1.本发明涉及一种刮板,例如涉及应用于在粘度比焊膏高的高粘度膏或粘接性比焊膏高的高粘接膏的印刷中使用的刮板且有效的技术。
背景技术:
2.在日本实开平4-2632号公报(专利文献1)中记载了如下技术:通过在刮板的两端安装突出壁,从而防止膏向刮板宽度方向的流出,能够削减膏的刮回作业。
3.另外,在非专利文献1中记载了膏的滚动直径的大小会对由刮板进行的膏的刮取现象造成影响,在非专利文献2中记载了与膏的剪切速度相关的技术。
4.现有技术文献
5.专利文献
6.专利文献1:日本实开平4-2632号公报
7.非专利文献
8.非专利文献1:信息机构著“印刷最適化/高品質化
のための
《最新》
スクリーン
印刷利用技術~
トラブル
対応
から
応用事例
まで
~(印刷最优化/高品质化用的《最新》丝网印刷利用技术~从故障应对到应用事例~)”2011年
9.非专利文献2:原田学著
“はんだペーストの
粘度
と
粘着力測定(焊膏的粘度和粘接力测定)”10.印刷工序一般作为电子产品的制造工序中存在的膏的涂敷工序而被采用。在印刷工序中,在将膏载置于掩模上之后,使用被称为刮板的“刮刀状的工具”,使膏相对于设置于掩模的开口部上往复运动,由此将膏转印到期望的位置。
11.然而,当重叠印刷次数时,膏会在刮板宽度方向上横向扩展,或者膏会朝向上方爬升,从而埋入设置于掩模的开口部,有效地有助于印刷的膏变少。
技术实现要素:
12.发明所要解决的课题
13.其结果是,随着重叠印刷次数,印刷性能有可能逐渐降低,印刷图案产生缺损或者膏的转印重量逐渐减小。由此,期望一种能够有效地抑制膏的横向扩展、爬升的刮板。
14.用于解决课题的技术方案
15.一个实施方式中的刮板具备沿第一方向延伸的延伸部、设置于延伸部的一端的第一弯折部、以及设置于延伸部的另一端的第二弯折部。此时,第一弯折部的延伸方向与第一方向所成的第一角度为钝角,第二弯折部的延伸方向与第一方向所成的第二角度为钝角。
16.在此,延伸部在与第一方向正交的剖视时具有从垂直方向倾斜的倾斜部和与倾斜部连接且沿水平方向突出的突出部。并且,第一弯折部在与第一弯折部的延伸方向正交的剖视时具有从垂直方向倾斜的第一倾斜部和与第一倾斜部连接且沿水平方向突出的第一突出部。而且,第二弯折部在与第二弯折部的延伸方向正交的剖视时具有从垂直方向倾斜
的第二倾斜部和与第二倾斜部连接且沿水平方向突出的第二突出部。
17.发明效果
18.根据一个实施方式,能够提高刮板的性能。
附图说明
19.图1是说明使用平刮板的印刷工序的俯视图。
20.图2是说明使用平刮板的印刷工序的俯视图。
21.图3是说明使用平刮板的印刷工序的侧视图。
22.图4是说明使用平刮板的印刷工序的侧视图。
23.图5是说明通过反复进行印刷工序而在膏中产生的现象的图。
24.图6是说明膏的滚动状态的图。
25.图7是说明膏向开口图案的填充动作的图。
26.图8是说明由平刮板进行的膏的刮取现象的图。
27.图9是示意性地示出关联技术中的刮板的图。
28.图10是说明用于使膏往复运动的刮板的结构的图。
29.图11是刮板的外观图。
30.图12是刮板的俯视图。
31.图13(a)是在图12的a-a线剖开的剖视图,(b)是在图12的b-b线剖开的剖视图,(c)是在图12的c-c线剖开的剖视图。
32.图14是说明第一特征点的图。
33.图15是例示说明刮板的构造上的改进的图。
34.图16是示出“t1”与比例e的关系的图表。
35.图17是示出使刮板速度和“t1”变化时的剪切速度的表。
36.图18是示出粘度与剪切速度的关系的图表。
37.图19是说明第二特征点的图。
38.图20是说明横向扩展抑制力的角度取决性的图。
39.图21是说明刮板动作的俯视图。
40.图22是说明刮板动作的俯视图。
41.图23是说明刮板动作的侧视图。
42.图24是示出能够增加可连续印刷张数的验证结果的表。
43.图25是示出能够实现转印重量的稳定化的验证结果的图表。
44.图26是示出关联技术的图。
45.图27是说明能够缩小刮板的尺寸的图。
46.图28是示出基于3d打印机的刮板的制造例的图。
47.附图标记说明
48.1 延伸部
49.2a 弯折部
50.2b 弯折部
51.3a 倾斜部
52.3b 突出部
53.4a 倾斜部
54.4b 突出部
55.5a 倾斜部
56.5b 突出部
57.10 刮板
58.110 印刷掩模
59.120 开口图案
60.130 膏
具体实施方式
