1.本发明涉及飞机装配技术领域,具体是指一种用于确定飞机待制孔实际位置及实际法向的方法。
背景技术:
2.在飞机整体装配流程中,钻铆是飞机装配的关键工序。随着航空工业的发展,传统飞机装配的人工制孔技术因无法满足飞机装配安全性等各个方面的要求,已经逐渐被自动制孔技术取代。一架飞机由大量连接件装配而成,连接处所制孔的垂直度是影响飞机使用寿命的关键因素。受加工误差与工件形变等因素影响,工件的实际制孔位置与法线方向与理论cad模型相比存在偏差,制孔末端执行器若按照cad模型中的理论法向进给制孔无法保证垂直度,因此制孔机器人需通过测量获取待制孔的实际法向并调整末端执行器的位姿进行法向修正,使其沿着实际法向进给制孔,即先获取,后修正。
3.实际法向获取大多通过是法向测量的方式,即利用各种传感器获取在待制孔点周围传感器所作用点的坐标,结合数学几何知识计算得出结果,如图1所示。现有技术方案如下:首先是传感器测量,采用接触式压力位移传感器测量工件的表面信息,压力传感器的压脚与待制孔周围的制孔曲面接触,通过读数计算出传感器作用点的坐标,进而近似计算出待制孔的法向量。该方案由于压脚与加工表面接触可能会产生压紧变形,且会受到加工表面材质等因素的制约,会影响最终结果。激光位移传感器具有非接触、测量速度快、分辨率高等优点,目前应用较为广泛。该传感器发射激光将光斑点投射到制孔曲面,通过光斑点坐标近似计算出待制孔处的法向量。激光位移传感器在对某些待制孔进行测量时可能会受到不同加工曲面形貌的影响进而导致激光光束点无法完整地投射在制孔表面上,从而影响测量效率。其次是预先测量在制孔曲面布置的基准孔法向量,之后进行孔位线性插值计算得到待制孔的法向量。最后是通过激光扫描仪、投影仪等新技术,采用视觉手段等方式得到待制孔的法向量。采用新技术测量固然提高了法向精度,但是存在测量过程复杂,成本高,部分设备体积较大等问题。
技术实现要素:
4.本发明要解决的技术问题是克服上述技术的缺陷,提供一种用于确定飞机待制孔实际位置及实际法向的方法。
5.为解决上述技术问题,本发明提供的技术方案为一种用于确定飞机待制孔实际位置及实际法向的方法:包括以下步骤:
6.s1.通过cad模型获取预先布置好的基准孔的法向端点的理论坐标(xs,ys,zs)(s=1,2,3,
…
,n)与理论法向量ns,通过测量设备与激光位移传感器的法向测量算法分别获取实际坐标(xw,yw,zw)(w=1,2,3,
…
,n)与实际法向量nw,待制孔在cad模型中的理论法向为n0;
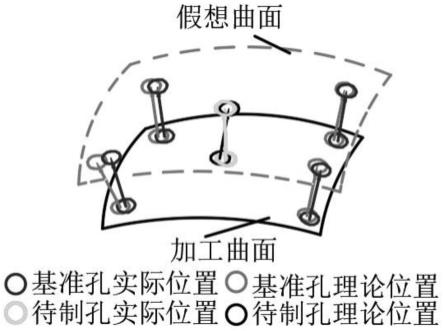
7.s2.将各个基准孔与待制孔的法向端点的理论坐标沿着理论法向偏移d的距离,形
成一个法向偏移假想曲面,假想曲面上的基准孔法向端点在基准孔实际孔位偏差与法向形变角度偏差的双重影响下,同样会产生点位偏移,其理论坐标为(x
s'
,y
s'
,z
s'
),实际坐标为(x
w'
,y
w'
,z
w'
),分别计算基准孔的孔位偏差以及其在假想曲面上的理论法向端点的孔位偏差:
[0008][0009]
s3.通过cad模型获取待制孔的法向端点的理论坐标(x0,y0,z0),以基准孔的法向端点的理论坐标为输入,坐标偏移量(δxs,δys,δzs)为输出,建立二者之间的3个kriging代理模型:
[0010][0011]
将待制孔的法向端点的理论坐标作为输入代入(2)式,算法模型输出待制孔的法向端点在三个方向的坐标偏移量,进而计算出待制孔的法向端点的实际坐标(x
0'
,y
0'
,z
0'
),同理计算出待制孔实际法向端点偏移后的实际坐标(x
m'
,y
m'
,z
m'
),则待制孔的实际法向量n可通过下式计算:
[0012][0013]
从而得到待制孔的实际法向量。
[0014]
本发明与现有技术相比的优点在于:方法通过一定数量的基准孔特征,同时预测出所有待制孔以及法向端点的实际坐标,得到所有待制孔的实际预测法向量,再与理论法向量相比较,可以得到所有待制孔的法向偏差修正值,与传统方法的单孔修正(测量一个孔,修正一个孔)相比,该方法可以同时得到所有待制孔的法向偏移角度,并可以根据各孔的偏移程度制定制孔修正轨迹,提高制孔效率。另一方面,与基准孔线性插值计算方法相比,kriging插值法向预测方法可以将所输出所预测点位置的mse值作为反馈参考,并可以通过调节mse值提高算法的法向预测效果。
