1.本发明涉及超声波加工技术领域,特别是涉及一种超声辅助纵扭振动加工装置。
背景技术:
2.随着科技的不断发展,以先进陶瓷、光学玻璃、合金材料、纤维增强复合材料、颗粒增强复合材料、高分子聚合物材料等为代表的高性能材料,因其优异的力学、物理、化学等性能,在航空航天、医疗器械、武器装备、精密仪器、新能源等重要领域得到广泛应用,而切削加工是高性能材料加工的重要方式之一。由这些材料加工出来的零部件,往往需要在严苛的环境下服役,这为材料的加工精度和表面完整性提出了很高的要求。然而,由于各类材料本身的特殊属性,使用传统切削加工技术极易造成这些材料的表面缺陷,影响加工的表面完整性和加工精度,而且切削加工时会加剧刀具的磨损,造成刀具更换频繁、加工成本的提高。例如,以先进陶瓷、光学玻璃为代表的高脆性材料,由于材料本身的硬脆属性,切削时会加剧刀具磨损,影响加工精度,且加工后的材料极易出现崩边、撕裂等缺陷,使废品率和加工成本增加;以橡胶等高分子聚合物材料为代表的高塑性材料,由于材料的弹性恢复快,切削时难以控制尺寸和形状进度,且连续切削时,切屑容易缠绕在刀具上,影响加工的顺利进行;以钛合金和碳纤维增强复合材料形成的叠层材料为代表的高度难加工材料,由于两种材料的物理、化学和机械加工性能相差较大,切削时刀具磨损严重,加工后材料尺寸精度较差,出现毛刺、分层等缺陷,提高了废品率和加工成本。
3.基于此,有必要发明一种超声辅助纵扭振动加工装置,以解决现有各类高性能材料切削加工精度低、表面完整性差、加工成本高等问题。
技术实现要素:
4.鉴于上述现有技术的不足,本发明的目的在于提供一种超声辅助纵扭振动加工装置,旨在解决现有对高性能材料的加工容易出现产品精度差,表面完整性差,加工成本高的问题。
5.本发明的技术方案如下:
6.一种超声辅助纵扭振动加工装置,其中,包括刀柄、振动刀头和电能传输结构,所述刀柄上形成有安装槽;所述振动刀头与所述刀柄连接,位于所述安装槽内,所述振动刀头上设有纵向振动压电陶瓷和扭转振动压电陶瓷;所述电能传输结构设于所述刀柄的外表面上,所述电能传输结构与所述振动刀头电连接,用于驱动所述纵向振动压电陶瓷产生纵向振动和驱动所述扭转振动压电陶瓷产生扭转振动。
7.所述的超声辅助纵扭振动加工装置,其中,所述振动刀头包括:超声变幅杆和固定杆,所述超声变幅杆与所述刀柄连接,一端朝向所述安装槽内延伸,另一端朝向所述安装槽外延伸,用于放大超声纵向振动和扭转振动;所述固定杆与所述超声变幅杆上朝向所述安装槽内的端部连接;所述纵向振动压电陶瓷和所述扭转振动压电陶瓷的形状均为环状;所述振动刀头还包括:电极片、中盖板和后盖板,所述扭转振动压电陶瓷、所述电极片、所述中
盖板、所述纵向振动压电陶瓷和所述后盖板沿背离所述超声变幅杆的方向依次套设在所述固定杆上。
8.所述的超声辅助纵扭振动加工装置,其中,所述固定杆包括杆体和绝缘管套,所述杆体与所述超声变幅杆连接,所述绝缘管套包裹在所述杆体的侧表面上;所述绝缘管套为热缩绝缘管套。
9.所述的超声辅助纵扭振动加工装置,其中,所述超声变幅杆上形成有螺纹孔;所述固定杆与所述超声变幅杆连接的一端设有固定螺纹,所述固定螺纹与所述螺纹孔螺接;所述后盖板上形成有中孔和固定凹槽,所述中孔背离所述扭转振动压电陶瓷的一端形成所述固定凹槽;所述固定杆背离所述超声变幅杆的一端设有固定凸台,所述固定凸台设于所述固定凹槽内;当所述固定杆朝向所述超声变幅杆旋进时,所述固定凸台与所述固定凹槽的底面抵接,用于压紧所述后盖板、所述扭转振动压电陶瓷、所述中盖板、所述电极片和所述纵向振动压电陶瓷。
10.所述的超声辅助纵扭振动加工装置,其中,所述超声变幅杆朝向所述安装槽外的一端形成有容纳槽;所述振动刀头还包括刀具、筒夹和固定螺母,所述筒夹设于所述容纳槽内,用于固定所述刀具;所述固定螺母与所述超声变幅杆螺接,用于固定所述筒夹。