61.在用于说明实施方式的所有附图中,原则上对同一构件标注相同的附图标记,并省略其重复的说明。此外,为了容易理解附图,即使是俯视图,也有时会标注阴影线。
62.《应用对象例》
63.刮板是在作为电子产品的制造工序之一的膏的印刷工序中使用的工具。膏的印刷工序例如在印刷基板、功率模块的制造工序中实施。在该印刷工序中,使用以金属掩模、丝网掩模为代表的印刷掩模。并且,成为印刷材料的膏是焊膏、使纳米至微米级的金属颗粒分散而成的膏,作为此时的金属颗粒,可以列举铁(fe)、银(ag)或铜(cu)等。
64.作为刮板的构成材料,使用不锈钢(sus)等金属、聚氨酯、尼龙6、尼龙66、pom或pbt等工程塑料、作为3d打印机的原材料使用的onyx等,但并不限定于此。
65.《改善的研究》
66.例如,作为一般的刮板,有立体形状由大致长方体构成的刮板。在本说明书中,将这样的一般的刮板称为“平刮板”。
67.以下,首先,通过对使用该“平刮板”的膏的印刷工序进行说明,从而说明“平刮板”所存在的改善的余地。
68.图1及图2是说明使用平刮板100的印刷工序的图。
69.如图1所示,向印刷掩模110上供给膏130,并且配置平刮板100。并且,如图1至图2所示,使平刮板100移动,将膏130转印到设置于印刷掩模110的开口图案120。由此,能够在从印刷掩模110的开口图案120露出的基板区域(未图示)涂敷膏130。该工序为印刷工序。
70.在此,当反复进行通过使平刮板100移动而进行的膏130的转印时,例如将图1与图2进行比较可知,膏130逐渐沿横向(x方向)扩展。另外,特别是作为在例如使用与焊膏相比高粘度的膏或高粘接性的膏作为膏130时变得显著的现象,存在膏130的爬升现象。爬升现象是指如下现象:如图3及图4所示,作为反复进行通过使平刮板100移动而进行的膏130的转印的结果,在膏130沿平刮板100的上方(z方向)爬升的状态下粘贴于平刮板100而不会落到印刷掩模110上。
71.需要说明的是,一般使金属颗粒分散而成的膏在金属颗粒的配合比例变大时,存在粘度急剧上升的倾向,另外,在以烧结材料为代表的粒径为纳米~亚微米的直径小的金属颗粒的情况下,存在粘度进一步变高的倾向。例如,在使铜颗粒分散而成的烧结铜膏中,铜颗粒的配合比例也比较大,另外,粒径也大多小至纳米~亚微米,由于符合这些特征,所
以会成为高粘度,有时前述的爬升现象会变得显著。
72.当产生这样的膏130的横向扩展现象及爬升现象时,有助于设置于印刷掩模110的开口图案120内的埋入的膏130变少。即,通过反复实施印刷工序,有助于开口图案120的埋入的膏130变少,其结果是,印刷性逐渐降低,会引起印刷图案的缺损、转印重量的逐渐减小。
73.以下,对这一点的详细情况进行进一步说明。
74.图5是说明通过反复进行印刷工序而在膏130中产生的现象的图。如图5所示可知,通过反复进行印刷工序,产生膏130的横向扩展现象和爬升现象,其结果是,有助于开口图案120的埋入的膏130变少。这样,有助于开口图案120的埋入的膏130变少意味着以下的图6所示的情况。
75.也就是说,如图6(左部)所示,在印刷工序的初期,由于在膏130中未产生横向扩展现象、爬升现象,因此有助于开口图案120的埋入的膏130充分地存在。然后,膏130在由平刮板100按压的状态时一边滚动一边在印刷掩模110上移动。在此,本说明书中所说的“滚动”是指在使刮板进行移动动作时产生的膏的旋转运动,该膏的旋转运动的直径是滚动直径。
76.在图6(左部)所示的印刷工序的初期,在膏130中未产生横向扩展现象、爬升现象,有助于开口图案120的埋入的膏130充分地存在,因此膏130的滚动直径变大。
77.相对于此,如图6(右部)所示,当反复进行印刷工序时,在膏130中产生横向扩展现象、爬升现象,因此有助于开口图案120的埋入的膏130变少。其结果是,如图6(右部)所示,当反复进行印刷工序时,膏130的滚动直径变小。
78.关于这一点,本发明人获得如下见解:作为引起印刷图案的缺损、转印重量的逐渐减小的原因,膏130的滚动直径变小的情况会造成影响。因此,以下,对当膏130的滚动直径变小时引起印刷图案的缺损、转印重量的逐渐减小的机理进行说明。
79.图7是说明膏130向开口图案120的填充动作的图。
80.在图7中,由平刮板100按压而滚动的膏130通过与设置于基板150上的印刷掩模110的开口图案120的壁碰撞而被填充到开口图案120的内部。因此,膏130的滚动直径变小意味着向开口图案120进行填充的时间变短。其结果是,当膏130的滚动直径变小时,向开口图案120的填充变得不充分,会产生印刷图案的缺损。
