一种选区激光熔化制备单晶316l奥氏体不锈钢的工艺
技术领域
1.本发明属于增材制造领域,具体涉及一种选区激光熔化制备单晶316l奥氏体不锈钢的工艺。
背景技术:
2.316l奥氏体不锈钢由于其结合了优异的抗腐蚀性能和高温性能,而被广泛地应用于核电、化工等重要领域。目前工业应用的316l 奥氏体不锈钢均为多晶材料。单晶材料,由于不存在晶界,没有晶界强化元素,具有着良好的高温力学性能,并且由于产生偏析的晶界被排除,使得抗氧化、抗热腐蚀性能大大提高。因此,开发单晶316l奥氏体不锈钢的制造技术,是实现316l工程结构轻量化、挖掘材料潜能以及延长核电化工领域相关零部件使用寿命的重要途径,同时也是实现功能驱动高端材料智能制造的重要制造技术之一。
3.目前主要的单晶金属材料制造方法包括提拉法、坩埚下降法、定向凝固法等,这些方法通常制造费时,造价昂贵,良品率低。选区激光熔化(slm)作为金属材料增材制造中的一种主要技术途径,具有设计自由度高,成形质量好,材料利用充分和加工效率高等优点。然而,使用目前成熟的打印工艺制造的316l奥氏体不锈钢金属件均为多晶体,关于选区激光熔化技术制备单晶316l奥氏体不锈钢的专利尚未见报道。
技术实现要素:
4.本发明提供了一种选区激光熔化制备单晶316l奥氏体不锈钢的工艺,解决了传统单晶制造方法制造费时,造价昂贵,良品率低的问题,同时提升了316l奥氏体不锈钢的高温力学性能。
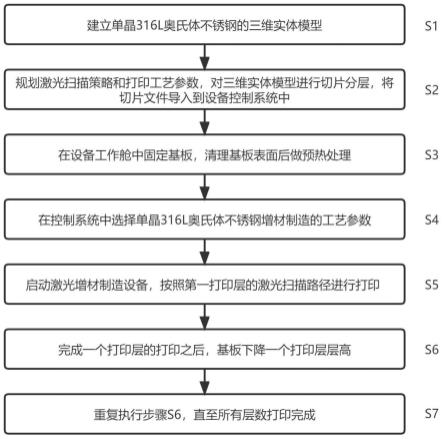
5.实现本发明的技术解决方案为:一种选区激光熔化制备单晶316l奥氏体不锈钢的工艺,步骤如下:步骤s1,建立单晶316l奥氏体不锈钢的三维实体模型,转入步骤2。
6.步骤s2,规划激光扫描策略和打印工艺参数,对三维实体模型进行模型切片分层,模型自下而上分为若干个打印层,依次命名为第一打印层、第二打印层、第三打印层
……
,将切片文件导入到设备控制系统中,转入步骤3。
7.步骤s3,在设备工作舱中固定基板,清理基板表面后进行预热处理,转入步骤4。
8.步骤s4,在控制系统中选择单晶316l奥氏体不锈钢增材制造工艺参数,转入步骤5。
9.步骤s5,启动激光增材制造设备,按照第一打印层激光扫描路径进行打印,转入步骤6。
10.步骤s6,完成当前打印层的打印后,基板下降一个打印层层高,进行下一个打印层的打印,转入步骤7。
11.步骤s7,重复执行步骤s6,直至所有打印层打印完毕。
12.在其中一个实施例中,在步骤s7之后,为对所制备试样进行检测,还包括如下步
骤:步骤s8,关闭基板加热系统,等待基板温度降至室温,从工作舱中取出基板,采用线切割的方法取下试样。
13.步骤s9,使用光学显微镜以及电子背散射衍射对试样进行检测,若观察到试样内部晶粒晶体取向一致,则单晶316l奥氏体不锈钢制备成功。
14.在其中一个实施例中,所述步骤s2中,激光扫描策略具体内容包括:若打印方块状试样,在同一打印层上,设第一对平行边为第一边和第二边,第二对平行边为第三边和第四边。在奇数打印层上,激光在第一边和第二边之间来回往复扫描;在偶数打印层上,激光在第三边和第四边之间来回往复扫描。打印工艺参数的具体内容包括:激光功率为192w~201w,激光扫描速度为798mm/s~810mm/s,打印层层厚为30μm~36μm,激光扫描间距为70μm~78μm。
15.本发明与现有技术相比,其显著优点在于:(1)相比传统的单晶材料制备方法,本发明可有效缩短单晶316l奥氏体不锈钢的制备时间,提高单晶材料制造合格率,有效提升成型质量,节约制造成本,同时为单晶材料复杂结构的制备提供技术方法。
