1.本技术涉及陶瓷加工技术领域,尤其是涉及一种悬浮消失模模具及基于其制备陶瓷的方法。
背景技术:
2.陶瓷是一种具有高硬度和高耐腐蚀性的材质。工业上,可以通过凝胶注模的工艺制备陶瓷坯体,即通过向模具内浇筑浆料,待浆料凝固后即可形成陶瓷坯体;最后将陶瓷坯体烧结后,即可制得陶瓷产品。
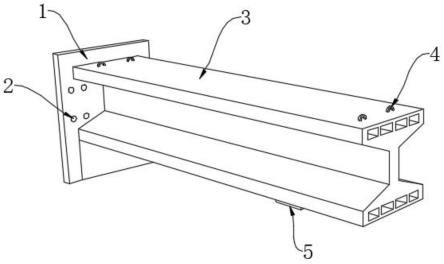
3.一种陶瓷制备用模具,参照图1,其包括外模1和内模2,内模2位于外模1的内部;内模2设置有支撑杆21,支撑杆21与外模1的内壁抵接,以支撑内模2,从而使内模2与外模1之间形成间隔;内模2的材质为遇水可溶化的可溶性材质。使用时,向内模2与外模1之间的间隔浇筑浆料;当浆料凝固后,向内模2冲水,以使内模2溶化;然后将坯体由外模1内取出并将支撑杆21由坯体内取出;最后,将坯体放入烧结炉内烧制,以制得所需要的陶瓷产品。
4.针对上述中的相关技术,发明人认为,当坯体为多面封闭的形状时,坯体位于支撑杆的位置将产生孔洞;拆除支撑杆后,需要使用与凝固成型的坯体相同的材料填补坯体上的孔洞,操作比较繁琐,故有待改善。
技术实现要素:
5.本技术的目的是提供一种悬浮消失模模具及基于其制备陶瓷的方法,以改善坯体制备操作比较繁琐的问题。
6.第一方面,本技术提供的一种悬浮消失模模具采用如下的技术方案:一种悬浮消失模模具,包括上端开口的外模和位于外模内的内模;所述内模的材质为可溶性材质;所述内模内设置有内磁性件;所述外模的下表面设置有外下磁性件,所述外模的外周壁沿其周向依次设置有至少三组外周磁性件;所述外周磁性件与内磁性件之间磁性相斥且外下磁性件与内磁性件之间磁性相斥,以使内模与外模之间形成用于浇筑浆料的间隔;所述外模位于每组外周磁性件的位置均设置有用于固定对应一组外周磁性件的固定组件;所述外模设置有用于固定外下磁性件的锁固组件。
7.通过采用上述技术方案,在制备坯体时,将内模放置于外模内;外下磁性件与内磁性件之间磁性相斥、外周磁性件与内磁性件之间磁性相斥,以使内模悬浮,有利于减小在成型后的产品上形成孔洞的可能性,从而可减少后续对成型后的坯体的修复操作,有利于使坯体一次成型,操作简单、便捷。
8.可选的,所述固定组件包括调节块和与调节块相连的固定杆,所述调节块与外模相连;所述固定杆的材质为铁磁性材质。
9.通过采用上述技术方案,外周磁性件可吸附固定于固定杆上,操作简单、便捷,便于外周磁性件的拆装操作,同时便于根据需要更换不同磁性大小的外周磁性件,以保证外周磁性件对内磁性件的作用力的大小;另一方面,可自由调节外周磁性件的高度,以使外周
磁性件与内磁性件对齐,操作更加便捷。
10.可选的,所述固定组件包括调节块和与调节块相连的固定杆,所述调节块与外模相连;所述固定杆沿内模的高度方向设置有调节槽,所述调节槽的内侧壁滑移连接有调整块,所述外周磁性件与调整块相连;所述调整块设置有向调节槽的底壁方向延伸的调节螺柱,所述调节槽的底壁贯穿设置有供调节螺柱移动的让位槽;所述调节螺柱螺纹连接有用于与固定杆背离调节槽一侧的侧壁抵接的固定块。
11.通过采用上述技术方案,移动调整块以调节外周磁性件的高度,然后拧紧固定块接口,操作简单、便捷。
12.可选的,所述外模沿其周向设置有滑轨,所述调节块与滑轨滑移连接;所述调节块螺纹连接有用于与滑轨抵紧的固定螺钉。
13.通过采用上述技术方案,调节块与滑轨滑移配合,固定杆沿外模的周向的位置可调节,有利于增大与固定杆相连的外周磁性件的位置的调节范围,从而进一步便于外周磁性件与内磁性件对齐。