81.另外,图8是说明由平刮板100进行的膏130的刮取现象的图。如图8所示,对平刮板100朝向下方施加刮板压力。其结果是,如图8(左部)所示,在填充于开口图案120的膏130的表面,由平刮板100产生刮取现象。
82.关于这一点,例如如非专利文献1所记载的那样,在膏130的滚动直径大的情况下,膏130的内压升高,其结果是,相对于刮板压力的反作用力增加,刮取现象得到抑制。相对于此,当膏130的滚动直径变小时,膏130的内压降低,因此相对于刮板压力的反作用力减少,刮取现象显著化(参照图8右部)。即,当膏130的滚动直径变小时,由平刮板100刮取的膏量增加,其结果是,会引起转印重量的逐渐减小。
83.如上所述可知,当膏130的滚动直径变小时,会引起印刷图案的缺损、转印重量的逐渐减小。由此可知,为了抑制印刷图案的缺损、转印重量的逐渐减小而提高印刷稳定性,重要的是抑制滚动直径的缩小化。并且,由于滚动直径的缩小化起因于膏130的横向扩展现象、爬升现象,因此可知为了抑制印刷图案的缺损、转印重量的逐渐减小而提高印刷稳定
性,重要的是抑制膏130的横向扩展现象、爬升现象。
84.关于这一点,在平刮板100中,没有采取抑制膏130的横向扩展现象、爬升现象的对策。由此,在平刮板100中,随着重叠印刷次数,在印刷次数较早的阶段,印刷图案的缺损、转印重量的逐渐减小变得显著,其结果是,存在难以提高连续印刷张数这样的改善的余地。
85.特别是,在使用与焊膏相比高粘度的膏或高粘接性的膏作为膏130的情况下,在平刮板100中,膏的爬升现象显著化,其结果是,导致连续印刷张数的大幅降低。因此,特别是为了在使用高粘度膏的情况下也实现连续印刷张数的提高,需要对刮板进行改进。以下,对与刮板相关的关联技术进行说明。
86.《与刮板相关的关联技术》
87.如上所述,作为阻碍印刷工序中的连续印刷性的原因,主要考虑2个原因。即,1个原因在于,由于产生膏向刮板宽度方向的横向扩展现象,所以有助于向开口图案的填充的膏少。并且,另1个原因是特别是在使用与焊膏相比高粘度的膏或高粘接性的膏的情况下显著化的原因,由于在每次重叠印刷时膏逐渐向刮板的上部爬升并直接粘贴于刮板的爬升现象,所以有助于向开口图案的填充的膏变少。
88.关于这一点,有以下所示的关联技术。
89.在此,本说明书中所说的“关联技术”不是公知的技术,是具有本发明人发现的课题的技术,是成为本技术发明的前提的技术。
90.图9是示意性地示出关联技术中的刮板200的图。
91.在图9中,在刮板200设置有用于抑制膏130的爬升现象的突出部210,并且设置有用于抑制膏130的横向扩展现象的遮蔽板220。由此,可认为根据刮板200,能够抑制爬升现象及横向扩展现象。
92.然而,在设置于刮板200的突出部210的结构中,例如在使用高粘度及高粘接性的膏的情况下,如图9左部所示,由于粘度高且为高粘接性,因此难以在自重的作用下落下,会产生越过突出部210而进一步向上方爬升的现象。因此,在刮板200中,可认为无法有效地抑制膏130的爬升现象。而且,在为了抑制膏130的横向扩展现象而设置的遮蔽板220中,由于不施加压回膏130的力,因此可认为抑制横向扩展现象的效果也有限,并且在遮蔽板220自身上会粘贴有膏130,其结果是,可认为有助于向开口图案的填充的膏变少。
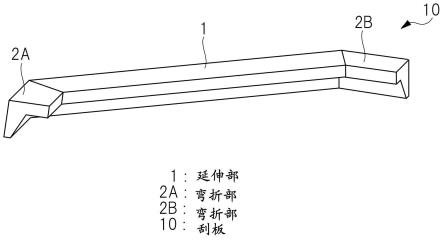
93.特别是,如图10所示,由于刮板200一般为了使膏130往复移动而以2个为1组进行使用,因此在设置于两个刮板200的每一个的遮蔽板220上粘贴有相当量的膏130。
94.因此,在关联技术中的刮板200中,在使用高粘度及高粘接性的膏的情况下,可认为无法充分抑制膏130的爬升现象、膏130的横向扩展现象,其结果是,从提高印刷工序中的连续印刷性的观点出发,存在改善的余地。因此,在本实施方式中,对关联技术中存在的改善的余地实施了改进。以下,对实施了改进的本实施方式中的技术思想进行说明。
95.《实施方式中的刮板的结构》
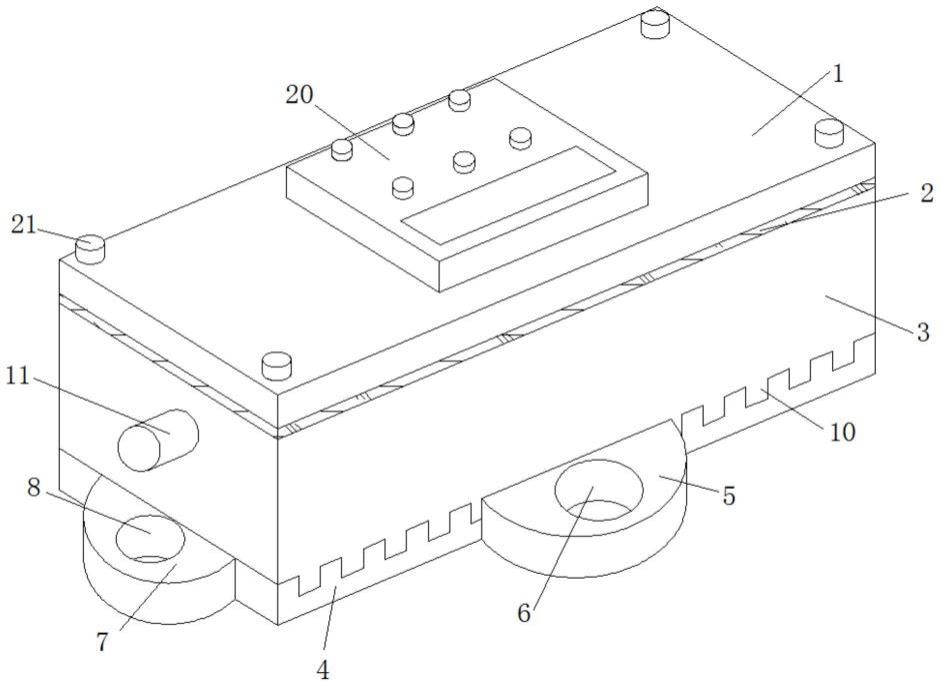
96.图11是刮板10的外观图,图12是刮板10的俯视图。
97.在图11及图12中,刮板10具备沿预定方向(第一方向)延伸的延伸部1、设置于延伸部1的一端的弯折部2a以及设置于延伸部1的另一端的弯折部2b。此时,弯折部2a的延伸方向与第一方向所成的角度(第一角度)为钝角,弯折部2b的延伸方向与第一方向所成的角度(第二角度)也为钝角。这样,构成刮板10的外观。