16.(2)相比传统多晶体316l奥氏体不锈钢材料,本发明可提高316l奥氏体不锈钢的高温力学性能,进一步提高316l奥氏体不锈钢零部件的可靠性,延长零件服役寿命。
附图说明
17.图1为本发明所述的选区激光熔化制备单晶316l奥氏体不锈钢的工艺流程图。
18.图2(a)为实施例的激光扫描策略示意图,图2(b)为实施例的熔池形貌金相图,图2(c)为实施例的yz平面ipf图。
19.图3(a)为对比例1的激光扫描策略示意图,图3(b)为对比例1的熔池形貌金相图,图3(c)为对比例1的yz平面ipf图。
20.图4(a)为对比例2的激光扫描策略示意图,图4(b)为对比例2的熔池形貌金相图,图4(c)为对比例2的yz平面ipf图。
21.图5(a)为对比例3的激光扫描策略示意图,图5(b)为对比例3的熔池形貌金相图,图5(c)为对比例3的yz平面ipf图。
具体实施方式
22.下面将结合图1~图5,对本发明的技术方案进行清楚、完整地描述。
23.选区激光熔化制备单晶316l奥氏体不锈钢,难点在于通过对于合适的激光扫描策略和打印工艺参数的探索,以形成规则的熔池形貌以及一致的晶体取向。
24.在以下实施例,采用的设备为选区激光熔化增材制造设备,该设备配备激光器有效光斑直径为70~100μm,最大功率为400w,最大扫描速度为10m/s,采用惰性气体氩气作为保护气。
实施例
25.结合图1,本发明所述的一种选区激光熔化制备单晶316l奥氏体不锈钢的工艺,步
骤如下:步骤s1,建立单晶316l奥氏体不锈钢的三维实体模型,转入步骤2。
26.步骤s2,规划激光扫描策略和打印工艺参数,对三维实体模型进行模型切片分层,模型自下而上分为若干个打印层,依次命名为第一打印层,第二打印层,第三打印层
……
将切片文件导入到设备控制系统中。其中,激光扫描策略具体内容包括:若打印方块状试样,在同一打印层上,相对平行的两边为第一边和第二边,另外两边为第三边和第四边。在奇数打印层上,激光在第一边和第二边之间来回往复扫描。在偶数打印层上,激光在第三边和第四边之间来回往复扫描。打印工艺参数的具体内容包括:激光功率为192w~201w,激光扫描速度为798mm/s~810mm/s,打印层层厚为30μm~36μm,激光扫描间距为70μm~78μm。激光扫描策略示意图如图2(a)所示,转入步骤3。
27.步骤s3,在设备工作舱中固定基板,打开基板加热,使基板温度升至100℃,打开上下粉瓶所有阀门,使粉道畅通,转入步骤4。
28.步骤s4,在控制系统中选择单晶316l增材制造的工艺参数,转入步骤5。
29.步骤s5,打开氩气阀门,调整供气压力为0.6mpa,打开洗气开关,等待氧浓度降到0.03%以下,启动激光增材制造设备,按照第一打印层激光扫描路径进行打印,转入步骤6。
30.步骤s6,完成当前打印层的打印后,基板下降一个打印层层高,进行下一个打印层的打印,转入步骤7。
31.步骤s7,重复执行步骤s6,直至所有层数打印完毕,转入步骤8。
32.步骤s8,打开舱门键,等待压缩空气充入,氧含量上升,关闭基板加热系统,等待基板温度降至室温,清理粉末,从工作舱中取出基板,采用线切割的方法取下试样,转入步骤9。
33.步骤s9,使用光学显微镜以及电子背散射衍射对试样进行检测,若观察到试样内部晶粒晶体取向一致,则单晶316l制备成功。
34.由图2(b)可以看出,采用本发明工艺制备的316l不锈钢试样,其内部熔池结构规则;由图2(c)可以看出,试样内部晶粒晶体取向一致,呈现明显的织构现象,表现出单晶特征。
