1.本发明涉及支管成型监测技术领域,具体是涉及一种支管加热实时温度监控反馈方法、系统及存储介质。
背景技术:
2.镍基合金是指以镍为基体,在650~1000℃范围内具有较高强度和良好的抗氧化、抗腐蚀能力的高温合金材料,并且在海洋、环保、能源和石油化工等多个领域中得到了广泛的应用。目前,越来越多的项目需要更高性能要求的不锈钢,对镍基合金的需求量也在不断的增长。但对镍基的生产处理工艺仍存在着许多要改进的地方,在对镍基合金进行热挤压成形的过程中,当挤压温度过低时,镍基合金会析出σ相脆性组织,继续对其进行挤压则会导致挤压支管内外表面开裂,因此在实际的镍基合金支管成型加工中,对于挤压温度的精准把控极为重要。
3.基于此,提出一种能够实现镍基合金支管成型加工的高速度,高响应度的实时温度监控反馈方法是极为重要的。
技术实现要素:
4.为解决上述技术问题,提供一种支管加热实时温度监控反馈方法、系统及存储介质,本技术方案致力于提供一种能够实现镍基合金支管成型加工的高速度,高响应度的实时温度监控反馈方法,实现针对于镍基合金支管成型加工中,对于挤压温度的精准把控。
5.为达到以上目的,本发明采用的技术方案为:一种支管成型实时温度监控反馈方法,包括:根据当前加工的支管成型工艺,预先建立支管温度-中频加热功率、管材壁厚参数回归模型,并将支管温度-中频加热功率、管材壁厚参数回归模型存储进数据库中;获取支管成型参数,根据支管成型参数确定支管标准加热温度;根据支管加热温度信息和支管温度-中频加热功率、管材壁厚参数回归模型进行计算当前加工工艺下的中频加热功率,获得中频加热功率理论值;按照中频加热功率理论值进行管材加热,并实时检测管材加热区域的温度,获得管材加热实时温度,根据管材加热实时温度与支管标准加热温度进行做差,求出当前加工环境下的管材加热环境误差值;根据管材加热环境误差值进行计算求出中频加热频率修正值;根据中频加热频率修正值进行当前加工环境状态下的中频加热功率计算,得到中频加热功率实际值;按照中频加热功率实际值进行管材加热,并实时检测管材加热区域的温度,判断其是否满足支管标准加热温度,若是,则反馈温度合格信号,若否,则反馈温度不合格信号。
6.优选的,所述建立支管温度-中频加热功率、管材壁厚参数回归模型具体包括如下步骤:
按照预设的梯度分别获取不同壁厚的管材;按照设定的中频加热功率梯度,分别对不同壁厚的管材进行加热,并对管材的稳定温度进行检测,获取多个支管温度样本数据;将每个支管温度样本数据与中频加热功率、管材壁厚建立映射关系,获得多组支管温度样本映射数据;根据支管温度样本映射数据进行支管温度-中频加热功率、管材壁厚参数回归模型系数回归计算,获得支管温度-中频加热功率、管材壁厚参数回归模型。
7.优选的,所述支管温度-中频加热功率、管材壁厚参数回归模型系数回归计算步骤如下:首先,建立如下模型:建立如下模型:(1),式中,其中,,,,,其中,为支管加热温度;为不同梯度的中频加热功率;为不同梯度的管材壁厚;为模型系数;为误差系数;设的最小二乘估计为,则:,则公式(1)的多元回归方程为:(2),其中,c满足:(3),求解公式(3),即可得到回归方程系数的最小二乘估计。
8.优选的,所述按照中频加热功率理论值进行管材加热,并实时检测管材加热区域的温度,获得管材加热实时温度,根据管材加热实时温度与支管标准加热温度进行做差,求出当前加工环境下的管材加热环境误差值,具体包括如下步骤:
实时采集管材在中频加热功率理论值下的温度,当连续多个设定时间的反馈温度未发生变化时,记录此时的温度数据,作为管材实际温度;对多个管材进行管材实际温度采集,获取多个管材实际温度数据;对多个管材实际温度数据进行离群点剔除;对多个管材实际温度数据中的非离群点求平均值,以该平均值作为管材实际温度计算值;将管材实际温度计算值与支管标准加热温度进行做差,求出当前加工环境下的管材加热环境误差值。
9.优选的,所述对多个管材实际温度数据进行离群点剔除具体包括如下步骤:将多个管材实际温度数据按照从小到大的方式进行排列;设定检出水平α,获得峰度检验的临界值bp(n);计算每个管材实际温度数据的峰度检验值bk(n);判断管材实际温度数据的峰度检验值bk(n)是否大于峰度检验的临界值bp(n),若是,则判定该管材实际温度数据为离群点,将该管材实际温度数据剔除,若否,则不做响应。