98.图13(a)是在图12的a-a线剖开的剖视图。换言之,图13(a)是在与作为第一方向的x方向正交的面剖开的剖视图。如图13(a)所示,延伸部1具有从垂直方向(z方向)倾斜的倾斜部3a和与倾斜部3a连接且沿水平方向突出的突出部3b。
99.接着,图13(b)是在图12的b-b线剖开的剖视图。换言之,图13(b)是在与弯折部2a的延伸方向正交的面剖开的剖视图。如图13(b)所示,弯折部2a具有具有从垂直方向倾斜的面的倾斜部4a和与倾斜部4a连接且沿水平方向突出的突出部4b。
100.而且,图13(c)是在图12的c-c线剖开的剖视图。换言之,图13(c)是在与弯折部2b的延伸方向正交的面剖开的剖视图。如图13(c)所示,弯折部2b具有具有从垂直方向倾斜的面的倾斜部5a和与倾斜部5a连接且沿水平方向突出的突出部5b。
101.在此,倾斜部3a、倾斜部4a及倾斜部5a连接,并且,突出部3b、突出部4b及突出部5b连接。例如,倾斜部3a、倾斜部4a及倾斜部5a以平滑地连接的方式一体地形成。同样地,突出部3b、突出部4b及突出部5b以平滑地连接的方式一体地形成。
102.这样,构成本实施方式中的刮板10。
103.《实施方式中的特征》
104.接着,对本实施方式的特征点进行说明。
105.本实施方式的特征点在于如下方面:在刮板宽度方向上,在延伸部1的一端设置有带有角度的弯折部2a,并且在延伸部1的另一端设置有带有角度的弯折部2b;设置有与印刷掩模110平行的“返回件”即图13(a)~图13(c)所示那样的突出部(3b、4b、5b)。由此,即使在使用高粘度膏作为膏130的情况下,也能够抑制无限制地朝向刮板10的上部产生爬升现象,并且能够抑制无限制地在膏130中产生横向扩展现象。特别是,设置于延伸部1的突出部3b、设置于弯折部2a的突出部4b以及设置于弯折部2b的突出部5b平滑地连接,由此,遍及刮板10的全长地抑制膏的爬升现象。
106.而且,根据本实施方式的特征点,在刮板10的两端部也能够实现接近中央部的状态的滚动状态,其结果是,能够在刮板10整体确保均匀的印刷性。由此,例如能够将刮板宽度相对于开口图案设定得较短。这意味着能够使涂敷在印刷掩模110上的膏130迅速地转移到滚动状态稳定的稳定状态,由此,能够提高均匀的连续印刷性。
107.以下,具体说明本实施方式中的特征点。
108.本实施方式中的第一特征点是用于抑制膏130的爬升现象的改进点,例如是采用图14所示那样的延伸部1的截面形状的点。即,延伸部1具有:具有从垂直方向倾斜的面的倾斜部3a和与倾斜部3a连接且沿与印刷掩模110平行的水平方向突出的突出部3b,以突出部3b的终端角度f为90
°
以下为前提进行设计。也就是说,突出部3b、突出部4b及突出部5b各自的终端角度f被设计成90度以下。这一点是抑制膏130的爬升现象的第一特征点。
109.在此,倾斜部3a和突出部3b的尺寸能够根据供给到印刷掩模110上的膏130的量、物性而适当设计。
110.这样,根据图14所示的形状,在刮板10相对于膏130的挤压动作(刮板动作)中,倾斜部3a和突出部3b在水平方向上引导膏130的流动。在水平方向上被引导的膏130在突出部3b的终端角度f为90度以下的情况下不会施加沿着壁的方向的力,因此不会产生进一步的爬升。由此,根据本实施方式1中的第一特征点,特别是即使在使用高粘度膏作为膏130的情况下,也能够有效地抑制膏130的爬升现象。其结果是,根据本实施方式,能够使膏130的滚
动直径稳定化。
111.在上述内容中,对刮板10的延伸部1的结构进行了说明,但在刮板10的弯折部2a及刮板10的弯折部2b中,也采用与延伸部1相同的结构。由此,在弯折部2a及弯折部2b中,也实现图14所示的状态。其结果是,在弯折部2a及弯折部2b中,也能够抑制膏130的爬升现象,使膏130的滚动直径稳定化。特别是,在本实施方式的刮板10中,由于形成图14所示的截面形状的延伸部1、弯折部2a及弯折部2b平滑地连接,因此遍及刮板10的整体地抑制膏130的爬升现象,膏130的滚动直径稳定化。
