充电,充电功率低,相比直流充电他需要更长的时间才能满足客户的充电需求,但是交流充电成本更低,安装方便简洁,对于普通家庭用户,能够很好的在车辆闲置时间中完成充电,大大降低了设备成本。
3.目前市场充电枪市场工艺路线多种多样,并未实现标准化作业,现有技术存在的问题是,越来越多的交流枪工件冲击市场,做到了五花八门的生产工艺路线,无法更好的实现充电枪市场,无法将工件内部结构做到标准化作业,无法实现市场标准化,实现市场标准版统一,为此亟需一种充电枪自动化工艺路线。
技术实现要素:
4.基于此,本发明的目的是提供一种充电枪自动化工艺路线,以解决目前市场充电枪市场工艺路线多种多样,并未实现标准化作业的技术问题。
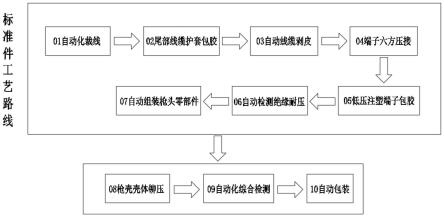
5.为实现上述目的,本发明提供如下技术方案:一种充电枪自动化工艺路线,包括以下步骤:
6.01:自动化裁线;
7.02:进行尾部线缆护套包胶;
8.03:上自动化拉线进行自动线缆剥皮;
9.04:端子六方压接;
10.05:低压注塑端子包胶;
11.06:自动检测绝缘耐压;
12.07:自动组装枪头零部件;
13.08:枪壳壳体铆压工艺;
14.09:自动化综合检测并进行严格质检;
15.10:自动包装。
16.优选地,所述01中自动化裁线包括根据预先需求设定好设备参数,通过传输带输送至注塑机,然后通过人工取线。
17.优选地,所述04端子六方压接为关键工位需要通过人工操作。
18.优选地,所述05低压注塑端子包胶通过人工放线来保证成型品质。
19.优选地,所述利用06来保证前阶段功能性。
20.优选地,所述07自动组装枪头零部件包含穿线板、防水圈、枪头、锁钩和其他零件。
21.优选地,所述01-07为标准件工艺路线,为实现后续换壳工艺而形成新的充电枪。
22.优选地,所述自动化裁线到到尾部线缆护套包胶通过流水线轨道连接,形成更快更便捷的通道,然后送到自动化车间进行自动化流水作业,机械手对焦进行自动化线缆剥皮。
23.优选地,所述端子六方压接处理此工位直接影响工件温升,所以为关键工位需要人工在保证尺寸和精度,然后传送带进行低压注塑包胶,做自动做绝缘耐压检测和自动组装枪头零部件,最后转入铆压壳体工艺进行综合测试检测然后自动包装入库。
24.与现有技术相比,本发明的有益效果是:
25.1、本发明为了更好的实现标准件运用到自动化作业,从自动化裁线到自动化包装,在工件除枪壳以外的零件,其他零件各工位融合成型为一体,每个零件标准作业后将导体线束部分做成了一体结构,将工艺路线也统一起来做标准化工艺路线,标准化工艺路线是将单个零件组装成一个零件,让组装工艺更简单化,标准的整体功能达到最佳,并产生实际效果,通过有效的方式协调好系统内外相关因素之间的关系,确定为建立和保持相互一致,适应或平衡零件关系,利用模块化创新设计,让零件大幅减少,充电枪从之前的30多个零件,减少一半以上,变成一个标准件工件,充电端子和电缆,采用包胶设计,一体化成型,防护等级均达ip68级别,即使内腔进水也不影响使用;在安全极高的程度下同时也能更好的保护枪头及预防碰伤车身,作为标准件外壳可以多变,定制满足用户个性化需求。
附图说明
26.图1为本发明的工艺路线图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
28.下面根据本发明的整体结构,对其实施例进行说明。
29.实施例1
30.流充电枪为了实现标准化,将整个内部导体看成一个零件,其他零件分别为枪头、穿线板、枪壳等零件,让生产工艺变得简单化,可以实现自动化工艺:
31.第一:交流充电枪在实现自动化的同时需要满足可机械化的水平,必须是左右或者上下壳两种形式来实现;
32.第二:生产工艺上考虑到的,无非是生产效率和质量,在节省人工的同时又提高了生产产能,所以将包胶工艺做到机械化生产(除关键工艺);
33.第三:线缆导体包胶为一个整体和枪头枪壳为一个整体来做到两部分标准化。
34.一种充电枪自动化工艺路线,包括以下步骤:01自动化裁线根据客户需求设定好设备参数,通过传输带输送至注塑机傍通过人工取线进行02尾部线缆护套包胶;上自动化拉线进行03自动线缆剥皮;04端子六方压接为关键工位需要通过人工操作;05低压注塑端子包胶通过人工放线来保证成型品质;06自动检测绝缘耐压来保证前阶段功能性;07自动组装枪头零部件包含穿线板、防水圈、枪头、锁钩等零件;前工段为标准件工艺路线,为实现