11.所述的超声辅助纵扭振动加工装置,其中,所述刀具上设有螺旋凹槽;所述超声变幅杆的外表面上形成有螺旋槽,所述螺旋槽的轴向方向与所述振动刀头的纵向振动方向相同,所述螺旋槽的旋向与所述螺旋凹槽的旋向相同。
12.所述的超声辅助纵扭振动加工装置,其中,所述安装槽包括连接内腔和容纳内腔,所述连接内腔的口径大于所述容纳内腔的口径,所述连接内腔朝向所述容纳内腔的一端形成连接端面,背离所述容纳内腔的一端设有内螺纹;所述振动刀头还包括端盖,所述端盖的外侧面上形成有与所述内螺纹啮合的外螺纹;所述超声变幅杆的外表面上形成有节点法兰,所述节点法兰一侧与所述连接端面接触,另一侧与所述端盖接触;当所述端盖与所述刀柄螺接时,用于将所述节点法兰抵接固定在所述连接端面上。
13.所述的超声辅助纵扭振动加工装置,其中,所述刀柄的外表面上形成有固定法兰;所述电能传输结构包括设于所述固定法兰上的原边感应组件,以及与所述原边感应组件相对设置的副边感应组件,所述原边感应组件与所述副边感应组件之间的间隙宽度为0-1毫米;所述原边感应组件与所述振动刀头电连接,所述副边感应组件用于与所述原边感应组件产生电磁感应,向所述原边感应组件传输电信号;所述固定法兰上设有通孔,所述原边感应组件上与所述通孔相对的位置形成有螺接槽;所述超声辅助纵扭振动加工装置还包括装配螺栓,所述装配螺栓与所述通孔和所述螺接槽螺接。
14.所述的超声辅助纵扭振动加工装置,其中,所述原边感应组件包括原边绕组支撑件、原边磁芯和原边线圈,所述原边绕组支撑件设于所述固定法兰上,并且所述原边绕组支撑件朝向所述副边感应组件的一侧设有第一凹槽,所述原边磁芯设于所述第一凹槽内;所述原边磁芯朝向所述副边感应组件的一侧设有第二凹槽,所述原边线圈设于所述第二凹槽内,所述原边线圈与所述振动刀头电连接;所述副边感应组件包括副边绕组支撑件、副边磁芯、副边线圈和对抱圆箍,所述副边绕组支撑件朝向所述原边感应组件的一侧设有第三凹槽,所述副边磁芯设于所述第三凹槽内;所述副边磁芯朝向所述原边感应组件的一侧设有第四凹槽,所述副边线圈设于所述第四凹槽内;所述对抱圆箍与所述副边绕组支撑件连接,
位于所述副边绕组支撑件背离所述原边感应组件的一侧;所述对抱圆箍上设有插头,所述插头与所述副边线圈电连接,用于向所述副边线圈输电。
15.本技术还公开了一种如上任一所述的超声辅助纵扭振动加工装置的使用方法,用于机床加工,其中,包括:
16.将刀柄和电能传输结构固定在所述机床的主轴上,将所述电能传输结构与所述机床的超声波发生器电连接;
17.启动所述机床,转动所述刀柄;
18.启动超声波发生器,使所述电能传输结构向振动刀头供电,所述振动刀头进行纵向振动和扭转振动的耦合振动;
19.设定所述耦合振动的频率和超声振动的振幅,对目标工件进行加工。
20.本技术还公开了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其中,所述处理器执行所述计算机程序时实现如上所述的使用方法的步骤。
21.本技术还公开了一种计算机可读存储介质,其上存储有计算机程序,其中,所述计算机程序被处理执行时实现如上所述的使用方法的步骤。
22.与现有技术相比,本发明实施例具有以下优点:
23.本发明公开的超声辅助纵扭振动加工装置应用在机械加工机床上,使用时刀柄固定在机械加工机床的主轴上,电能传输结构也固定在机械加工机床的主轴上,并且电能传输结构与刀柄内设置的振动刀头电连接,通过向振动刀头供电,使振动刀头内的纵向振动压电陶瓷和扭转振动压电陶瓷根据电信号的大小频率发生振动,而同时发生纵向振动和扭转振动,即产生纵扭耦合振动,基于上述过程,与现有切削加工相比,本发明所公开的超声辅助纵扭振动加工装置,实现了各类高性能材料的高质量、低成本的超声频纵扭复合振动切削加工,由此具备了如下优点:其一,本发明通过纵向振动压电陶瓷和扭转振动压电陶瓷分别为装置提供纵向振动和扭转振动,可实现超声纵扭耦合振动,增加加工精度,提高工件的表面完整性,降低加工成本;其二,本发明可通过超声波发生器连接电能传输结构,实现纵扭同频和纵扭不同频多种耦合振动切削模式的主动调控,且纵扭复合振动的振幅可调,灵活性高,可满足不同材料的加工需求。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1为本发明中超声辅助纵扭振动加工装置的结构示意图;
26.图2为本发明中超声辅助纵扭振动加工装置的轴向剖面图;
27.图3为本发明中振动刀头的剖面图;
28.图4为本发明中刀柄的剖面图;
29.图5为本发明中固定杆的结构示意图;
30.图6为本发明中超声变幅杆的正视图;
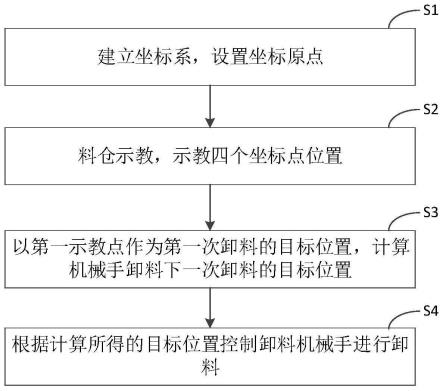
31.图7为本发明中超声辅助纵扭振动加工装置的使用方法的流程图。
32.其中,1000、刀柄;1100、安装槽;1110、连接内腔;1111、连接端面;1112、内螺纹;1120、容纳内腔;1200、固定法兰;1210、通孔;1300、连接孔;1400、拉钉;2000、振动刀头;2100、纵向振动压电陶瓷;2200、扭转振动压电陶瓷;2300、超声变幅杆;2310、螺纹孔;2320、容纳槽;2330、螺旋槽;2340、节点法兰;2400、固定杆;2410、杆体;2420、绝缘管套;2430、固定螺纹;2440、固定凸台;2500、电极片;2600、中盖板;2700、后盖板;2710、中孔;2720、固定凹槽;2800、刀具;2810、螺旋凹槽;2900、筒夹;2910、固定螺母;2920、端盖;2921、外螺纹;3000、电能传输结构;3100、原边感应组件;3110、螺接槽;3120、原边绕组支撑件;3130、原边磁芯;3140、原边线圈;3200、副边感应组件;3210、副边绕组支撑件;3220、副边磁芯;3230、副边线圈;3240、对抱圆箍;3250、插头;4000、装配螺栓。
具体实施方式
33.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.以先进陶瓷、光学玻璃为代表的高脆性材料,以橡胶等高分子聚合物材料为代表的高塑性材料,以钛合金和碳纤维增强复合材料形成的叠层材料为代表的高度难加工材料等,这些材料加工出来的零部件,往往需要在严苛的环境下服役,例如航空航天领域、精密仪器领域、新材料领域等等,这为材料的加工精度和表面完整性提出了很高的要求。
35.但是,由于各类材料本身的特殊属性,会对加工的表面完整性和加工精度产生影响,例如对高脆性材料加工时,由于材料本身的硬脆属性,切削时会加剧刀具磨损,影响加工精度,且加工后的材料极易出现崩边、撕裂等缺陷,使废品率和加工成本增加;对高塑性材料加工时,由于材料的弹性恢复快,切削时难以控制尺寸和形状进度,且连续切削时,切屑容易缠绕在刀具上,影响加工的顺利进行;对高度难加工材料加工时,由于两种材料的物理、化学和机械加工性能相差较大,切削时刀具磨损严重,加工后材料尺寸精度较差,出现毛刺、分层等缺陷,提高了废品率和加工成本。
36.参阅图1、图2和图3,本发明申请的一实施例中,公开了一种超声辅助纵扭振动加工装置,其中,包括刀柄1000、振动刀头2000和电能传输结构3000,所述刀柄1000上形成有安装槽1100;所述振动刀头2000与所述刀柄1000连接,位于所述安装槽1100内,所述振动刀头2000上设有纵向振动压电陶瓷2100和扭转振动压电陶瓷2200;所述电能传输结构3000设于所述刀柄1000的外表面上,所述电能传输结构3000与所述振动刀头2000电连接,用于驱动所述纵向振动压电陶瓷2100产生纵向振动和驱动所述扭转振动压电陶瓷2200产生扭转振动。