112.如上所述,突出部3b、突出部4b及突出部5b具有在水平方向上引导膏130的流动而抑制膏130的爬升现象的功能。但是,在突出部3b、突出部4b及突出部5b各自的长度(t2)不必要地长的情况下,膏130与刮板10的接触面积增加。这意味着,例如在膏130为高粘度膏的情况下,膏130粘贴于刮板10,在印刷工序结束后使刮板10从印刷掩模110离开时,印刷掩模110上的膏130与刮板10一起抬起的风险提高。例如,在使用去程用的刮板10和回程用的刮板10这样的一对刮板10的印刷工序中,当由去程用的刮板10产生膏130的抬起时,不再能够实施回程用的刮板10的印刷工序。
113.因此,从抑制膏130的抬起的观点出发,期望突出部3b、突出部4b及突出部5b各自的长度(t2)在能够抑制膏130的爬升现象的范围内不要不必要地长。例如,突出部3b、突出部4b及突出部5b各自的长度(t2)优选为倾斜部3a、倾斜部4a及倾斜部5a各自的高度(t1)以下。
114.在此,关于膏130的抬起,进一步对以下的构造上的改进进行叙述。“t1”、“t2”的大小、“t1”的迎角(attack angle)可以考虑各种组合。例如,为了简单,可考虑“t1”和“t2”为相同大小且迎角为60度、并且膏130如图15所示正好收纳在刮板10内的结构。在此,影响抬起的实际的膏130向刮板10的粘接力、膏130的自重根据相对于膏130的密度、膏130的种类的、作为刮板10及印刷掩模110选择的材质等的组合而变动,但在构造上,可认为接触面积越小,则粘接力越小,膏130的体积越大,则自重越大。另外,可认为相对于膏130和刮板10的粘接力,膏130的自重、膏130及印刷掩模110的粘接力的合计越大,越难以发生抬起。因此,相对于膏130的体积、膏130与印刷掩模110的接触面积,膏130与刮板10的接触面积越小,越难以发生抬起,是有利的。
115.在图15所示的剖视图的情况下,膏130与刮板10的接触长度ca由以下的数学式(1)表示。
116.[数学式1]
[0117][0118]
膏面积a由以下的数学式(2)表示。
[0119]
[数学式2]
[0120][0121]
膏130与印刷掩模110的接触长度cb由以下的数学式(3)表示。
[0122]
[数学式3]
[0123][0124]
使“t1”变化至1mm~15mm时的膏130与刮板10的接触长度ca相对于膏面积a和膏130与印刷掩模110的接触长度cb的合计的比例e如图16那样变动。由此可知,“t1”越大,则比例e的值越小,定性地难以产生抬起。另一方面,可知,当“t1”为6mm左右时,即使增大“t1”,比例e的减少率也稳定,其效果也有限。
[0125]
此前假定具体的尺寸来进行讨论,但即使考虑作为一般形状的图14中的状态,膏130与刮板10的接触长度ca、膏的面积a、膏130与印刷掩模110的接触长度cb、以及膏130与刮板10的接触长度ca相对于膏面积a和膏130与印刷掩模110的接触长度cb的合计的比例e也可认为大致近似于以下的数学式(4)~数学式(7)所示的关系成立。
[0126]
[数学式4]
[0127]
ca~f(t1)
…
数学式(4)
[0128]
[数学式5]
[0129]
a~f(tl2)
…
数学式(5)
[0130]
[数学式6]
[0131]
cb~f(t1)
…
数学式(6)
[0132]
[数学式7]
[0133][0134]
因此,在该情况下也同样地,“t1”越大,则比例e越小,从抑制膏130的抬起的观点出发是有利的。而且,与“t1”为1mm~3mm左右的范围的比例e的减少率相比,推定“t1”为6mm左右的情况下的比例e的减少率变小,效果逐渐变得有限。
[0135]
接着,在图15所示的状态下,将施加于用“t1”近似膏130的滚动直径时的膏130的剪切速度d例如如非专利文献2所记载的那样通过以下所示的数学式(8)来近似。
[0136]
[数学式8]
[0137][0138]
在此,“v”表示刮板速度。图17示出了使“t1”以1mm~15mm变动并且使“v”变动至10mm/s~100mm/s的情况下的剪切速度d。从图17可知,当“t1”大时,施加于膏130的剪切速度d变小。
[0139]
接着,在图18中,示出了2种的膏的膏的粘度与剪切速度的关系。可知在2种膏中的任一种中,当增大剪切速度时,粘度有下降的倾向。将这样的倾向称为触变性,在工业中使用的膏大多具有该触变性的性质。
[0140]
在此,为了在印刷中使膏稳定地进行滚动,期望粘度一定程度低。也就是说,需要对膏赋予一定以上的剪切速度。关于这一点,如图17所示,当增大“t1”时,施加于膏130的剪切速度变小。剪切速度变小的情况能够通过提高刮板速度来补充,优选能够选择的刮板速度的幅度尽可能大。
[0141]