10.优选的,所述管材实际温度数据的峰度检验值bk(n)的计算公式为:式中,n为管材实际温度数据按照从小到大的排序数;为所有管材实际温度数据的平均值;为按照从小到大的顺序排列在n之前的管材实际温度数据。
11.优选的,所述中频加热功率实际值计算步骤为:将管材加热环境误差值代入支管温度-中频加热功率、管材壁厚参数回归模型中,得出中频加热频率修正值;将中频加热频率修正值与中频加热功率理论值作和,得到中频加热功率实际值。
12.优选的,所述按照中频加热功率实际值进行管材加热,并实时检测管材加热区域的温度,判断其是否满足支管标准加热温度具体包括如下步骤:实时检测管材加热区域的温度,获得支管加工实时温度数据;将支管加工实时温度数据与支管标准加热温度进行对比,判断支管加工实时温度数据是否符合加工需求;若是,则反馈温度合格信号,若否,则反馈温度不合格信号,同时进行计算实时偏差温度数据,并根据实时偏差温度数据按照支管温度-中频加热功率、管材壁厚参数回归模型计算偏差修正功率,并输出偏差修正功率。
13.进一步的,提出一种支管成型实时温度监控反馈系统,用于实现如上述的支管成型实时温度监控反馈方法,包括:控制模块,控制模块用于进行输出控制信号至各组件,实现对于各组件的控制;温度监测模块,温度监测模块与所述控制模块电性连接,所述温度监测模块用于检测支管成型加工过程中的实时温度,并反馈至控制模块;数据处理模块,数据处理模块与所述控制模块电性连接,数据处理模块用于进行支管温度-中频加热功率、管材壁厚参数回归模型的计算、中频加热功率理论值计算和中频
加热功率实际值计算;数据存储模块,数据存储模块与所述控制模块和数据处理模块电性连接,所述数据存储模块用于储存支管温度-中频加热功率、管材壁厚参数回归模型;信号输出模块,信号输出模块与所述控制模块和数据处理模块电性连接,所述信号输出模块用于进行信号输出。
14.进一步的,提出一种存储介质,其上存储有计算机程序,所述计算机程序被调用运行时,执行如上述的支管成型实时温度监控反馈方法。
15.与现有技术相比,本发明的有益效果在于:本发明基于支管成型过程中对于支管加热温度有着决定因素的管材壁厚和中频加热功率建立支管温度-中频加热功率、管材壁厚参数回归模型,在实际加工中,依据于支管温度-中频加热功率、管材壁厚参数回归模型中存在的线性回归关系,通过针对于当前环境温度的加热温度进行采集对支管温度-中频加热功率、管材壁厚参数回归模型计算出的中频加热功率进行快速修正,有效的保证了在实际的支管加工过程中的管材加热温度的稳定性,有效避免了热挤压成形的过程中,当挤压温度过低时,镍基合金会析出σ相脆性组织,继续对其进行挤压则会导致挤压支管内外表面开裂的情况发生,保证了支管的成型质量。
附图说明
16.图1为本发明提出的支管成型实时温度监控反馈方法步骤s100-s700流程图;图2为本发明提出的支管成型实时温度监控反馈方法步骤s101-s104流程图;图3为本发明提出的支管成型实时温度监控反馈方法步骤s401-s405流程图;图4为本发明提出的支管成型实时温度监控反馈方法步骤s406-s409流程图;图5为本发明提出的支管成型实时温度监控反馈方法步骤s601-s602流程图;图6为本发明提出的支管成型实时温度监控反馈方法步骤s701-s703流程图;图7为本发明提出的支管成型实时温度监控反馈系统结构框图;图8为支管成型加热结构示意图。
具体实施方式
17.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
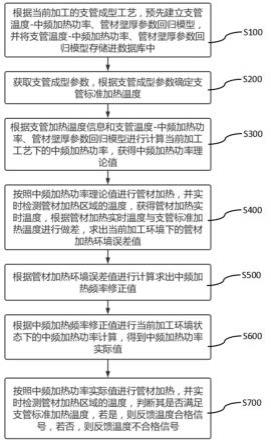
18.参照图1所示,一种支管成型实时温度监控反馈方法,包括:s100、根据当前加工的支管成型工艺,预先建立支管温度-中频加热功率、管材壁厚参数回归模型,并将支管温度-中频加热功率、管材壁厚参数回归模型存储进数据库中;s200、获取支管成型参数,根据支管成型参数确定支管标准加热温度;s300、根据支管加热温度信息和支管温度-中频加热功率、管材壁厚参数回归模型进行计算当前加工工艺下的中频加热功率,获得中频加热功率理论值;s400、按照中频加热功率理论值进行管材加热,并实时检测管材加热区域的温度,获得管材加热实时温度,根据管材加热实时温度与支管标准加热温度进行做差,求出当前加工环境下的管材加热环境误差值;s500、根据管材加热环境误差值进行计算求出中频加热频率修正值;