37.本实施例公开的超声辅助纵扭振动加工装置应用在机械加工机床上,使用时刀柄1000固定在机械加工机床的主轴上,电能传输结构3000也固定在机械加工机床的主轴上,并且电能传输结构3000与刀柄1000内设置的振动刀头2000电连接,通过向振动刀头2000供电,使振动刀头2000内的纵向振动压电陶瓷2100和扭转振动压电陶瓷2200根据电信号的大小频率发生振动,而同时发生纵向振动和扭转振动,即产生纵扭耦合振动,基于上述过程,与现有切削加工相比,本实施例所公开的超声辅助纵扭振动加工装置,实现了各类高性能
材料的高质量、低成本的超声频纵扭复合振动切削加工,由此具备了如下优点:其一,本实施例通过纵向振动压电陶瓷2100和扭转振动压电陶瓷2200分别为装置提供纵向振动和扭转振动,可实现超声纵扭耦合振动,增加加工精度,提高工件的表面完整性,降低加工成本;其二,实际使用时,本实施例可通过超声波发生器连接电能传输结构,实现纵扭同频和纵扭不同频多种耦合振动切削模式的主动调控,且纵扭复合振动的振幅可调,灵活性高,可满足不同材料的加工需求。
38.如图1和图4所示,作为本实施例的一种实施方式,公开了所述刀柄1000安装在机械加工机床的主轴上,所述刀柄1000上背离所述安装槽1100的一端设有连接孔1300,所述连接孔1300内设有拉钉1400,通过拉钉1400与所述主轴连接。本实施例中的刀柄1000型号可采用bt40刀柄1000。
39.如图3所示,作为本实施例的另一种实施方式,公开了所述振动刀头2000包括:超声变幅杆2300和固定杆2400,所述超声变幅杆2300与所述刀柄1000连接,一端朝向所述安装槽1100内延伸,另一端朝向所述安装槽1100外延伸,用于放大超声纵向振动和扭转振动;组装时,将超声变幅杆2300从安装槽1100的开口插入,超声变幅杆2300的外侧面与安装槽1100的侧壁接触,使超声变幅杆2300悬空固定在安装槽1100内部。利用超声变幅杆2300将两种振动进一步放大,区别于斜槽式超声波刀柄,可提供更大振幅和扭纵比的纵扭复合振动,有利于抑制切削过程中毛刺、分层等缺陷的产生,降低刀具的磨损,降低加工成本。
40.具体的,所述固定杆2400与所述超声变幅杆2300上朝向所述安装槽1100内的端部连接;固定杆2400起到固定和确保振动刀头2000各部件同轴度的作用;所述纵向振动压电陶瓷2100和所述扭转振动压电陶瓷2200的形状均为环状;所述振动刀头2000还包括:电极片2500、中盖板2600和后盖板2700,所述扭转振动压电陶瓷2200、所述电极片2500、所述中盖板2600、所述纵向振动压电陶瓷2100和所述后盖板2700沿背离所述超声变幅杆2300的方向依次套设在所述固定杆2400上。本实施例中电极片2500、中盖板2600和后盖板2700的中间位置都镂空形成穿孔,用于穿过固定杆2400,通过固定杆2400串联起各个部件,以形成振动刀头2000整体结构,纵向振动压电陶瓷2100和扭转振动压电陶瓷2200产生纵扭耦合振动可以传导到超声变幅杆2300上,然后再传至刀具,传导过程中超声变幅杆2300有放大超声纵扭耦合振动的作用,则振动刀头2000可以提供更大振幅和扭纵比的超声振动,有利于进行超声切削,抑制加工过程中毛刺、分层等缺陷的产生,降低磨损。在本实施例中通过堆叠的方式组装纵向振动压电陶瓷2100和扭转振动压电陶瓷2200,组合方式简单,容易实现,方便进行纵向振动和扭转振动耦合。
