1.本发明属于抛光装备技术领域,具体涉及一种轮毂复合能场辅助化学机械抛光装备。
背景技术:
2.随着汽车行业的发展,汽车轮毂产业稳步增长。目前,中国已成为全球汽车轮毂的生产中心,全球70%以上的轮毂产自中国。然而,针对轮毂、轮毂模具类零部件的抛光,国内还大多以手工磨抛为主。化学机械抛光是最佳的全局平坦化工艺,抛光精度可达亚纳米级,但在应用领域主要针对的是平面类零件的抛光。针对于轮毂的化学机械抛光装备目前尚未见报道。因此,亟需一种可以高质高效抛光轮毂零件的装备。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,如:轮毂零件抛光难度大,传统手工磨抛效率低,环境恶劣,产品一致性差,精度低等,设计一种轮毂复合能场辅助化学机械抛光装备。
4.为了实现上述目的,本发明采用了如下技术方案:一种轮毂复合能场辅助化学机械抛光装备,含有研磨工位、粗抛工位和精抛工位,包括抛光槽、振动机构、温控机构、超声机构、磁力机构和连接传动机构,所述抛光槽为工件的抛光加工容器,用于盛放抛光液,所述振动机构用于对抛光槽提供振动作用,所述温控机构用于对抛光液的温度进行实时测量和控制,所述超声机构用于对抛光槽中的抛光液进行超声分散,所述磁力机构用于产生磁场作用力,所述连接传动机构用于装夹工件并控制工件的运动,所述抛光槽、振动机构、温控机构、超声机构、磁力机构和连接传动机构的功能均由数控系统控制实现。
5.进一步地,所述的抛光槽分为研磨槽、粗抛槽和精抛槽,分别对应于研磨工位、粗抛工位和精抛工位。
6.进一步地,所述的振动机构安装于研磨工位和精抛工位,包括振动电机、偏心机构和弹簧支撑,所述振动电机安装在固定座上并为振动机构提供动力,所述偏心机构一端与振动电机连接,另一端与研磨槽或精抛槽外底部连接,所述弹簧支撑安装于研磨槽或精抛槽下,弹簧支撑一端安装在固定座上,另一端安装在研磨槽或精抛槽的外底部。
7.进一步地,所述的温控机构安装于精抛工位,包括温度传感器、储液箱和回流管,所述温度传感器安装于精抛槽的内壁四周且位置可调,用于对抛光液温度进行实时监测,温度传感器安装高度低于抛光液深度,所述储液箱安装于精抛槽的外部,储液箱内结构分为冷液供应腔、热液供应腔和回流液暂存腔,所述冷液供应腔内液体温度低于所需抛光液温度,所述热液供应腔内液体温度高于所需抛光液温度,所述回流液暂存腔单向连通于冷液供应腔和热液供应腔,用于存储回流的液体,并对回流的液体加热或冷却,所述回流管安装于精抛槽的内壁底部,分为冷液回流管和热液回流管,回流管一端与冷液供应腔或热液
供应腔连通,另一端与回流液暂存腔连通。
8.进一步地,所述的超声机构安装于精抛工位,包括超声发生器和超声振动系统,所述超声发生器用于调节所需的超声振动参数,所述超声振动系统安装于精抛槽内底部,用于对悬浮的抛光液进行超声分散。
9.进一步地,所述的磁力机构安装于粗抛工位,包括磁场发生器和磁力动力源,所述磁场发生器安装于粗抛槽的外底部且平行于粗抛槽底端面,由若干个均匀、有规律排布的永磁和永磁安装盘组成,磁场发生器与粗抛槽底端面的垂直距离不大于10 mm,所述磁力动力源安装在固定座上,磁力动力源动力输出端与磁场发生器连接,用于使磁场发生器产生转动。
10.进一步地,所述的连接传动机构能够实现工件在不同工位间的换位加工、与抛光槽的相对位置调节以及抛光高度调节,连接传动机构包括x轴电机、y轴电机、z轴电机、b轴电机、导轨机构、主轴电机和夹具,所述x轴电机配合导轨机构控制工件沿x轴方向的移动,所述y轴电机配合导轨机构控制工件沿y轴方向的移动,所述z轴电机配合导轨机构控制工件沿z轴方向的移动,所述b轴电机控制工件绕y轴方向的摆动,摆动角度为
±