14.可选的,所述外模设置有用于封堵其口部的封盖板,所述封盖板贯穿设置与内模的上端插接配合的对接孔;所述封盖板贯穿设置有用于向外模内注入浆料的注浆孔。
15.通过采用上述技术方案,内模与对接孔插接配合,以对内模的位置的定位,有利于提高内模位置的精确度,同时有利于减小内模在注浆过程中因浆料的挤压而发生位置偏移的可能性。封盖板可将外模内的浆料覆盖在内,以便于浆料各侧由外向内均匀固化,从而有利于提高固化后的浆料坯体的质量。
16.可选的,所述内模的上端壁向下设置有进液孔;所述封盖板设置有支撑板,所述支撑板设置有插入进液孔内的进液管;所述进液管的外周壁沿其长度方向依次设置有多个支撑环,所述支撑环沿进液管的轴向贯穿设置有连通孔;所述支撑环的周壁与进液孔的内侧壁贴合。
17.通过采用上述技术方案,支撑环的周壁与进液孔的内壁贴合,以进一步限制内模沿自身进行的移动,从而有利于进一步提高内模位置的精确度。当外模内的浆料凝固成型后,向进液管内通入用于溶化内模的液体,液体可由进液管的下端排出,以进入进液孔内;进液孔可增大液体与内模之间的接触面积,有利于加快内模的溶化。
18.可选的,所述进液孔的内侧壁设置有流通通道。
19.通过采用上述技术方案,进液管内的液体可由进液孔流入流通通道内;流通通道可进一步增大液体与内模之间的接触面积,从而有利于进一步提高内模溶化的速度。
20.可选的,所述封盖板设置有向上延伸的安装螺杆,所述安装螺杆套设有用于与内模的上端壁抵接的安装板;所述安装螺杆螺纹连接有与安装板的上表面抵接的压紧块;安装螺杆螺纹连接有与安装板的下表面抵接的支撑块。
21.通过采用上述技术方案,安装板与内模的上端壁抵接,以限制内模的向上的移动,从而有利于减小外模内的浆料挤压内模的下端壁而导致内模发生向上移动的风险,有利于提高内模固定的稳定性。
22.可选的,所述内模设置有供内磁性件嵌设的嵌置槽。
23.通过采用上述技术方案,内磁性件与嵌置槽配合,结构简单,组装便捷;同时,嵌置槽具有定位的作用,有利于保证批量生产中每个内模的内磁性件的位置的一致性,从而便
于有利于减少对外周磁性件的位置调整的操作。
24.第二方面,本技术提供的一种基于悬浮消失模模具制备陶瓷的方法采用如下的技术方案:一种基于悬浮消失模模具制备陶瓷的方法,包括如下的步骤:内模制备:使用可溶性材质制得内模,同时,在内模内设置内磁性件;设置隔离层:在内模的表面设置隔离层;模具装配:将内模的下端插入外模内并使内模悬浮;注浆:向外模内注入陶瓷浆料,以填充内模与外模之间的间隔;陶瓷浆料凝固后形成陶瓷坯体;拆模:溶化内模并移除隔离层,然后将陶瓷坯体由外模内取出;烧制:对陶瓷坯体进行烧结,以制得成品陶瓷产品。
25.通过采用上述技术方案,通过外下磁性件与内磁性件的磁性相斥作用、外周磁性件与内磁性件的磁性相斥作用,以使内模悬浮,以使内模与外模之间形成用于浇筑浆料的间隔,结构简单,无需另外设置支撑结构,有利于减小在陶瓷坯体上产生孔洞的可能性,从而有利于减少对陶瓷坯体的修复操作,进而有利于保证陶瓷坯体的各处的材料分布的均匀性,同时有利于提高陶瓷坯体制备操作的便捷性。