41.具体的,本实施例中将固定杆2400设置在超声变幅杆2300上朝向安装槽1100内的端部,即固定杆2400的位置位于安装槽1100内,同理,纵向振动压电陶瓷2100、扭转振动压电陶瓷2200、电极片2500、中盖板2600和后盖板2700等零部件也被固定在安装槽1100内,从而与外界隔绝,保护振动刀头2000的结构。
42.其次,本实施例中通过电极片2500与电能传输结构3000电连接,接收交流电信号至纵向振动压电陶瓷2100和扭转振动压电陶瓷2200,从而实现纵向和扭转振动的产生;设置中盖板2600位于纵向振动压电陶瓷2100和扭转振动压电陶瓷2200之间,以减少纵向振动和扭转振动之间的相互干扰,保持振动刀头2000的纵向振动效率和扭转振动效率。
43.如图5所示,作为本实施例的另一种实施方式,公开了所述固定杆2400包括杆体
2410和绝缘管套2420,所述杆体2410与所述超声变幅杆2300连接,所述绝缘管套2420包裹在所述杆体2410的侧表面上。本实施例中纵向振动压电陶瓷2100和扭转振动压电陶瓷2200上都会施加高电压,设置绝缘管套2420将杆体2410与纵向振动压电陶瓷2100和扭转振动压电陶瓷2200分隔开,以避免造成短路,提高装置的安全性;另外,纵向振动压电陶瓷2100和扭转振动压电陶瓷2200都是套在杆体2410上的,所以在杆体2410上套上绝缘管套2420有利于提高杆体2410上各部件装配的同轴度,提高装置上能量传递的稳定性;具体的,杆体2410如果是通过螺接、卡接、插接等方式与超声变幅杆2300连接的,减少杆体2410的振动还可以降低杆体2410松动的几率,使杆体2410与超声变幅杆2300连接稳定。
44.需要说明的是,本实施例中公开的热缩绝缘管套包括聚酯类绝缘管套、交联聚乙烯类绝缘管套、聚合物凝胶类绝缘管套等等,但本发明的保护范围并不局限于此,其他类型的热缩绝缘材料能达到本技术公开的技术效果,也可用作本技术的绝缘管套2420,作为本发明构思的等同替换,也应在本技术保护的范围之内。
45.如图3和图5所示,作为本实施例的另一种实施方式,公开了所述超声变幅杆2300上形成有螺纹孔2310;所述固定杆2400与所述超声变幅杆2300连接的一端设有固定螺纹2430,所述固定螺纹2430与所述螺纹孔2310螺接。本实施例中公开的固定杆2400与超声变幅杆2300螺接可拆卸,有利于制造振动刀头2000时先将纵向振动压电陶瓷2100、扭转振动压电陶瓷2200、电极片2500、中盖板2600和后盖板2700等零部件套在固定杆2400上,再与超声变幅杆2300连接,方便组装,而且使用一段时间后,直接从螺纹孔2310内反向旋出固定螺纹2430,固定杆2400即与超声变幅杆2300分离,可拆开振动刀头2000,便于更换零部件。
46.另外,需要说明的是本实施例中公开的固定杆2400也可以通过卡接、焊接、过盈配合等等方式与超声变幅杆2300连接,作为本发明构思的等同替换,这些连接方式也应在本技术保护的范围之内。
47.再如图3和图5所示,在本实施例的另一实施方式中公开了所述后盖板2700上形成有中孔2710和固定凹槽2720,所述中孔2710背离所述扭转振动压电陶瓷2200的一端形成所述固定凹槽2720;所述固定杆2400背离所述超声变幅杆2300的一端设有固定凸台2440,所述固定凸台2440设于所述固定凹槽2720内;当所述固定杆2400朝向所述超声变幅杆2300旋进时,所述固定凸台2440与所述固定凹槽2720的底面抵接,用于压紧所述后盖板2700、所述扭转振动压电陶瓷2200、所述中盖板2600、所述电极片2500和所述纵向振动压电陶瓷2100。本实施例中公开的后盖板2700设置固定凹槽2720后可以与固定杆2400形成抵接,固定杆2400与超声变幅杆2300连接的一端不断旋进,固定凸台2440朝向超声变幅杆2300移动,则会对后盖板2700以及后盖板2700与超声变幅杆2300之间的各个零部件产生挤压,从而使振动刀头2000整体结构稳定,使用过程中不易松动。