因此,如上所述,“t1”越大,则越能够抑制抬起,另一方面,如果不必要地过度变
大,则会产生上述的剪切速度变小的问题。在此,例示的2种膏的粘度以剪切速度2.5[1/s]左右充分减少,因此可知,如果“t1”为8mm左右,则能够在10mm/s~100mm/s的宽范围内选择刮板速度的条件。
[0142]
根据以上可知,刮板10的尺寸当然也能够包含此时成为对象的膏130的材料的性质在内而时时进行校准来使用,但当将“t1”设定在6mm以上且8mm以下的范围时,可认为能够提供一种能够相对于较宽的条件稳定地运用的刮板10。
[0143]
以下进一步记述针对膏130的抬起的改进点。在印刷高粘度或高粘接性的膏的期间,在某印刷机中没有产生膏的抬起,相对于此,在其他印刷机中有时产生抬起。
[0144]
对此时的差量进行了验证,结果认为是以下的原因。在通常的印刷机中,虽然也取决于其规格,但一般在刮板进行印刷动作之后,会静止几秒,然后刮板缓慢地上升,转移到下一个印刷动作。在此,如果刚刚结束的印刷动作是去程侧的印刷,则下一个印刷动作是指回程侧的印刷,如果刚刚结束的印刷动作是回程侧的印刷,则下一个印刷动作是指去程侧的印刷。另一方面,产生了抬起的印刷机在印刷动作结束后,没有静止的时间,刮板瞬间稍微跳起。这被认为是,在印刷动作结束后,对刮板施加有用于与掩模紧贴的被称为印压的压力,由于取消该压力的动作的反作用而稍微抬起。
[0145]
该现象对膏的抬起的影响大致如下。如上所述,在印刷动作中膏进行滚动,因此可认为对膏施加剪切,膏的粘度整体下降。之后,当静止时,不会对膏施加剪切,因此粘度恢复到原来的高状态。之后,刮板上升,伴随于此,对刮板与膏接触的附近再次施加剪切而成为低粘度化的方向。另一方面,由于在除此以外的范围内保持高粘度,因此刮板所接触的范围附近成为低粘度,除此以外的范围成为高粘度,可认为是难以产生抬起的状态。
[0146]
另一方面,在印刷动作结束后,在无静置而刮板瞬间抬起的情况下,由于滚动而保持整体的粘度下降的状态,因此可认为刮板与膏接触的范围与除此以外的范围的粘度之差较小,因此会产生抬起。
[0147]
作为对此的对策,将刮板的材质从金属制变更为具有弹力的pom等工程塑料,其结果是,由于取消印压的反作用而瞬间跳起的刮板因自身的弹性变形而能够缓和该现象,因此具有抑制膏的抬起的效果。因此,刮板的材质当然能够时时进行各种选择,但能够通用地使用由与金属制相比具有弹力的工程塑料等构成的刮板。例如,刮板的材质可以构成为包含聚氨酯、尼龙6、尼龙66、聚缩醛、聚对苯二甲酸丁二醇酯中的任一种。
[0148]
接着,如图19及图20所示,本实施方式中的第二特征点例如在于:延伸部1与弯折部2a所成的角度θ1和延伸部1与弯折部2b所成的角度θ2分别大于180度且为225度以下。由此,根据本实施方式,特别是即使膏130为高粘度膏,也能够有效地抑制膏130的横向扩展现象。
[0149]
以下,对这一点进行说明。
[0150]
在图19中,在对刮板10沿
“‑
y方向”施加力“f1”而使刮板10移动时,施加于被刮板10按压的膏130的横向扩展抑制力“f2”取决于角度θ1及角度θ2的大小。
[0151]
例如,在角度θ1及角度θ2分别为270度的情况下,横向扩展抑制力“f2”不起作用。具体而言,该结构与设置于图9所示的关联技术的刮板200的遮蔽板220的结构相对应。由此,在关联技术的遮蔽板220中,用于将膏130向刮板200的中央部压回的横向扩展抑制力“f2”为“0”,如图9所示,在遮蔽板220中,可认为抑制横向扩展现象的效果也有限,并且在遮
蔽板220自身上粘贴有膏130。
[0152]
相对于此,根据本实施方式的第二特征点,由于角度θ1及角度θ2小于270度,因此横向扩展抑制力“f2”从弯折部2a及弯折部2b作用于膏130。其结果是,根据本实施方式,通过使该横向扩展抑制力“f2”作用于膏130,能够有效地抑制膏130的横向扩展现象。
[0153]
特别是,如图20所示,在角度θ1及角度θ2为225度时,横向扩展抑制力“f2”的大小成为最大。因此,从增大横向扩展抑制力“f2”的大小来有效地抑制膏130的横向扩展现象的观点出发,优选将角度θ1及角度θ2的大小设为225度。
[0154]
