1.本发明涉及助焊剂添加设备领域,特别是涉及一种助焊剂补给装置。
背景技术:
2.助焊剂是指在焊接工艺中能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质。
3.现有技术中,为了实现助焊剂的添加,一般采用输送泵将助焊剂储罐内的助焊剂添加至助焊剂盒中,助焊剂的添加量不容易控制,且设备复杂,成本高,控制不便。
4.因此,如何提高助焊剂补给装置的便捷性,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.本发明的目的是提供一种助焊剂补给装置,可保证助焊剂的添加量控制准确,操作便捷,成本低。
6.为实现上述目的,本发明提供如下技术方案:
7.一种助焊剂补给装置,包括:
8.涂抹工装,用于承载工件;
9.存储部件,用于存储助焊剂,并密封设置;
10.移动组件,用于支撑所述存储部件,且所述存储部件可跟随所述移动组件沿纵向移动;
11.联通管,所述联通管的第一端与所述存储部件联通,第二端可开闭,所述助焊剂可根据u型管原理由所述联通管的第一端流至第二端;
12.添加管和助焊剂添加阀,所述添加管的一端与所述联通管的预设位置通过所述助焊剂添加阀连接,另一端悬置于所述涂抹工装上方,所述助焊剂添加阀开启后,所述联通管内的助焊剂可在重力作用下从所述助焊剂添加阀流出至所述涂抹工装内;
13.控制器,用于控制所述助焊剂添加阀以及所述联通管第二端的开闭。
14.优选地,还包括添加导通阀,所述添加导通阀安装在所述联通管的第二端,所述添加导通阀可供气体沿所述联通管的第二端进入。
15.优选地,所述添加导通阀为单向阀。
16.优选地,还包括支撑组件,所述存储部件安装在所述支撑组件上,且所述存储部件可相对于所述支撑组件移动。
17.优选地,所述支撑组件包括支撑杆、滑块和位于所述支撑杆与所述滑块之间的滚珠,所述存储部件固设在所述滑块上,所述滑块可沿所述支撑杆的延伸方向移动。
18.优选地,还包括添加完成感应器,所述添加完成感应器的安装高度与所述助焊剂添加阀的安装高度相同,所述控制器还用于在所述添加完成感应器感应到助焊剂添加完成后,控制所述助焊剂添加阀关闭。
19.优选地,还包括工件感应器,所述工件感应器用于感应所述工件是否放置在所述涂抹工装上。
20.优选地,所述移动组件包括助力弹性部件和助力约束部件,所述助力弹性部件为预压缩弹性部件,所述弹性部件可推动所述存储部件上移,在所述存储部件移动到位后,所述助力约束部件可将所述助力弹性部件锁止。
21.优选地,还包括等液位阀和定量补给感应器,所述等液位阀安装在所述联通管的第二端,所述控制器还用于在所述定量补给感应器感应到助焊剂上料完成后,控制所述等液位阀关闭。
22.优选地,还包括换气阀和密封盖,所述密封盖用于密封所述存储部件,所述换气阀安装在所述存储部件的顶部;所述控制器还用于在需要上料时,控制所述换气阀开启,并在所述定量补给感应器感应到助焊剂上料完成后,控制所述换气阀关闭。
23.本发明所提供的助焊剂补给装置,包括:涂抹工装,用于承载工件;存储部件,用于存储助焊剂,并密封设置;移动组件,用于支撑所述存储部件,且所述存储部件可跟随所述移动组件沿纵向移动;联通管,所述联通管的第一端与所述存储部件联通,第二端可开闭,所述助焊剂可根据u型管原理由所述联通管的第一端流至第二端;添加管和助焊剂添加阀,所述添加管的一端与所述联通管的预设位置通过所述助焊剂添加阀连接,另一端悬置于所述涂抹工装上方,所述助焊剂添加阀开启后,所述联通管内的助焊剂可在重力作用下从所述助焊剂添加阀流出至所述涂抹工装内;控制器,用于控制所述助焊剂添加阀以及所述联通管第二端的开闭。本发明所提供的助焊剂补给装置,利用u型管原理,随着所述存储部件的上移,可实现助焊剂自动向所述联通管的第二端流动,然后通过开启所述助焊剂添加阀,所述助焊剂可在重力作用下自动流动至所述添加管内,从而流落至所述涂抹工装上,实现自动上料、自动出料的过程,控制精度高,操作便捷。
