1.本实用新型涉及机械加工领域的专机设备,特别是涉及一种立式长条产品螺丝机。
背景技术:
2.在工业品生产中,经常会有较长产品与两端零件的组装,如管件或方柱形件与端盖的装配,一般是通过螺钉连接。因产品较长,现有的专门设备均是将产品水平放置固定,然后进行打螺丝装配。其优点是产品容易固定,但因为螺丝为水平组装,锁螺丝机头的螺丝刀刀头也为水平,即将装配的送料螺丝容易在重力作用下掉落,导致工作过程中经常需要停机调整,造成装配不连续,而且有可能造成螺钉漏装,增加了人工检视的工作量,这些都影响生产效率和产品质量。
技术实现要素:
3.针对现有技术的不足之处,本实用新型提供一种立式长条产品螺丝机,其螺丝装配稳定、可靠,能减少人工检视工作量,提高产品的生产质量和生产效率。
4.为达到上述之目的,本实用新型提供的技术方案是:一种立式长条产品螺丝机,包括机身和锁螺丝机头,所述机身为立式,在机身的顶部设置有平行于机身前侧面的水平的x轴导轨,在x轴导轨上安装有能沿其移动的所述锁螺丝机头,锁螺丝机头设置有能作升降和旋转运动的钻帽;所述机身前侧设有多个装配工位,所述装配工位包括水平定位板,水平定位板后侧是多个垂直的定位槽,所述定位槽的开口向前且旁侧设置有定位销,定位销设有水平的指向定位槽侧壁的弹簧销,在定位槽的旁侧还设置有l形的夹持头,夹持头的弯折部与定位槽平行,夹持头与定位槽后侧的气缸联动且在气缸的作用下能作靠近或远离定位槽的水平移动。
5.本实用新型摒弃传统的对于长形工件采用卧式的装配方式,创新地采用立式加工方式,在立式机身上设计了立式的锁螺丝机头和多个立式的装配工位,装配工位包括水平定位板,与其垂直的纵向的定位槽,以及定位销和l形的夹持头,虽然工件为长条形,但其置于水定位板上并落入定位槽内,由定位销定位,从而限制其上下、左右方向的位移,再由夹持头向后移动使工件抵靠在定位槽槽底,限制其前后方向的位移,从而牢固可靠地将工件锁紧固定。工件上端是端盖类零件,两者组装后由锁螺丝机头沿着x轴导轨依次在各装配工位进行锁螺丝装配,由于螺钉为竖向,螺钉下方是螺孔,螺钉通过送料装置送出后在重力作用下快速落入螺孔中,由锁螺丝机头的螺丝刀头将其旋入。因而解决了传统卧式装配,送料螺丝易在重力作用下掉落,导致装配中断需要停机调整,以及螺钉漏装而增加了人工检视工作量,影响生产效率和产品质量的问题。
6.进一步地,所述x轴导轨上滑配有滑枕,滑枕与x轴驱动机构连接,滑枕上设置有水平的y轴导轨,锁螺丝机头安装在y轴导轨上,锁螺丝机头在y轴驱动机构作用下能作前后水平方向的移动。从而使锁螺丝机头在每个工位上能进行前后方向的移动,从而进行多排螺
孔装配。
7.进一步地,为简化结构并使定位可靠,所述水平定位板后侧设有横置且板面垂直的上定位板和下定位板,在上、下定位板上设置有多个垂直的所述定位槽,上、下定位板的定位槽贯通,所述定位销和夹持头位于所述上定位板上。
8.进一步地,作为更优的方案,所述上定位板靠近所述机身上端,所述夹持头位于所述定位销下方,所述水平定位板上的各工位处设有让位槽,下定位板靠近所述水平定位板。
9.进一步地,为使结构紧凑并便于安装,所述上定位板上设有多个夹持头过孔,夹持头的杆部穿过所述夹持头过孔与上定位板后侧的安装支架连接,安装支架与所述气缸连接。
10.进一步地,为便于加工,所述上定位板上还设有多个矩形的定位销安装孔,定位销位于定位销安装孔中,定位销的后侧面与上定位板后侧固定的定位销安装板连接。
11.进一步地,所述定位槽、定位销和夹持头为5-8组,所述气缸为2个。
12.进一步地,还设有送料装置,送料装置的出料端位于所述锁螺丝机头的钻帽下方。
13.进一步地,为使设备结构紧凑,并提高其安全性,所述机身的前侧设有凹入机身的凹部,所述装配工位于凹部中。
14.综上所述,本实用新型的有益效果是:对于长条产品的端部螺丝装配,其加工稳定、可靠、连续,大大降低停机率和漏装率,减少了人工检视工作量,提高了产品的生产质量和生产效率。
附图说明
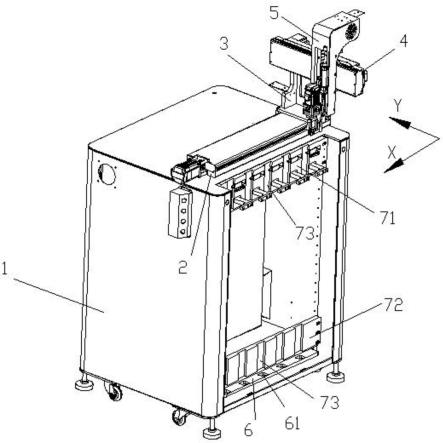
15.图1为本实用新型的结构示意图。
16.图2为上定位板处的结构示意图。
17.图3为图2后视方向的结构示意图。
18.图4为定位销的结构示意图。
19.图5为x轴驱动机构、y轴驱动机构和锁螺丝机头的结构示意图之一。
20.图6为x轴驱动机构、y轴驱动机构和锁螺丝机头的结构示意图之二。
具体实施方式