但是,由于本实施方式中的刮板10在延伸部1设置有弯折部2a及弯折部2b,因此刮板10相对于印刷掩模110面接触。因此,与相对于印刷掩模110线接触的“平刮板”相比,为了与印刷掩模110均匀地接触而要求的尺寸误差变得严格。特别是,在刮板10的长度相同的情况下,角度θ1及角度θ2越大,所要求的尺寸误差就越严格。因此,例如,在作为使用不是高粘度膏的膏作为膏130的结果,即便使横向扩展抑制力“f2”的大小比最大值小也能够充分地抑制横向扩展现象的情况下,考虑横向扩展现象的抑制与所要求的尺寸误差的平衡,对于角度θ1及角度θ2的值,优选从大于180度且为225度以下的值中选择适当的值。
[0155]
根据以上内容,当考虑本实施方式中的第一特征点和第二特征点时,可以说弯折部2a及弯折部2b具有抑制膏130的横向扩展现象并且抑制膏130的爬升现象的功能。另外,可以说突出部3b、突出部4b及突出部5b具有抑制膏130的爬升现象的功能。
[0156]
《刮板动作》
[0157]
本实施方式中的刮板10如上述那样构成,以下,对使用刮板10实施印刷工序的刮板动作进行说明。
[0158]
图21及图22是用于说明刮板10的刮板动作的俯视图。
[0159]
如图21所示,向印刷掩模110上供给膏130,并且配置本实施方式中的刮板10。该刮板10具有延伸部1、弯折部2a及弯折部2b。并且,如图21至图22所示,使刮板10移动,将膏130转印到设置于印刷掩模110的开口图案120。由此,能够向从印刷掩模110的开口图案120露出的基板区域(未图示)涂敷膏130。
[0160]
在此,在本实施方式的刮板10中,在延伸部1的一端设置有弯折部2a,并且在延伸部1的另一端设置有弯折部2b。由此,横向扩展抑制力从该弯折部2a及弯折部2b作用于膏130。其结果是,如图21及图22所示,即使实施利用刮板10的刮板动作,也能够抑制膏130的横向扩展。
[0161]
而且,图23是用于说明刮板10的刮板动作的侧视图。
[0162]
如图23所示,即使实施刮板10的刮板动作,例如,如图12及图13所示,在延伸部1设置有突出部3b,且在弯折部2a设置有突出部4b,并且在弯折部2b设置有突出部5b,其结果是,抑制了膏130的爬升现象。
[0163]
根据以上内容,通过使用本实施方式中的刮板10,能够抑制印刷工序中的膏130的横向扩展现象及爬升现象。
[0164]
《实施方式中的效果》
[0165]
(1)如上所述,根据本实施方式的刮板10,能够抑制刮板动作时膏130的横向扩展现象、爬升现象。这意味着能够抑制有助于开口图案120的埋入的膏130的量变少。并且,能够确保有助于开口图案120的埋入的膏130的量意味着能够实现滚动直径的稳定化。其结果
是,根据本实施方式,能够抑制在印刷次数较早的阶段产生印刷图案的缺损,因此能够实现连续印刷张数的提高。
[0166]
图24是示出根据本实施方式的刮板10,能够增加可连续印刷张数的验证结果的表。如图24所示,在使用“平刮板”作为刮板来实施印刷工序的情况下,使用作为高粘度膏的烧结铜膏时的可连续印刷张数为20张左右。相对于此,当使用本实施方式的刮板10作为刮板来实施印刷工序时,能够使可连续印刷张数超过100张。由此可知,本实施方式中的刮板10在能够大幅地提高可连续印刷张数这一点上非常有用。因此,例如,本实施方式中的刮板10在能够作为有助于粘度比焊膏高的高粘度膏的印刷次数的增加的高粘度用刮板使用这一点上优异。
[0167]
(2)如上所述,能够抑制膏130的横向扩展现象、爬升现象意味着能够抑制滚动直径的缩小化。并且,能够抑制滚动直径的缩小化意味着例如能够抑制图8所示那样的刮取现象,由此,根据本实施方式的刮板10,能够实现转印重量的稳定化。
[0168]
图25是示出根据本实施方式的刮板10,能够实现转印重量的稳定化的验证结果的图表。在图25中,横轴表示印刷张数,纵轴表示从第一张印刷时起的烧结铜膏的转印重量的减少量。另外,在图25中,“圆形标记(黑色)”表示使用平刮板的情况下的印刷张数与转印重量的关系,“三角标记(灰色)”表示使用在本实施方式中的刮板10的构造中没有弯折部2a、2b而仅有延伸部1的形态的刮板的情况下的印刷张数与转印重量的关系。另一方面,“圆形标记(灰色)”表示使用本实施方式中的刮板10的情况下的印刷张数与转印重量的关系。
[0169]
如图25所示,在使用平刮板的情况下,表示伴随印刷张数的转印重量的变化的图表的斜率为
“‑
0.19mg”。另外,在三角标记所示的刮板10内的去除弯折部2a、2b的形态中为
“‑
0.15mg”。相对于此,在使用本实施方式的刮板10的情况下,表示伴随印刷张数的转印重量的变化的图表的斜率为
“‑