附图说明
[0015]
图1是现有技术方案确定飞机待制孔实际位置及实际法向的方法的示意图。
[0016]
图2是本发明一种用于确定飞机待制孔实际位置及实际法向的方法的原理图。
[0017]
图3是本发明一种用于确定飞机待制孔实际位置及实际法向的方法的法向预测算法流程图。
具体实施方式
[0018]
结合附图2-3,一种用于确定飞机待制孔实际位置及实际法向的方法,包括以下步骤:
[0019]
s1.通过cad模型获取预先布置好的基准孔的法向端点的理论坐标(xs,ys,zs)(s=1,2,3,
…
,n)与理论法向量ns,通过测量设备与激光位移传感器的法向测量算法分别获取实际坐标(xw,yw,zw)(w=1,2,3,
…
,n)与实际法向量nw,待制孔在cad模型中的理论法向为n0;
[0020]
s2.将各个基准孔与待制孔的法向端点的理论坐标沿着理论法向偏移d的距离,形成一个法向偏移假想曲面,假想曲面上的基准孔法向端点在基准孔实际孔位偏差与法向形变角度偏差的双重影响下,同样会产生点位偏移,其理论坐标为(x
s'
,y
s'
,z
s'
),实际坐标为(x
w'
,y
w'
,z
w'
),分别计算基准孔的孔位偏差以及其在假想曲面上的理论法向端点的孔位偏差:
[0021][0022]
s3.通过cad模型获取待制孔的法向端点的理论坐标(x0,y0,z0),以基准孔的法向端点的理论坐标为输入,坐标偏移量(δxs,δys,δzs)为输出,建立二者之间的3个kriging代理模型:
[0023][0024]
将待制孔的法向端点的理论坐标作为输入代入(2)式,算法模型输出待制孔的法向端点在三个方向的坐标偏移量,进而计算出待制孔的法向端点的实际坐标(x
0'
,y
0'
,z
0'
),同理计算出待制孔实际法向端点偏移后的实际坐标(x
m'
,y
m'
,z
m'
),则待制孔的实际法向量n可通过下式计算:
[0025][0026]
从而得到待制孔的实际法向量。
[0027]
此外,该算法还可以输出待制孔及其法向端点各处的mse值以分析算法在该点的预测准确度,加工曲面上所预测的待制孔坐标偏差mse值可以用来分析所预测的待制孔实际位置坐标的准确度,在保证待制孔实际坐标位置准确度的同时,调整法向偏移假想曲面上所预测的待制孔法向端点坐标偏差mse值,从而得到最佳的法向预测结果,假想面上法向端点预测的mse值调整可以通过调整法向假想面的偏移距离d实现。
[0028]
对于kriging插值模型,对于某一个点x的预测值可以表示为各样本点响应值的线性加权组合:
[0029][0030]
其中β为权重系数,yi(x)为已知回归函数的基函数(i=1,2,3,
…
,m)。该模型假设未知回归函数y(x)由期望以及随机过程λ(x)组成,该随机过程的期望为0,方差为σ2,对于空间中两点xi与xj,二者的随机过程λ(xi),λ(xj)受相关函数r(xi,xj)影响,该函数与两点之间的距离有关。距离越近的两点,二者之间的关联性就越强。相关函数r(xi,xj)一般采用“高斯指数模型”,表示为:
[0031][0032]
式中θk为由m个模型参数构成的m维列向量。由于该模型为无偏估计模型,因此(4)式两侧的期望值相等,从而有如下式成立:
[0033][0034]
此外权重系数β需要满足预测值与实际值的差值的方差最小,即优化目标为:
[0035][0036]
对于上述权重系数β的计算,通过拉格朗日乘数法将问题转化成求解如下矩阵形式的方程组:
[0037][0038]
其中r
il
为r(xi,x
l
),将该矩阵分块后变为:
[0039][0040]
其中φ为与拉格朗日乘数有关的参数。r为样本点之间的相关函数值,r为待预测点与样本点之间的相关函数值。解得待预测点的响应预测值与权重估值β为:
[0041][0042]
其中y表示由样本点响应值构成的m维列向量。此外kriging插值模型可以给出所
预测值的均方差为:
[0043][0044]
该值可以体现待测点所预测值的准确程度。
[0045]
以上对本发明及其实施方式进行了描述,这种描述没有限制性,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的实施例,均应属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。