90
°
,所述主轴电机安装在导轨机构上,主轴电机输出端通过所述夹具与工件相连接。
11.本发明还公开了一种轮毂复合能场辅助化学机械抛光方法,包括如下步骤:步骤1、工件通过夹具装夹在主轴上;步骤2、数控系统控制z轴电机带动工件下沉,至完全淹没于研磨槽内抛光液,开启主轴电机带动工件做旋转运动,打开研磨槽下置的振动机构,带动研磨槽内磨粒做不规则振动,研磨槽中所含抛光液对工件表面腐蚀氧化,磨料对工件表面研磨;步骤3、工件在研磨槽内抛光10 min后,关闭主轴电机,控制z轴电机带动工件上升,至完全离开研磨槽,控制b轴电机使工件沿逆时针方向绕y轴摆动90
°
,控制y轴电机带动工件右移至粗抛槽中心,控制z轴电机带动工件下沉,至粗抛槽槽底,开启主轴电机,开启粗抛槽下置的磁力机构,磁力动力源工作,带动磁场发生器产生变化磁场,带动粗抛槽内不锈钢针对工件进行打磨,同时粗抛槽中所含抛光液对工件表面腐蚀氧化;步骤4、工件在粗抛槽内抛光10 min后,关闭主轴电机,控制z轴电机带动工件上升,至完全离开粗抛槽,控制b轴电机使工件沿顺时针方向绕y轴摆动90
°
,控制y轴电机带动工件右移至精抛槽中心,控制z轴电机带动工件下沉,至完全淹没于精抛槽内抛光液,开启主轴电机,开启精抛槽下置的振动机构带动精抛槽内磨料做不规则振动,开启精抛槽底部的超声机构,对悬浮的抛光液进行超声分散,开启精抛槽侧壁的温控机构,对精抛槽内的抛光液实时控温;步骤5、工件在精抛槽内抛光10 min后,关闭主轴电机,控制z轴电机带动工件上升,至完全离开精抛槽,工件从夹具拆卸,抛光结束。
12.本发明基于化学机械抛光原理,采用浸入式抛光方法,对轮毂零件进行抛光,克服传统的应力去除材料造成的表面质量差、抛光效率低等问题;通过复合超声场、温度场多能场耦合增强磨料的磨削作用以及抛光液的氧化腐蚀作用,对工件表面进行加工,可实现对轮毂零件的精密抛光;相对于传统的手工磨抛,本发明可大幅度提高生产效率。
13.与现有技术相比,本发明的有益效果在于:1. 本发明基于化学机械抛光原理,可以高效精密抛光轮毂复杂曲面结构件,与传
统依赖应力去除材料的抛光方式相比,不会产生加工刀痕。
14.2. 本发明复合超声场、温度场多能场耦合增强磨料的磨削作用,相对于传统手工磨抛,可以大幅度提高抛光效率。
15.3. 本发明采用浸入式抛光方法,避免粉尘、噪音污染,环境友好,配合自动化数控系统,减少人工参与,有利于工厂数字化转型升级。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
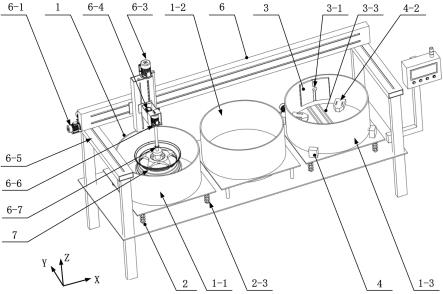
17.图1是本发明一种轮毂复合能场辅助化学机械抛光装备的总装图a。
18.图2是本发明一种轮毂复合能场辅助化学机械抛光装备的总装图b。
19.图3是本发明一种轮毂复合能场辅助化学机械抛光装备的温控机构局部示意图。
20.图4是本发明一种轮毂复合能场辅助化学机械抛光装备的磁力机构示意图。
21.图中:抛光槽(1);研磨槽(1-1);粗抛槽(1-2);精抛槽(1-3);振动机构(2);振动电机(2-1);偏心机构(2-2);弹簧支撑(2-3);温控机构(3);温度传感器(3-1);储液箱(3-2);冷液供应腔(3-2-1);热液供应腔(3-2-2);回流液暂存腔(3-2-3);回流管(3-3);冷液回流管(3-3-1);热液回流管(3-3-2);超声机构(4);超声发生器(4-1);超声振动系统(4-2);磁力机构(5);磁场发生器(5-1);磁力动力源(5-2);连接传动机构(6);x轴电机(6-1);y轴电机(6-2);z轴电机(6-3);b轴电机(6-4);导轨机构(6-5);主轴电机(6-6);夹具(6-7);工件(7)。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.下面结合附图1~4,对本发明作进一步说明。