48.具体的,在本实施例中公开的固定杆2400可以为六角螺栓,螺栓的螺纹头与超声变幅杆2300螺接,而六角端头可以卡在后盖板2700内,从而使用过程中保持振动刀头2000整个结构一体化,同步振动,不易松动,减少其内部零部件的相互摩擦碰撞。
49.如图3所示,作为本实施例的另一种实施方式,公开了所述超声变幅杆2300朝向所述安装槽1100外的一端形成有容纳槽2320;所述振动刀头2000还包括刀具2800、筒夹2900和固定螺母2910,所述筒夹2900设于所述容纳槽2320内,用于固定所述刀具2800;所述固定螺母2910与所述超声变幅杆2300螺接,用于固定所述筒夹2900。本实施例中公开的振动刀
头2000位于安装槽1100内的一端产生纵扭耦合振动,伸出安装槽1100的一端则朝向目标工件,固定有刀具2800,用于进行切削,设置筒夹2900和固定螺母2910,使刀具2800可拆卸安装在超声变幅杆2300上,从而便于刀具2800的更换或者维护,满足不同材料的工件的钻削、铣削、磨削、镗削等多种加工工艺需求。实际使用中,本实施例中公开的刀具2800包括特制硬质合金刀具,例如碳化钨刀具。
50.具体的,作为本实施例的另一种实施方式,公开了所述刀具2800上设有螺旋凹槽2810。本实施例中的刀具2800在高速切削工件的时候会产生碎屑,通过螺旋凹槽2810可以将碎屑导出,防止碎屑堆积在工件表面,以防阻碍刀具2800的运动。如图6所示,所述超声变幅杆2300上形成有螺旋槽2330,同时设置螺旋槽2330和螺旋凹槽2810,有进一步提高扭转振动振幅,抑制毛刺飞边等缺陷的产生的效果。
51.如图4所示,作为本实施例的另一种实施方式,公开了所述安装槽1100包括连接内腔1110和容纳内腔1120,所述连接内腔1110的口径大于所述容纳内腔1120的口径,所述连接内腔1110朝向所述容纳内腔1120的一端形成连接端面1111,背离所述容纳内腔1120的一端设有内螺纹1112;如图3所示,所述振动刀头2000还包括端盖2920,所述端盖2920的外侧面上形成有与所述内螺纹1112啮合的外螺纹2921;所述超声变幅杆2300的外表面上形成有节点法兰2340,所述节点法兰2340一侧与所述连接端面1111接触,另一侧与所述端盖2920接触;当所述端盖2920与所述刀柄1000螺接时,用于将所述节点法兰2340抵接固定在所述连接端面1111上。本实施例中通过端盖2920固定振动刀头2000,而且端盖2920与刀柄1000螺接,以实现振动刀头2000与刀柄1000的可拆卸连接,方便使用过程中应对不同加工需求可以迅速更换振动刀头2000,或者振动刀头2000产生故障时可以及时拆卸,以便于维修或者更换。
52.再如图4所示,作为本实施例的另一种实施方式,公开了所述刀柄1000的外表面上形成有固定法兰1200;所述电能传输结构3000包括设于所述固定法兰1200上的原边感应组件3100,以及与所述原边感应组件3100相对设置的副边感应组件3200,所述原边感应组件3100与所述振动刀头2000电连接,所述副边感应组件3200用于与所述原边感应组件3100产生电磁感应,向所述原边感应组件3100传输电信号。本实施例中公开的振动刀头2000需要通电产生纵扭耦合振动,所以需要输入电信号,但是振动刀头2000在切削加工过程中不断运动,如果通过滑环连接,会持续产生磨损,影响电路结构的使用寿命;设置原边感应组件3100与副边感应组件3200之间无线电能传输的方式,有效避免了传统滑环方式所带来的磨损,可满足更高转速的切削,使用过程中副边感应组件3200只需要设置在机械加工机床的主轴上,与刀柄1000上的原边感应组件3100相对即可,不用接触,可以减小振动过程中的摩擦阻力,有利于保持刀柄1000和振动刀头2000的高转速切割。