24.在一种优选实施方式中,所述移动组件包括助力弹性部件和助力约束部件,所述助力弹性部件为预压缩弹性部件,所述弹性部件可推动所述存储部件上移,在所述存储部件移动到位后,所述助力约束部件可将所述助力弹性部件锁止。上述设置,通过预压缩的所述弹性部件,推动所述存储部件上移,完成自动上料过程,可实现无动力驱动,助焊剂自动补给的目的,有效的简化设备,降低成本。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
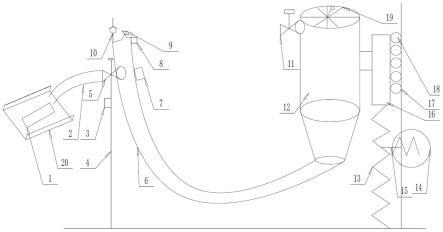
26.图1为本发明所提供的助焊剂补给装置一种具体实施方式的结构示意图;
27.其中:工件-1;添加管-2;工件感应器-3;固定柱-4;助焊剂添加阀-5;联通管-6;添加完成感应器-7;定量补给感应器-8;等液位阀-9;添加导通阀-10;换气阀-11;存储部件-12;助力弹性部件-13;助力锁止电机-14;助力约束部件-15;滑块-16;支撑杆-17;滚珠-18;密封盖-19;涂抹工装-20。
具体实施方式
28.本发明的核心是提供一种助焊剂补给装置,该助焊剂补给装置能够实现助焊剂的自动添加,控制准确,成本低,使用效果好。
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.请参考图1,图1为本发明所提供的助焊剂补给装置一种具体实施方式的结构示意图。
31.在该实施方式中,助焊剂补给装置包括:
32.涂抹工装20,用于承载工件1;即工件1放置在涂抹工装20上,涂抹工装20可放置在支撑主体上;
33.存储部件12,用于存储助焊剂,并密封设置;存储部件12可以为筒状,优选为锥形筒;
34.移动组件,用于支撑存储部件12,且存储部件12可跟随移动组件沿纵向移动;移动组件通过推动存储部件12上移,改变存储部件12内部助焊剂液位的改变,进而方便上料;
35.联通管6,联通管6的第一端与存储部件12联通,第二端可开闭,助焊剂可根据u型管原理由联通管6的第一端流至第二端;具体的,联通管6第二端的开闭可通过阀门实现;
36.添加管2和助焊剂添加阀5,添加管2的一端与联通管6的预设位置通过助焊剂添加阀5连接,另一端悬置于涂抹工装20上方,助焊剂添加阀5开启后,联通管6内的助焊剂可在重力作用下从助焊剂添加阀5流出至涂抹工装20内;具体的,且联通管6内位于预设位置与联通管6的第二端之间的体积等于助焊剂单次目标添加量的体积,便于助焊剂添加量的控制;
37.控制器,用于控制助焊剂添加阀5以及联通管6第二端的开闭,具体的,当检测到工件1放置到位后,控制助焊剂添加阀5开启,并开通联通管6的第二端,同时保持存储部件12的密闭性,此时,联通管6内位于助焊剂添加阀5和联通管6第二端处于联通状态,其内部的助焊剂会在重力的作用下流动至添加管2内,完成出料,即完成助焊剂补给过程。
38.本发明所提供的助焊剂补给装置,利用u型管原理,随着存储部件12的上移,可实现助焊剂自动向联通管6的第二端流动,然后通过开启助焊剂添加阀5,助焊剂可在重力作用下自动流动至添加管2内,从而流落至涂抹工装20上,实现自动上料、自动出料的过程,控制精度高,操作便捷。
39.在一些实施方式中,还包括添加导通阀10,添加导通阀10安装在联通管6的第二端,添加导通阀10可供气体沿联通管6的第二端进入,方便出料。
40.优选的,添加导通阀10为单向阀,即仅可供气体进入联通管6内,连通管内的气体或者助焊剂不会从添加导通阀10内流出,保证使用的可靠性,且单向阀的成本低。
41.在一些实施方式中,还包括支撑组件,存储部件12安装在支撑组件上,且存储部件12可相对于支撑组件移动。具体的,支撑组件包括支撑杆17、滑块16和位于支撑杆17与滑块16之间的滚珠18,存储部件12固设在滑块16上,滑块16可沿支撑杆17的延伸方向移动。具体的,滑块16与支撑杆17之间的运动,可通过滚珠18实现,通过支撑组件的设置,可以限制存
储部件12的移动方向,且起到一定的支撑作用。
42.在一些实施方式中,还包括添加完成感应器7,添加完成感应器7的安装高度与助焊剂添加阀5的安装高度相同,控制器还用于在添加完成感应器7感应到助焊剂添加完成后,控制助焊剂添加阀5关闭。具体的,联通管6内位于预设位置与联通管6的定量补给感应器8之间的体积等于助焊剂单次目标添加量的体积,从而确保每次出料的助焊剂的体积一致。优选的,添加完成感应器7为光电开关,通过判断添加完成感应器7的位置是否还有助焊剂,当检测不到助焊剂时,即添加完成感应器7可以接收到光电信号时,说明助焊剂出料完成,控制器便可控制助焊剂添加阀5关闭。
