1.本发明涉及一种用于对工件进行研磨和随后进行珩磨的方法。本发明还涉及一种用于执行组合式研磨和珩磨方法的设备。
背景技术:
2.de 41 24 454 a1公开一种用于在夹紧装置中进行研磨和珩磨的装置。在此,研磨单元和短行程珩磨单元要么彼此平行并排地设置,要么设置在圆分度工作台上。此外,具有张紧滚子和支撑滑座的滚子张紧装置应适合于张紧工件。
3.在de 40 05 911 c1中描述用于组合式研磨和珩磨加工的另一工件容纳设备。在所述情况下,将滚动轴承外环作为工件进行加工。用于研磨加工的容纳部构成为滑座容纳部并且相对于用于珩磨加工的容纳部偏移地设置。在两个加工步骤研磨与珩磨之间,借助于在研磨时驱动工件的主轴使工件从研磨夹紧装置轴向运动到珩磨夹紧装置中。
4.de 860 468 b公开一种用于对柱形面进行无心研磨的装置,其中假设如下装置已被证实用于外圆研磨:在所述装置中,工件在研磨加工期间通过进行驱动的调节盘和支撑导板被引导。原则上,可以通过支撑滚子替代支撑导板。在de 860 468 b中提出,在以圆形围绕工件设置的三个引导体之间引导和旋转工件,其中引导体保持距引导系统的中心可变的、但基本上相同的间距。引导体中的一个引导体可以构成为驱动滚子。
5.例如在de 199 40 685 a1中描述一种用于无心倾斜切入研磨的方法。借助于所述方法加工包括两个柱形部段的工件,所述柱形部段通过锥形部段彼此连接。
6.在de 195 37 855 a1中描述一种用于研磨内燃机的控制边缘的方法。在此,为了无心研磨工件的控制边缘、在此控制衬套,工件容纳在滑座中。同时,工件接触设置在砂轮的端侧上的两个压紧滚子。
技术实现要素:
7.本发明所基于的目的在于,相对于所提及的现有技术改进工件的研磨和珩磨加工,其中在批量生产的条件下力求特别合理的和过程可靠的加工。
8.所述目的根据本发明通过具有权利要求1的特征的用于研磨和珩磨的设备来实现。同样地,所述目的通过根据权利要求8的用于研磨和珩磨的方法来实现。本发明的下面结合研磨和珩磨方法阐述的设计方案和优点根据意义也适用于研磨和珩磨设备并且反之亦然。
9.研磨和珩磨设备包括砂轮、驱动工件的调节盘、设置用于引导旋转的工件的切入导板,以及珩磨条保持件,所述珩磨条保持件可调节地保持在切入导板处并且用于保持珩磨条,可以借助于所述珩磨条加工工件。
10.就砂轮和调节盘在空间中的设置而言,不存在原理性的限制。例如,砂轮的旋转轴线设置在调节盘的旋转轴线上方,使得总体上谈及立式设备。替选地,用于无心研磨和组合式珩磨的设备可以以水平方式构造。术语“珩磨条保持件”和“珩磨条”应广义解释。对应地,“珩磨条保持件”应理解为将用于珩磨的元件、例如珩磨带压靠工件表面的任何设备。
11.研磨和珩磨方法通常包括以下步骤:
[0012]-提供研磨和珩磨设备,所述研磨和珩磨设备包括砂轮、调节盘、构成用于引导围绕其自身的轴线旋转的工件的切入导板、以及集成到切入导板中的用于压紧珩磨条的设备,
[0013]-通过研磨来加工工件,其方式为:借助于切入导板在砂轮与驱动工件的调节盘之间的研磨间隙中引导工件,
[0014]-将工件至少略微地从砂轮移开,其中维持工件与调节盘的接触,
[0015]-将珩磨条压靠在切入导板中引导的、通过调节盘驱动的工件。
[0016]