35.对比例1:本对比例采用选区激光熔化增材制造设备系统预设的增材制造316l奥氏体不锈钢参数体系,试样制备步骤与实施例基本相同,区别在于,在步骤s2中,激光扫描策略具体内容包括:若打印方块状试样,在同一打印层上,相对平行的两边为第一边和第二边,另外两边为第三边和第四边。在每个打印层上,激光均在第一边和第二边之间来回往复扫描,层与层之间相对旋转33
°
,连续旋转。打印工艺参数的具体内容包括:激光功率为200w,激光扫描速度为800mm/s,打印层层厚为30μm,激光扫描间距为120μm。激光扫描策略示意图如图3(a)所示。
36.由图3(b)可以看出,采用本对比例工艺制备的316l奥氏体不锈钢试样,其熔池结构并不规则;由图3(c)可以看出,试样内部晶粒晶体取向较为混乱,并未呈现出单晶特征。
37.对比例2:本对比例试样制备步骤与实施例基本相同,区别在于,在步骤s2中,激光扫描策略具体内容包括:若打印方块状试样,在同一打印层上,相对平行的两边为第一边和第二边,
另外两边为第三边和第四边。在每个打印层上,激光均在第一边和第二边之间来回往复扫描。打印工艺参数的具体内容包括:激光功率为108w,激光扫描速度为800mm/s,打印层层厚为20μm,激光扫描间距为70μm。激光扫描策略示意图如图4(a)所示。
38.由图4(b)可以看出,采用本对比例工艺制备的316l奥氏体不锈钢试样,其熔池结构较为整齐;由图4(c),试样内部晶粒晶体取向有一定规律,但熔池中心和两边晶粒晶体取向差别较大,并且自下而上晶粒晶体取向也存在明显差别。
39.对比例3:本对比例试样制备步骤与实施例基本相同,区别在于,在步骤s2中,激光扫描策略具体内容包括:若打印方块状试样,在同一打印层上,相对平行的两边为第一边和第二边,另外两边为第三边和第四边。在奇数打印层上,激光在第一边和第二边之间来回往复扫描;在偶数打印层上,激光在第三边和第四边之间来回往复扫描。打印工艺参数的具体内容包括:激光功率为108w,激光扫描速度为800mm/s,打印层层厚为20μm,激光扫描间距为70μm。激光扫描策略示意图如图5(a)所示。
40.由图5(b)可以看出,采用本对比例工艺制备的316l奥氏体不锈钢试样,其熔池结构较为整齐;由图5(c),试样内部晶粒取向较为混乱,并未呈现出单晶特征。
41.通过实施例和对比例1~3的结果可以看出:采用激光选区熔化增材制造设备系统预设的增材制造316l奥氏体不锈钢参数体系所制造的试样为多晶体,其内部晶粒晶体取向混乱,不具备单晶特征;从对比例2和对比例3的结果来看,采用相同打印工艺参数,不同激光扫描策略所制造的试样,其内部晶体结构存在较大差异;从对比例3和实施例的结果来看,采用相同激光扫描策略,不同打印工艺参数所制造的试样,其内部晶体结构同样存在较大差异。所有对比例试样均未表现出单晶特征。
42.增材制造316l奥氏体不锈钢的微观结构,是激光扫描策略以及打印工艺参数共同作用的结果,采用合适的激光扫描策略和打印工艺参数,才能形成规则的熔池形貌以及一致的晶体取向。采用本发明工艺制备的316l奥氏体不锈钢,其内部熔池结构规则,内部晶粒晶体取向一致,呈现明显的织构现象,表现出明显的单晶特征,是实现单晶316l奥氏体不锈钢制造的新方法,可有效缩短单晶316l奥氏体不锈钢的制备时间,提高单晶材料制造合格率,有效提升成型质量,节约制造成本,同时为单晶316l奥氏体不锈钢复杂结构的制造提供技术方法。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。