53.如图2和图4所示,作为本实施例的另一种实施方式,公开了所述固定法兰1200上设有通孔1210,所述原边感应组件3100上与所述通孔1210相对的位置形成有螺接槽3110;所述超声辅助纵扭振动加工装置还包括装配螺栓4000,所述装配螺栓4000与所述通孔1210和所述螺接槽3110螺接。通过装配螺栓4000实现固定法兰1200与原边感应组件3100的可拆卸装配,操作简单,而且固定效果稳定。
54.如图2所示,作为本实施例的另一种实施方式,公开了所述原边感应组件3100包括原边绕组支撑件3120、原边磁芯3130和原边线圈3140,所述原边绕组支撑件3120设于所述
固定法兰1200上,并且所述原边绕组支撑件3120朝向所述副边感应组件3200的一侧设有第一凹槽(附图中未标出),所述原边磁芯3130设于所述第一凹槽内;所述原边磁芯3130朝向所述副边感应组件3200的一侧设有第二凹槽(附图中未标出),所述原边线圈3140设于所述第二凹槽内,所述原边线圈3140与所述振动刀头2000电连接;所述副边感应组件3200包括副边绕组支撑件3210、副边磁芯3220和副边线圈3230,所述副边绕组支撑件3210朝向所述原边感应组件3100的一侧设有第三凹槽(附图中未标出),所述副边磁芯3220设于所述第三凹槽内;所述副边磁芯3220朝向所述原边感应组件3100的一侧设有第四凹槽(附图中未标出),所述副边线圈3230设于所述第四凹槽内。
55.本实施例中公开的原边磁芯3130与副边磁芯3220相对设置,原边线圈3140与副边线圈3230相对设置,从而产生高效的电磁感应,进行交流电信号的传输。设置第一凹槽和第二凹槽用于容纳并包裹原边磁芯3130和原边线圈3140,同理设置第三凹槽和第四凹槽用于容纳并包裹副边磁芯3220和副边线圈3230,使电能传输结构3000保持稳定,使用过程中原边磁芯3130与副边磁芯3220的相对位置不产生横向偏移,原边线圈3140与副边线圈3230的相对位置也不会产生横向偏移。维持原边感应组件3100与副边感应组件3200的相对位置不变,以便于产生稳定的电磁感应效果,持续驱动振动刀头2000。
56.具体的,作为本实施例的另一种实施方式,公开了所述原边绕组支撑件3120与所述原边磁芯3130粘接,所述原边磁芯3130与所述原边线圈3140粘接;所述副边绕组支撑件3210与所述副边磁芯3220粘接,所述副边磁芯3220与所述副边线圈3230粘接。本实施例中可以通过在第一凹槽、第二凹槽、第三凹槽和第四凹槽内涂覆胶黏剂,例如环氧树脂胶黏剂,将原边磁芯3130、原边线圈3140、副边磁芯3220、副边线圈3230分别粘接固定住,从而提高电能传输结构3000的结构稳定性。
57.再如图1和图2所示,作为本实施例的另一种实施方式,公开了所述副边感应组件3200还包括对抱圆箍3240,所述对抱圆箍3240与所述副边绕组支撑件3210连接,位于所述副边绕组支撑件3210背离所述原边感应组件3100的一侧;所述对抱圆箍3240上设有插头3250,所述插头3250与所述副边线圈3230电连接,用于向所述副边线圈3230输电。设置对抱圆箍3240以连接机械加工机床的主轴,并且避让刀柄1000,刀柄1000位于对抱圆箍3240的中央位置,所以运动过程中刀柄1000不会碰撞对抱圆箍3240;在对抱圆箍3240的另一端连接副边绕组支撑件3210,例如,通过焊接连接,形成稳固的结构,从而固定住副边绕组支撑件3210。