因此,工件在研磨加工时和在珩磨加工时通过同一元件、即调节盘驱动。不需要单独的珩磨机。在轻微改变的方法控制中,当通过砂轮的加工尚未完全完成时,尤其在无进给研磨期间,珩磨条就已经可以施加到旋转的工件上。同样可行的是,当通过砂轮的精加工尚未完成时,珩磨条就已经压紧到工件上。
[0017]
在珩磨加工期间,在最简单的情况下,珩磨条保持件的定位保持不变。同样可以实现如下方法变型方案:其中珩磨条在珩磨期间在旋转的工件的纵向方向上振动。这种振动例如可以通过气动的、液压的或机械的设备来实现。
[0018]
与珩磨条保持件在其他方面珩磨条的定位不变的情况下仅设置用于将珩磨条压紧到工件表面上还是在工件的旋转轴线的纵向方向上振动无关地,珩磨条保持件可以可枢转地安装在切入导板上。在所述情况下也谈及珩磨条臂。通过珩磨条臂的弹簧加载可以确保,珩磨条在研磨加工期间与工件表面间隔开。随后将珩磨条抵抗弹簧力压紧到工件表面上例如可以借助于气动的或机电的执行器来进行。
[0019]
为了首先在研磨加工期间并且随后在珩磨加工期间以可旋转的方式引导工件,通过切入导板可以构成有用于容纳工件的袋,其中珩磨条保持件设置用于,将珩磨条穿过袋的壁中的开口压靠工件。
[0020]
在如下设计方案中给出围绕其自身的中心轴线旋转的旋转对称的工件的特别均匀的珩磨加工:其中珩磨条可以围绕平行于珩磨条保持件的枢转轴线设置的翻转轴线自由地翻转。在此,自由可翻转性不涉及翻转角度的可能的限制,而是涉及不设有产生珩磨条的翻转运动的单独的机构。更确切地说,翻转角度自主地设定,其方式为:珩磨条贴靠在工件表面处。
[0021]
研磨和珩磨设备特别适合于加工滚动体。例如是柱形滚子、锥形滚子或筒形滚子。可选地进行多部件加工。在这种情况下,切入导板可以构成用于同时引导多个工件。在多部件加工的情况下,要么可以借助于用于同时处于加工中的所有工件的唯一的珩磨条进行珩磨,要么可以借助于每个工件一个珩磨条进行珩磨。在两种情况下,多个工件同时进行珩磨,其中所述工件先前——同样同时地——经受研磨加工。在所有情况下可以制造非常精细的工件表面,如其否则仅可以借助于单独的珩磨机来生产。
附图说明
[0022]
下面根据附图详细阐述本发明的实施例。在此部分粗略简化地示出:
[0023]
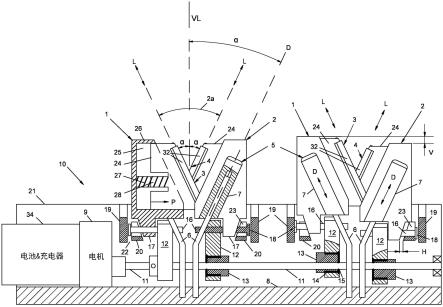
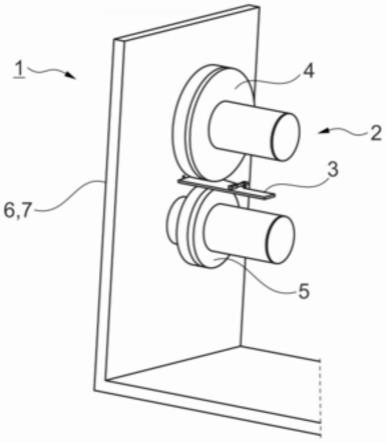
图1在示意性立体示图中示出研磨和珩磨设备,
[0024]
图2在侧视图中示出研磨和珩磨设备,
[0025]
图3在俯视图中示出研磨和珩磨设备的切入导板,
[0026]
图4在立体视图中示出切入导板连带接触砂轮的工件。
具体实施方式
[0027]
总体上用附图标记1表示的研磨和珩磨设备包括研磨成套设备2,所述研磨成套设备在实施例中构造为立式机器。切入导板3归属于研磨和珩磨设备1,并且在研磨操作中设置在砂轮4与调节盘5之间。在切入导板3中引导工件8,所述工件可以是滚动体,其中工件8通过调节盘5驱动,即置于旋转中。工件8任意地以阶梯状的直径示出。研磨和珩磨设备1的在图1和图2中仅隐含示出的机器支架用6表示。附图标记7表示竖直定向的安装板,砂轮4以及调节盘5设置在所述安装板前。调节盘5和砂轮4的旋转轴线水平地定向,其中砂轮4的旋转轴线处于调节盘5的旋转轴线上方。
[0028]