43.在一些实施方式中,还包括工件感应器3,工件感应器3用于感应工件1是否放置在涂抹工装20上;具体的,工件感应器3同样可以选择光电开关,或者可以选择到位传感器。
44.在一些实施方式中,移动组件包括助力弹性部件13和助力约束部件15,助力弹性部件13为预压缩弹性部件,弹性部件可推动存储部件12上移,在存储部件12移动到位后,助力约束部件15可将助力弹性部件13锁止。具体的,助力弹性部件13的预压缩,可以通过存储部件12的重量来实现。上述设置,通过预压缩的弹性部件,推动存储部件12上移,完成自动上料过程,可实现无动力驱动,助焊剂自动补给的目的,有效的简化设备,降低成本。
45.助力弹性部件13优选为弹簧,助力约束部件15为气缸,通过气缸的伸缩,锁止或解锁弹性部件,或者助力约束部件15包括顶杆和助力锁止电机,助力锁止电机在接收到锁止信号后,控制顶杆移动至与弹性部件卡接,防止弹性部件继续移动。
46.在一些实施方式中,还包括等液位阀9和定量补给感应器8,等液位阀9安装在联通管6的第二端,控制器还用于在定量补给感应器8感应到助焊剂上料完成后,控制等液位阀9关闭。为了方便控制,等液位阀9优选为电控阀,如电磁阀或者气控阀。优选的,定量补给感应器8为光电开关,判断定量补给感应器8的位置是否有助焊剂,当定量补给感应器8检测到助焊剂时,即添加完成感应器7无法接收到光电信号时,说明助焊剂上料完成,控制器便可控制等液位阀9关闭。进一步,添加导通阀10的作用也可以借助等液位阀9实现,即无需设置添加导通阀10,而是借助等液位阀9的开闭实现出料。
47.具体的,存储部件12移动到位是指联通管6内的助焊剂流动至定量补给感应器8的位置时,存储部件12即可认定为移动到位。当然,也可以通过控制存储部件12向上移动的固定距离来控制,例如,每次上移高度h,即可认定为移动到位,采用该方式时,移动组件可以采用气缸或者电缸,通过气缸或者电缸直接驱动存储部件12向上移动;上移高度h不易过大,导致助焊剂的流动速度过快,不利于定量补给感应器8的检测;需要说明的是,能够辅助助焊剂流动至联通管6的第二端位置的方式均可,并不局限于本实施例所给出的断定方式。
48.在一些实施方式中,还包括密封盖19,密封盖19用于密封存储部件12,保证存储部件12的密封性。
49.在一些实施方式中,还包括换气阀11,换气阀11安装在存储部件12的顶部;控制器还用于在需要上料时,控制换气阀11开启,此时等液位阀9同样处于开启状态,并在定量补给感应器8感应到助焊剂上料完成后,控制换气阀11关闭。
50.在一种具体实施例中,助焊剂存放在存储部件12内,当存储部件12内添加有助焊剂时,由于重力的作用,助力弹性部件13被压缩,存储部件12固定在滑块16上,滑块16通过滚珠18同支撑杆17相连接,密封盖19对存储部件12进行密封;在需要出料时,即需要助焊剂
补给时,工件1放置到涂抹工装20上,工件感应器3感应到工件1到位,助焊剂添加阀5和添加导通阀10开启,助焊剂添加阀5上部的助焊剂顺着添加管2流到工件1上,当添加完成感应器7感应到无助焊剂流动时,助焊剂添加阀5关闭、添加导通阀10关闭。在需要上料时,换气阀11开启、等液位阀9开启,助力锁止电机运行,助力约束器弹开,由于完成一次添加,助焊剂的重量变小,助力弹性部件13伸张运动,存储部件12内助焊剂的液位相对上升,存储部件12同联通管6由于联通器原理形成相同的液位,当定量补给感应器8感应到助焊剂时,等液位阀9关闭、换气阀11关闭,助力锁止电机停止运行,助力约束器复位,再次与助力弹性部件13卡接,例如,可以通过气缸的端部与复位弹性部件的一端抵接,约束助力弹性部件13停止运行,存储部件12不再继续上移。具体的,工件感应器3和助焊剂添加阀5固定在固定柱4上,保证稳定性。
51.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
52.以上对本发明所提供的助焊剂补给装置进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。