21.如图1至图6所示,一种立式长条产品螺丝机,包括机身1和锁螺丝机头5,所述机身1为高度尺寸大于长度和宽度尺寸的立式,呈立方体状,机身1的前侧敞开,设有凹入机身1的凹部,凹部中设有多个装配工位。在机身1的顶部设置有平行于机身1前侧面的水平的x轴导轨2,滑架3与x轴驱动机构连接,x轴驱动机构包括伺服电机、相配合的丝杆和螺母,当然也可以是齿轮和齿条;滑架3上设置有水平的y轴导轨4,锁螺丝机头5安装在y轴导轨4上,锁螺丝机头5在y轴驱动机构作用下能作前后水平方向的移动,y轴驱动机构包括y轴电机41以及齿形皮带机构42,当然,也可以是齿轮齿条机构,锁螺丝机头5设置有能作升降和旋转运动的钻帽51。滑架3在x轴驱动机构驱动下沿着x轴导轨2(图1中x轴方向)依次在各装配工位进行锁螺丝装配,而锁螺丝机头5在y轴驱动机构作用下能作前后水平方向(图1中y轴方向)的移动,使锁螺丝机头5在每个工位上能进行前后方向的移动,以进行多排螺孔装配。
22.如图1至图4所示,所述机身1前侧设有多个装配工位,所述装配工位包括与机身1
固定的水平定位板6、定位槽73、定位销8和夹持头91,水平定位板6后侧是多个垂直的定位槽73,本实施例中的定位槽73、定位销8和夹持头91为5组,所述定位槽73的开口向前,两侧是垂直的侧壁,在其中一侧壁的旁侧设置有定位销8,定位销8包括水平的弹簧销81,弹簧销81在内置弹簧82的作用下始终有向外伸出的推力,弹簧销81的销头伸出其中一个定位槽73侧壁,水平地指向另一定位槽73侧壁,在定位槽73的旁侧还设置有l形的夹持头91,夹持头91的弯折部911与定位槽73平行,夹持头91与定位槽73后侧的气缸93联动且在气缸93的作用下能作靠近或远离定位槽73的水平移动。
23.为简化结构并使定位可靠,所述水平定位板6后侧设有横置且板面垂直的上定位板71和下定位板72,所述上定位板71靠近所述机身1上端,下定位板72靠近所述水平定位板6,上定位板71和下定位板72与机身1固定,水平定位板6上的各工位中部设有让位槽61,让位于工件底部可能有的突出部。在上定位板71和下定位板72上设置有多个垂直的所述定位槽73,上、下定位板71、72的定位槽73贯通,所述定位销8和夹持头91位于所述上定位板71上,夹持头91位于所述定位销8下方。上定位板71上设有5个矩形的定位销安装孔711和5个夹持头过孔712,夹持头过孔712位于定位销安装孔711下方。定位销8位于定位销安装孔711中,定位销8的后侧面与上定位板71后侧的定位销安装板74连接,定位销安装板74与上定位板71相固定,如此定位销安装孔711可加工成通孔,便于加工,且能减小上定位板71的厚度。
24.为使结构紧凑并便于安装,所述上定位板71上设有多个夹持头过孔712,夹持头过孔712为矩形,各夹持头91的杆部穿过所述夹持头过孔712与上定位板71后侧的安装支架92连接。安装支架92为长板状,其与两气缸93的推杆连接,气缸93与机身1相固定。
25.如图5和图6所示,锁螺丝机头5上设置有升降机构以及驱动螺丝刀头53旋转的工作电机52,工作电机52能在升降机构的作用下作升降运动,升降机构包括升降电机55、丝杆螺母副56和导杆57等,螺丝刀头53由钻帽51夹持,钻帽51由工作电机52驱动旋转,在钻帽51下方设有用于导向较长螺丝刀头53的导向套54。还设有送料装置,送料装置采用现有的气压料管式,螺钉在气压的作用下在料管中移动,送料装置的出料端位于所述导向套54下方,出料端为夹头状(现有技术未图示),螺钉在出料端被螺丝刀头53顶住下行而对准螺孔旋入装配。
26.本实用新型摒弃传统的对于长形工件采用卧式的装配方式,创新地采用立式加工方式,在立式机身1上设计了立式的锁螺丝机头5和多个立式的装配工位,装配前先将工件竖向置于水定位板上并靠入定位槽73内,定位销8在弹簧作用力下将工件抵在定位槽73侧壁而定位,从而限制其上下、左右方向的位移,再由夹持头91在气缸93作用下后移,使工件抵靠在定位槽73槽底,限制其前后方向的位移,从而牢固可靠地将工件锁紧固定。工件上端是端盖类零件,两者组装后由锁螺丝机头5沿着x轴导轨2依次在各装配工位进行锁螺丝装配,由于螺钉为竖向,螺钉下方是螺孔,螺钉通过送料装置送出后在重力作用下快速落入螺孔中,由锁螺丝机头5的螺丝刀头53将其旋入。因而解决了传统卧式装配,送料螺丝易在重力作用下掉落,导致装配中断需要停机调整,以及螺钉漏装而增加了人工检视工作量,影响生产效率和产品质量的问题。
27.以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在
本实用新型的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。