s600、根据中频加热频率修正值进行当前加工环境状态下的中频加热功率计算,得到中频加热功率实际值;s700、按照中频加热功率实际值进行管材加热,并实时检测管材加热区域的温度,判断其是否满足支管标准加热温度,若是,则反馈温度合格信号,若否,则反馈温度不合格信号。
19.本方案中,通过针对于当前加工的支管成型工艺,预先建立支管温度-中频加热功率、管材壁厚参数回归模型,之后进行实际的支管成型加工时,通过向支管温度-中频加热功率、管材壁厚参数回归模型中代入加工工艺参数即可快速的获知弯管加工过程中的中频加热频率;由于支管温度-中频加热功率、管材壁厚参数回归模型的计算过程中的环境信息与在实际加工的环境信息可能存在着偏差,本方案在支管温度-中频加热功率、管材壁厚参数回归模型的基础上引入管材加热环境误差值计算,并根据管材加热环境误差值进行中频加热频率修正值的计算,可实现针对不同加工环境的针对性调整,有效的保证了支管成型温度的稳定性。
20.请参阅图2所示,建立支管温度-中频加热功率、管材壁厚参数回归模型具体包括如下步骤:s101、按照预设的梯度分别获取不同壁厚的管材;s102、按照设定的中频加热功率梯度,分别对不同壁厚的管材进行加热,并对管材的稳定温度进行检测,获取多个支管温度样本数据;s103、将每个支管温度样本数据与中频加热功率、管材壁厚建立映射关系,获得多组支管温度样本映射数据;s104、根据支管温度样本映射数据进行支管温度-中频加热功率、管材壁厚参数回归模型系数回归计算,获得支管温度-中频加热功率、管材壁厚参数回归模型。
21.支管温度-中频加热功率、管材壁厚参数回归模型系数回归计算步骤如下:首先,建立如下模型:建立如下模型:(1),式中,其中,,,,,其中,为支管加热温度;为不同梯度的中频加热功率;为不同梯度的管材壁厚;
为模型系数;为误差系数;设的最小二乘估计为,则:,则公式(1)的多元回归方程为:(2),其中,c满足:(3),求解公式(3),即可得到回归方程系数的最小二乘估计。
22.本领域的技术人员熟知,支管在成型过程中的加热温度与中频加热功率以及管材的壁厚相关,具体的,中频加热功率大,则支管在成型过程中的加热温度,管材的壁厚越厚,相同中频加热功率下,支管在成型过程中的实际加热温度低,基于此,本方案建立支管温度-中频加热功率、管材壁厚参数回归模型,实际加工时,通过输入本次支管成型的加热温度和管材壁厚即可快速的计算出当前的中频加热功率理论值,极大的降低了中频加热功率的计算复杂度,可有效的提高支管成型参数设计效率。
23.请参阅图3所示,按照中频加热功率理论值进行管材加热,并实时检测管材加热区域的温度,获得管材加热实时温度,根据管材加热实时温度与支管标准加热温度进行做差,求出当前加工环境下的管材加热环境误差值,具体包括如下步骤:s401、实时采集管材在中频加热功率理论值下的温度,当连续多个设定时间的反馈温度未发生变化时,记录此时的温度数据,作为管材实际温度;s402、对多个管材进行管材实际温度采集,获取多个管材实际温度数据;s403、对多个管材实际温度数据进行离群点剔除;s404、对多个管材实际温度数据中的非离群点求平均值,以该平均值作为管材实际温度计算值;s405、将管材实际温度计算值与支管标准加热温度进行做差,求出当前加工环境下的管材加热环境误差值。
24.具体的,请参阅图4所示,对多个管材实际温度数据进行离群点剔除具体包括如下步骤:s406、将多个管材实际温度数据按照从小到大的方式进行排列;s407、设定检出水平α,获得峰度检验的临界值bp(n);s408、计算每个管材实际温度数据的峰度检验值bk(n);s409、判断管材实际温度数据的峰度检验值bk(n)是否大于峰度检验的临界值bp(n),若是,则判定该管材实际温度数据为离群点,将该管材实际温度数据剔除,若否,则不做响应。
25.管材实际温度数据的峰度检验值bk(n)的计算公式为:
式中,n为管材实际温度数据按照从小到大的排序数;为所有管材实际温度数据的平均值;为按照从小到大的顺序排列在n之前的管材实际温度数据。
26.本方案通过对多个按照中频加热功率理论值进行加热的管材实际温度数据进行数据处理,基于峰度检验法,对管材实际温度数据中的双侧离群点进行剔除之后,保留出可以准确反映当前环境下的管材实际温度数据,并对其进行求取平均值,得出的管材实际温度计算值可与准确的反应当前的管材加热温度状态;本领域的技术人员可以理解的是,检出水平α代表的为当前数据的可信度,其通常在0.01-0.1之间取值,在要求严格时,检出水平α可以定得小一些,如果要求不严格,检出水平α可以定得大一些,本实施例中,检出水平α定为0.05。