0.03mg”。也就是说,根据本实施方式可知,与使用平刮板的情况相比,伴随印刷张数的转印重量的减少率小。另外,由于三角标记所示的数据的减少量的改善停留在
“‑
0.15mg”,因此也可知该效果在仅抑制了爬升现象的情况下相当有限,可知如本实施方式那样抑制爬升现象和横向扩展现象这两者是必不可少的。即,根据本实施方式的刮板10,可以说在即使增加印刷张数也能够维持转印重量的稳定化这一点上非常优异。特别是,本实施方式中的刮板应用于使用烧结接合的功率模块的半导体制造工序是有效的。换言之,本实施方式中的刮板应用于使用烧结铜膏的功率模块的制造工序是有效的。
[0170]
(3)刮板动作时的膏130的流动状态具有与印刷的成功与否密切相关的关系。例如,在图26所示的关联技术中的刮板200中,在两端部产生积液,其结果是,通过与刮板200的接触而促进的膏130的流动状态有可能与中央部的膏130的流动状态有很大不同。因此,在图26所示的关联技术中,为了避免与中央部不同的两端部的流动状态对膏130向开口图案120的埋入造成不良影响,需要使刮板200的两端部从开口图案120离开一定程度(距离l1)。
[0171]
相对于此,在图27所示的本实施方式的刮板10中,在两端部也抑制了膏130的横向扩展现象及爬升现象,其结果是,能够在两端部也实现比较接近中央部的流动状态。这意味着,根据本实施方式的刮板10,两端部的流动状态难以对膏130向开口图案120的埋入造成不良影响。因此,如图27所示,根据本实施方式的刮板10,与关联技术相比,能够使刮板10的两端部接近开口图案120(距离l2<距离l1)。即,在本实施方式的刮板10中,与关联刮板相
比,能够缩短延伸部1的第一方向(x方向)的长度。其结果是,根据本实施方式,能够在从印刷开始起较早的阶段使膏130的流动状态稳定化。因此,能够从印刷的初期阶段到终期阶段确保大致恒定的印刷品质。
[0172]
而且,这意味着能够以无浪费且较少的膏130的量进行印刷,因此也能够获得能够削减印刷工序中的制造成本的效果。
[0173]
《刮板的制造方法》
[0174]
本实施方式中的刮板10例如能够使用3d打印机来制造。在此,由3d打印机造型出的形状的内部构造并不是完全的填充构造,例如大多成为以蜂窝构造为代表的中空构造。因此,在由3d打印机制造的刮板10中,延伸部1、弯折部2a及弯折部2b由中空构造构成。
[0175]
此时,考虑利用3d打印机的上述性质来对刮板10的内部构造实施改进,因此以下对这一点进行说明。
[0176]
例如,如图28所示,通过调整3d打印机的制造条件,使弯折部2a的中空构造比延伸部1的中空构造稀疏,并且使弯折部2b的中空构造比延伸部1的中空构造稀疏。
[0177]
对这样构成的技术意义进行说明。
[0178]
例如,参照图6,平刮板100与印刷掩模110之间所成的角度被称为“迎角”。同样地,刮板10与印刷掩模110所成的角度也被称为“迎角”。在此,在柔软的刮板的情况下,刮板自身因从上方施加于刮板的压力而挠曲。在该情况下,表观的“迎角”发生变化。当产生这样的“迎角”的变化时,印刷性发生变化。因此,为了使印刷性稳定化,优选不产生“迎角”的变化。
[0179]
关于这一点,本实施方式中的刮板10具有延伸部1、弯折部2a及弯折部2b,在由同样的中空构造构成刮板10的整体内部构造的情况下,弯折部2a及弯折部2b比延伸部1短,因此可认为刚性高。也就是说,可认为弯折部2a及弯折部2b相对于施加于刮板10的压力的变形量变小。由此,由于延伸部1的变形量与弯折部2a及弯折部2b的变形量不同,因此“迎角”发生变化,由此,可认为产生印刷性的变化。
[0180]
因此,在本实施方式中,如上所述,通过“使弯折部2a的中空构造比延伸部1的中空构造稀疏,并且使弯折部2b的中空构造比延伸部1的中空构造稀疏”,从而降低弯折部2a及弯折部2b的刚性。其结果是,由于延伸部1的变形量与弯折部2a及弯折部2b的变形量的差异得到缓和,因此能够抑制“迎角”的非预期的变化,由此,能够使印刷性稳定化。
[0181]
另外,根据同样的考虑方法,通过相对于为了与印刷掩模110均等地接触而要求的尺寸误差,使弯折部2a及弯折部2b的刚性降低而容易变形,也能够构成为通过弯折部2a及弯折部2b的变形来吸收稍微的尺寸误差。
[0182]
以上,基于该实施方式具体地说明了由本发明人完成的发明,但本发明并不限定于上述实施方式,当然能够在不脱离其主旨的范围内进行各种变更。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。