26.综上所述,本技术包括以下至少一种有益技术效果:1.外下磁性件与内磁性件之间磁性相斥、外周磁性件与内磁性件之间磁性相斥,以使内模悬浮,有利于坯体一次成型,从而有利于提高坯体制备操作的便捷性;2.外周磁性件可沿内模的高度方向和周向调节,有利于提高外周磁性件位置调节的便捷性,从而有利于外周磁性件与内磁性件对齐,以提高外周磁性件与内磁性件之间磁性配合的精确性;3.进液管可提高内模与外模之间位置对应的精确性,同时,由进液管向内模的内部注入液体,有利于提高内模的溶化速度。
附图说明
27.图1是用于展示相关技术中一种陶瓷制备用模具的整体结构的剖视示意图。
28.图2是本技术一种悬浮消失模模具的实施例1的整体结构示意图。
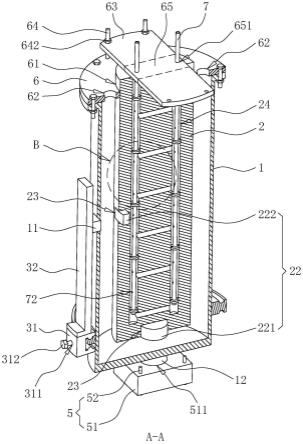
29.图3是沿图2中a-a线的剖视示意图。
30.图4是图3中的b部放大图。
31.图5是本技术一种悬浮消失模模具的实施例2的整体结构示意图。
32.图6是用于展示图5中的外周磁性件与固定杆之间连接结构的爆炸示意图。
33.图中,1、外模;11、外周磁性件;12、外下磁性件;2、内模;21、支撑杆;22、内磁性件;221、内下磁性件;222、内上磁性件;23、嵌置槽;24、进液孔;25、流通通道;3、固定组件;31、调节块;311、固定螺孔;312、固定螺钉;32、固定杆;321、调节槽;3211、让位槽;322、调整块;323、调节螺柱;3231、固定块;4、滑轨;5、锁固组件;51、锁固块;511、锁固槽;52、锁固螺钉;6、封盖板;61、对接孔;62、注浆孔;63、安装板;64、安装螺杆;641、支撑块;642、压紧块;65、支撑板;651、安装孔;7、进液管;71、支撑环;711、透气孔;72、出液孔。
具体实施方式
34.以下结合附图2-附图6,对本技术作进一步详细说明。
35.实施例1一种悬浮消失模模具,参照图2和图3,包括外模1和内模2;外模1为上端开口的壳体,内模2位于外模1的内部。内模2设置有内磁性件22;本实施例中,内磁性件22包括内下磁性件221和位于内下磁性件221的上方的多个内上磁性件222。内上磁性件222和内下磁性件221均为永磁铁。内模2的下端壁和周壁均一体成型有嵌置槽23,位于内模2的周壁上的嵌置槽23沿内模2的周向依次设置有多个,且内模2周壁上的嵌置槽23与内上磁性件222一一对应;每个内上磁性件222均嵌设于对应的嵌置槽23内。内下磁性件221嵌设于内模2的下端壁的嵌置槽23内。本实施例中,内上磁性件222的数量为三个。
36.参照图2和图3,外模1的周壁沿其周向依次均匀设置有至少三组外周磁性件11。本实施例中,外周磁性件11的组数为三组,且每组中的外周磁性件11的数量均为一个;且外周磁性件11与内上磁性件222一一对应。在另一实施例中,每组中的外周磁性件11的数量也可以时两个或三个或者更多个。
37.参照图2和图3,外模1位于每组外周磁性件11的位置均设置有固定组件3;固定组件3包括调节块31和固定杆32。外模1的下端的外周壁沿其周向焊接固定有滑轨4;调节块31与滑轨4滑移连接。固定杆32的一端与调节块31焊接固定,另一端向上延伸设置。本实施例中,外周磁性件11包括永磁铁。固定杆32为铁杆;在另一实施例中,固定杆32的材质也可以使其他铁磁性材质。外周磁性件11可吸附于固定杆32的朝向外模1方向的侧壁。通过调节外周磁性件11的上下位置以及调节块31的位置,可使外周磁性件11与对应的内上磁性件222对齐。外周磁性件11与内上磁性件222的相互靠近的一侧的极性相同,以使外周磁性件11与对应的内上磁性件222之间磁性相斥,从而可使内模2的周壁与外模1的内周壁之间形成间隔。在另一实施例中,外周磁性件11也可以是电磁铁。