27.请参阅图5所示,中频加热功率实际值计算步骤为:s601、将管材加热环境误差值代入支管温度-中频加热功率、管材壁厚参数回归模型中,得出中频加热频率修正值;s602、将中频加热频率修正值与中频加热功率理论值作和,得到中频加热功率实际值。
28.依据于支管温度-中频加热功率、管材壁厚参数回归模型中存在的线性回归关系通过将管材加热环境误差值代入支管温度-中频加热功率、管材壁厚参数回归模型中得出的中频加热频率修正值与中频加热功率理论值作和,即可得到中频加热功率实际值,以中频加热功率实际值进行管材的加热,可有效的满足支管的成型温度需求,保证支管的成型质量。
29.请参阅图6所示,按照中频加热功率实际值进行管材加热,并实时检测管材加热区域的温度,判断其是否满足支管标准加热温度具体包括如下步骤:s701、实时检测管材加热区域的温度,获得支管加工实时温度数据;s702、将支管加工实时温度数据与支管标准加热温度进行对比,判断支管加工实时温度数据是否符合加工需求;s703、若是,则反馈温度合格信号,若否,则反馈温度不合格信号,同时进行计算实时偏差温度数据,并根据实时偏差温度数据按照支管温度-中频加热功率、管材壁厚参数回归模型计算偏差修正功率,并输出偏差修正功率。
30.通过针对于材加热区域的温度的实时检测,当出现温度偏差时,可通过支管温度-中频加热功率、管材壁厚参数回归模型快速进行偏差修正功率对管材的加热进行调整,极大的保证了支管成型过程中的支管加热温度的稳定性。
31.请参阅图7所示,进一步的,结合上述支管成型实时温度监控反馈方法,提出一种支管成型实时温度监控反馈系统,包括:控制模块,控制模块用于进行输出控制信号至各组件,实现对于各组件的控制;温度监测模块,温度监测模块与控制模块电性连接,温度监测模块用于检测支管成型加工过程中的实时温度,并反馈至控制模块;
数据处理模块,数据处理模块与控制模块电性连接,数据处理模块用于进行支管温度-中频加热功率、管材壁厚参数回归模型的计算、中频加热功率理论值计算和中频加热功率实际值计算;数据存储模块,数据存储模块与控制模块和数据处理模块电性连接,数据存储模块用于储存支管温度-中频加热功率、管材壁厚参数回归模型;信号输出模块,信号输出模块与控制模块和数据处理模块电性连接,信号输出模块用于进行信号输出。
32.上述温度监控反馈系统的使用步骤为:步骤一,首先进行建立支管温度-中频加热功率、管材壁厚参数回归模型,由温度监测模块对模型建立实验中进行温度驾车呢,将获得的多组支管温度样本映射数据输入数据处理模块进行分析处理后,获得支管温度-中频加热功率、管材壁厚参数回归模型,并存储至数据存储模块中;步骤二,输入当前支管成型参数,控制模块根据支管成型参数控制数据处理模块计算出中频加热功率理论值;步骤三,信号输出模块输出中频加热功率理论值,进行支管加热,同时温度监测模块实施监测管材温度,并反馈至控制模块,控制模块将管材实时温度数据传输至数据处理模块进行中频加热功率实际值计算;步骤四,信号输出模块输出中频加热功率实际值,进行支管加热,同时温度监测模块实施监测管材温度并反馈至控制系统,由控制系统判断满足支管标准加热温度,若是,则信号输出模块反馈温度合格信号,若否,则信号输出模块反馈温度不合格信号,同时数据处理模块进行计算实时偏差温度数据,并根据实时偏差温度数据按照支管温度-中频加热功率、管材壁厚参数回归模型计算偏差修正功率,由信号输出模块输出偏差修正功率。
33.进一步的,本方案还提出一种存储介质,其上存储有计算机程序,计算机程序被调用运行时,执行如上述的支管成型实时温度监控反馈方法。
34.可以理解的是,存储介质可以是磁性介质,例如,软盘、硬盘、磁带;光介质例如,dvd;或者半导体介质例如固态硬盘solidstatedisk,ssd等。
35.综上所述,本发明的优点在于:建立支管温度-中频加热功率、管材壁厚参数回归模型,有效的保证了在实际的支管加工过程中的管材加热温度的稳定性。
36.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。