后续换壳工艺而形成新的充电枪;08枪壳壳体铆压工艺到09自动化综合检测并进行严格质检后10自动包装。
35.交流充电枪为了实现标准化,整个工艺的目的是保证工件质量的前提让工件走向工艺标准化,同时实现自动化工艺。首先,标准化的前提是让工件简单化,从而达到工件的统一化,在建立标准化工艺工位尽量实现自动化。其次,制定、发布及实施标准的过程,标准化的重要意义是改进工件、过程和服务的适用性,促进技术合作。再次,工艺上来讲标准化工艺路线是工件做到行业标准,流程统一化顺序。最后,实现标准化工艺的途径是为了更好的加工作业将整个供应链联系起来。
36.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
37.术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明的简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
38.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种充电枪自动化工艺路线,其特征在于:包括以下步骤01:自动化裁线;02:进行尾部线缆护套包胶;03:上自动化拉线进行自动线缆剥皮;04:端子六方压接;05:低压注塑端子包胶;06:自动检测绝缘耐压;07:自动组装枪头零部件;08:枪壳壳体铆压工艺;09:自动化综合检测并进行严格质检;10:自动包装。2.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述01中自动化裁线包括根据预先需求设定好设备参数,通过传输带输送至注塑机,然后通过人工取线。3.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述04端子六方压接为关键工位需要通过人工操作。4.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述05低压注塑端子包胶通过人工放线来保证成型品质。5.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:利用06来保证前阶段功能性。6.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述07自动组装枪头零部件包含穿线板、防水圈、枪头、锁钩和其他零件。7.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述01-07为标准件工艺路线,为实现后续换壳工艺而形成新的充电枪。8.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述自动化裁线到到尾部线缆护套包胶通过流水线轨道连接,形成更快更便捷的通道,然后送到自动化车间进行自动化流水作业,机械手对焦进行自动化线缆剥皮。9.根据权利要求1所述的一种充电枪自动化工艺路线,其特征在于:所述端子六方压接处理此工位直接影响工件温升,所以为关键工位需要人工在保证尺寸和精度,然后传送带进行低压注塑包胶,做自动做绝缘耐压检测和自动组装枪头零部件,最后转入铆压壳体工艺进行综合测试检测然后自动包装入库。
技术总结
本发明公开了一种充电枪自动化工艺路线,涉及新能源汽车交流充电枪领域,以下步骤:01:自动化裁线;02:进行尾部线缆护套包胶;03:上自动化拉线进行自动线缆剥皮;04:端子六方压接;05:低压注塑端子包胶;06:自动检测绝缘耐压;07:自动组装枪头零部件;08:枪壳壳体铆压工艺;09:自动化综合检测并进行严格质检;10:自动包装。本发明为了更好的实现标准件运用到自动化作业,从自动化裁线到自动化包装,在工件除枪壳以外的零件和各工位融合为一体,每个零件标准作业后将导体线束部分做成了一体结构,将工艺路线也统一起来做标准化工艺路线,标准化工艺路线让组装工艺更简单化,标准的整体功能达到最佳,并产生实际效果。并产生实际效果。并产生实际效果。
技术研发人员:杨伟 叶宁 杨涛 王继华
受保护的技术使用者:苏州一航电子科技股份有限公司
技术研发日:2022.09.13
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。