切入导板3不仅在研磨工件8时使用,而且也在随后的珩磨加工时使用。为了所述目的,切入导板3包括珩磨条保持件9,其也称为珩磨条臂。支承在珩磨条保持件9处的珩磨条用10表示。切入导板3的长形的平坦的基本元件11在狭义上也被称为切入导板。基本元件11在其纵向侧中的一个纵向侧处与附件元件12连接,所述附件元件也称为前导板。附件元件12包括桥状元件13,所述桥状元件包括两个桥底座14、15,所述桥底座固定地与基本元件11连接。在桥底座14、15之间居中地设置有中心支柱16,所述中心支柱从基本元件11直角地突出并且同样固定地与所述基本元件连接。在中心支柱16的伸出于桥状元件13的部段中存在中心栓17,珩磨条臂9在所述中心栓处可枢转地支承。对应的枢转轴线用swa表示并且表示条带状的基本元件11所处于的面的面法线。
[0029]
在实施例中为螺旋弹簧的弹簧18张紧在桥状元件13与珩磨条臂9之间,使得产生作用到珩磨条臂9上的扭矩,所述扭矩在珩磨条10从工件8抬起的方向上作用。在此假设工件8处于凹部23中,所述凹部在切入导板3内形成在条形的基本元件11与附件元件12之间。
[0030]
在珩磨条10从工件8抬起期间执行研磨加工。在通过研磨达到最终尺寸位置之后,移置切入导板3,使得工件8失去与砂轮4的接触,然而继续通过调节盘5驱动。在所述状态中,操纵归属于切入导板3的气动执行器19,使得大约正交于珩磨条臂9和基本元件11定向的活塞杆21朝向珩磨条臂9的止挡部段22移动从而使所述珩磨条臂围绕枢转轴线swa略微枢转。执行器19的压缩空气缸20固定地与切入导板3的基本元件11连接。压缩空气接口在图3和图4中未示出。
[0031]
珩磨条10支承在珩磨条臂9中的栓25处并且穿过桥状元件13中的缝隙24、即开口。如由图3得知,珩磨条10略微伸入到也称为袋的凹部23中,所述凹部设置用于容纳工件8。通过栓25形成平行于枢转轴线swa的翻转轴线ka,所述翻转轴线可以实现珩磨条10相对于珩磨条臂9的至少略微的翻转,使得在操纵执行器19时,珩磨条10均匀地压紧到工件8的整个侧面上。珩磨加工的持续时间与其他加工参数一样可以通过研磨和珩磨设备1的机器控制装置来设定。
[0032]
附图标记列表
[0033]
1 研磨和珩磨设备
[0034]
2 研磨成套设备
[0035]
3 切入导板
[0036]
4 砂轮
[0037]
5 调节盘
[0038]
6 机器支架
[0039]
7 安装板
[0040]
8 工件、滚动体
[0041]
9 珩磨条保持件、珩磨条臂
[0042]
10 珩磨条
[0043]
11 切入导板的基本元件
[0044]
12 附件元件、前导板
[0045]
13 桥状元件
[0046]
14 桥底座
[0047]
15 桥底座
[0048]
16 中心支柱
[0049]
17 中心栓
[0050]
18 弹簧
[0051]
19 执行器
[0052]
20 压缩空气缸
[0053]
21 活塞杆
[0054]
22 止挡部段
[0055]
23 切入导板中的用于工件的袋、凹部
[0056]
24 桥状元件中的开口、缝隙
[0057]
25 栓
[0058]
ka 翻转轴线
[0059]
swa 枢转轴线。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。