38.参照图3,调节块31沿滑轨4的径向贯穿开设有固定螺孔311,固定螺孔311的内侧壁螺纹连接有固定螺钉312。转动固定螺钉312,固定螺钉312可抵紧滑轨4,以固定调节块31,从而固定固定杆32。
39.参照图3,内模2的下表面设置有锁固组件5;锁固组件5锁固块51和锁固螺钉52。锁固块51的上表面开设有锁固槽511,锁固槽511内嵌设有外下磁性件12;锁固螺钉52沿上下方向贯穿插设于锁固块51,且锁固螺钉52的上端与外模1螺纹连接,以固定锁固块51,从而固定外下磁性件12。本实施例中,外下磁性件12包括永磁铁;在另一实施例中,外下磁性件12也可以是电磁铁。外下磁性件12与内下磁性件221的相互靠近的一侧的磁性相同,以使外下磁性件12与内下磁性件221之间磁性相斥,从而可使内模2的下端壁与外模1的内底壁之间形成间隔。
40.参照图2和图3,外模1的上端通过法兰固定连接有封盖板6,封盖板6的上表面向下贯穿开设有对接孔61;内模2的上端插设于对接孔61内,且内模2的周壁与对接孔61的内侧壁贴合。封盖板6的上表面贯穿开设有注浆孔62;浆料可由注浆孔62注入外模1内,以填充内模2与外模1之间的间隔,以成型所需要的坯体。本实施例中,注浆孔62沿外模1的周向依次均匀设置有两个,以供由两个注浆孔62同时注料,以便于提高浆料在外模1内分布的均匀性,从而有利于提高内模2各侧受力的均匀性。在另一实施例中,注浆孔62的数量也可以是
一个或者三个或者其他数量个。
41.参照图2和图3,内模2的上方位置设置有安装板63;封盖板6位于对接孔61的两侧位置的上表面均焊接固定有安装螺杆64,安装螺杆64远离封盖板6的一端向上延伸并贯穿安装板63。安装螺杆64的外周壁螺纹连接有支撑块641,支撑块641位于安装板63的下方,以支撑安装板63。安装螺杆64位于安装板63的上方的周壁螺纹连接有压紧块642,以压紧安装板63,从而使安装板63抵紧内模2的上端壁,以限制内模2的下端壁与外模1的内底壁之间的间隔,减小内模2被注入的浆料向上抵推的可能性。
42.参照图3和图4,封盖板6设置有支撑板65,支撑板65位于对接孔61的正上方的位置;本实施例中,支撑板65与安装板63一体成型。支撑板65贯穿开设有安装孔651;内模2位于安装孔651位置的上端壁向下一体成型有进液孔24;安装孔651内插设有进液管7,进液管7的上端的外周壁与安装孔651的内侧壁焊接固定,进液管7的下端位于进液孔24内。进液管7的外周壁焊接固定有支撑环71,支撑环71沿进液管7的轴向依次设置有多个。支撑环71的周壁与进液孔24的内侧壁贴合,以支撑进一步内模2,减小内模2的下端因浆料的挤压而发生歪斜、变形的风险。在另一实施例中,支撑板65也可以与封盖板6或安装板63通过螺钉固定连接。
43.参照图3和图4,进液管7位于相邻两个支撑环71之间位置的外周壁贯穿开设有多个出液孔72;进液孔24的内侧壁一体成型有多个流通通道25,流通通道25与进液孔24相通;支撑环71沿进液管7的轴向贯穿开设有透气孔711,以使进液孔24与对应的任一流通通道25均相通。