58.具体的,作为本实施例的另一种实施方式,公开了所述原边感应组件3100与所述副边感应组件3200之间的间隙宽度为0-1毫米。副边感应组件3200与原边感应组件3100之间需要产生电磁感应,因此不能间隔太远,所以设置间隙宽度不大于1毫米。
59.如图7所示,作为本技术的另一实施例,公开了一种如上任一所述的超声辅助纵扭振动加工装置的使用方法,用于机床加工,其中,包括:
60.s100、将刀柄1000和电能传输结构3000固定在所述机床的主轴上,将所述电能传输结构3000与所述机床的超声波发生器电连接;
61.s200、启动所述机床,转动所述刀柄1000;
62.s300、启动超声波发生器,使所述电能传输结构3000向振动刀头2000供电,所述振动刀头2000进行纵向振动和扭转振动的耦合振动;
63.s400、设定所述耦合振动的频率和超声振动的振幅,对目标工件进行加工。
64.本实施例公开的使用方法通过超声波发生器将交流电转换为超声频交变电流信号,并通过电能传输结构3000将超声频交变电流信号传输至振动刀头2000,使振动刀头2000同时产纵向振动和扭转振动的耦合振动,从而对目标进行高质量的切削加工,有利于抑制切削过程中毛刺、分层等缺陷的产生,提高工件的表面完整性。
65.作为本技术的另一实施例,公开了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其中,所述处理器执行所述计算机程序时实现如上所述的使用方法的步骤。
66.作为本技术的另一实施例,公开了一种计算机可读存储介质,其上存储有计算机程序,其中,所述计算机程序被处理执行时实现如上所述的使用方法的步骤。
67.综上所述,本技术公开了一种超声辅助纵扭振动加工装置,其中,包括刀柄1000、振动刀头2000和电能传输结构3000,所述刀柄1000上形成有安装槽1100;所述振动刀头2000与所述刀柄1000连接,位于所述安装槽1100内,所述振动刀头2000上设有纵向振动压电陶瓷2100和扭转振动压电陶瓷2200;所述电能传输结构3000设于所述刀柄1000的外表面上,所述电能传输结构3000与所述振动刀头2000电连接,用于驱动所述纵向振动压电陶瓷2100产生纵向振动和驱动所述扭转振动压电陶瓷2200产生扭转振动。本实施例公开的超声辅助纵扭振动加工装置应用在机械加工机床上,使用时刀柄1000固定在机械加工机床的主轴上,电能传输结构3000也固定在机械加工机床的主轴上,并且电能传输结构3000与刀柄1000内设置的振动刀头2000电连接,通过向振动刀头2000供电,使振动刀头2000内的纵向振动压电陶瓷2100和扭转振动压电陶瓷2200根据电信号的大小频率发生振动,而同时发生纵向振动和扭转振动,即产生纵扭耦合振动,有利于抑制切削过程中毛刺、分层等缺陷的产生,适应材料的钻削、铣削、磨削、镗削等多种切削加工,降低刀具磨损,降低加工成本,更重要的是提高加工精度,减少产生表面缺陷,提高工件的表面完整性。
68.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合。
69.需要说明的是,本发明以超声辅助纵扭振动加工装置为例对本发明的具体结构及工作原理进行介绍,但本发明的应用并不以超声辅助纵扭振动加工装置为限,也可以应用到其它类似工件的生产和使用中。
70.应当理解的是,本发明并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
71.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。