44.参照图3和图4,本实施例中,内模2通过3d打印的工艺制得,且内模2的材质包括可溶性材质,具体包括聚乙烯醇。当外模1与内模2之间的浆料凝固后,可由进液管7向进液孔24内通入水液,水液可流入流通通道25和进液孔24内,以使内模2溶化,以减小拆卸内模2对成型后的坯体的损坏。在另一实施例中,内模2的材质也可以包括聚丙烯酰胺或者其他水溶性材质。在另一实施例中,内模2的材质也可以包括聚乙烯醇缩丁醛或聚酰胺树脂或者其他醇溶性材质;内模2的材质还可以包括聚乙烯或聚丙烯或者其他酮溶性材质;脱模时,向进液管7内通入对应的醇溶剂或酮溶剂即可使内模2溶化。在另一实施例中,内模2也可以通过凝胶注模的工艺制得;制备内模2时,可在对应的浆料中添加水溶性或醇溶性或酮溶性材质,以便于后期的脱模操作。
45.在另一实施例中,内磁性件22也可以仅包括内下磁性件221;通过使外下磁性件12与对应的内下磁性件221的下端磁性相斥,外周磁性件11与内下磁性件221的上端磁性相斥,以使内模2与外模1之间形成间隔。在另一实施例中,内磁性件22也可以在内模2成型的过程中添加至内模2的内部,以便于使内模2的表面保持平整。在另一实施例中,内磁性件22还可以是磁粉;磁粉与成型内模2的原料混合,以使内模2整体上具有磁性。
46.本实施例还公开了一种基于悬浮消失模模具制备陶瓷的方法,其包括如下的步骤:s1、内模2制备:使用可溶性材质制得内模2,同时,在内模2内设置内磁性件22。本实施例中,内模2通过3d打印的工艺制得;在另一实施例中,内模2也可以通过凝胶注模或其他工艺制得;s2、设置隔离层:内模2成型后,在内模2的表面涂覆pvb溶液,以形成pvb层;然后在
内模2的表面包覆铝箔纸;pvb层和铝箔纸配合,共同形成隔离层,以减小外模1内的浆料中的物质向内模2内渗透的可能性;s3、模具装配:将内模2的下端插入外模1内;然后调整外周磁性件11的位置或更换外周磁性件11或者更换外下磁性件12,以使内模2悬浮在预定的位置,从而使内模2与外模1之间形成用于成型所需坯体的注浆间隔;s31、内模2悬浮后,安装封盖板6和安装板63,以进一步固定内模2,同时将进液管7插入进液孔24内;s4、注浆:由注浆孔62向外模1内注入陶瓷浆料,以填充内模2与外模1之间的间隔;陶瓷浆料凝固后形成陶瓷坯体;s5、拆模:向进液管7内注水,以使内模2溶化;当内模2松散后,即可打开封盖板6,以将全部的内模2材料及pvb层和铝箔纸清理出来;最后再将陶瓷坯体由外模1内取出;s6、烧制:对陶瓷坯体进行烧结,以制得成品陶瓷产品。
47.s5步骤中,也可以不断向进液管7内通入水液,直至内模2的材料完全溶化,再将封盖板6打开。
48.实施例2本实施例与实施例1的区别之处在于:参照图5和图6,固定杆32的朝向外模1方向的侧壁开设有调节槽321,调节槽321的长度方向沿固定杆32的长度方向设置。调节槽321的内侧壁滑移连接有调整块322;外周磁性件11通过螺钉与调整块322固定连接。本实施例中,外周磁性件11包括电磁铁,在另一实施例中,外周磁性件11也可以是永磁铁。调节槽321的底壁沿调节槽321的深度方向贯穿开设有让位槽3211,让位槽3211内设置有调节螺柱323;调节螺柱323靠近调整块322的一端与调整块322焊接固定,调节螺柱323远离调整块322且位于让位槽3211的外部的一端的周壁螺纹连接有固定块3231。转动固定块3231,固定块3231可与固定杆32背离调节槽321的一侧的侧壁抵紧,以固定调节块31,从而固定外周磁性件11。
49.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。