24.一种轮毂复合能场辅助化学机械抛光装备,包括抛光槽(1)、振动机构(2)、温控机构(3)、超声机构(4)、磁力机构(5)和连接传动机构(6),抛光槽(1)为工件(7)的抛光加工容器,用于盛放抛光液,包括研磨槽(1-1)、粗抛槽(1-2)和精抛槽(1-3),分别对应于研磨工位、粗抛工位和精抛工位,振动机构(2)用于对研磨槽(1-1)和精抛槽(1-3)提供振动作用,温控机构(3)用于对精抛槽(1-3)中抛光液的温度进行实时测量和控制,超声机构(4)用于对精抛槽(1-3)中的抛光液进行超声分散,磁力机构(5)位于粗抛槽(1-2)下,用于产生磁场作用力,连接传动机构(6)用于装夹工件(7)并控制工件(7)的运动,抛光槽(1)、振动机构(2)、温控机构(3)、超声机构(4)、磁力机构(5)和连接传动机构(6)的功能均由数控系统控制实现。
25.振动机构(2)包括振动电机(2-1)、偏心机构(2-2)和弹簧支撑(2-3),安装于研磨
槽(1-1)和精抛槽(1-3)底部,振动电机(2-1)安装在固定座上,作为动力源,将动力传递至偏心机构(2-2),偏心机构(2-2)一端连接振动电机(2-1),另一端连接研磨槽(1-1)或精抛槽(1-3)外底部,采用偏心块结构,用于产生振动,弹簧支撑(2-3)一端安装在固定座上,一端安装在研磨槽(1-1)或精抛槽(1-3)外底部,用于将偏心机构(2-2)产生的振动幅度扩大,以此增加研磨槽(1-1)或精抛槽(1-3)内磨粒的相对运动幅度,增强磨粒对工件(7)的磨削作用。
26.温控机构(3)包括温度传感器(3-1)、储液箱(3-2)和回流管(3-3),并安装在精抛工位,用于对精抛槽(1-3)内抛光液进行实时控温,温度传感器(3-1)安装于精抛槽(1-3)的内壁四周且位置可调,安装高度低于抛光液深度,用于对抛光液温度进行实时监测,储液箱(3-2)安装在精抛槽(1-3)外侧,内部含冷液供应腔(3-2-1)、热液供应腔(3-2-2)和回流液暂存腔(3-2-3),冷液供应腔(3-2-1)内液体温度低于所需抛光液温度,热液供应腔(3-2-2)内液体温度高于所需抛光液温度,回流液暂存腔(3-2-3)单向连通于冷液供应腔(3-2-1)和热液供应腔(3-2-2),用于存储回流的液体,并对回流的液体加热或冷却,回流管(3-3)安装于精抛槽(1-3)的内壁底部,分为冷液回流管(3-3-1)和热液回流管(3-3-2),冷液回流管(3-3-1)一端与冷液供应腔(3-2-1)连通,一端与回流液暂存腔(3-2-3)连通,用于对精抛槽(1-3)内抛光液降温,热液回流管(3-3-1)一端与热液供应腔(3-2-1)连通,一端与回流液暂存腔(3-2-3)连通,用于对精抛槽(1-3)内抛光液升温。
27.超声机构(4)包括超声发生器(4-1)和超声振动系统(4-2),超声发生器(4-1)安装在精抛槽(1-3)下部的固定板上,通过电线连接4个超声振动系统(4-2),用于调节所需的超声振动参数,超声振动系统(4-2)安装于精抛槽(1-3)内底部,用于对悬浮的抛光液进行超声分散。
28.磁力机构(5)安装于粗抛工位,包括磁场发生器(5-1)和磁力动力源(5-2),磁场发生器(5-1)安装于粗抛槽(1-2)的外底部且平行于粗抛槽(1-2)底端面,由10个均匀、有规律排布的永磁和永磁安装盘组成,磁场发生器(5-1)与粗抛槽(1-2)底端面的垂直距离为10 mm,磁力动力源(5-2)安装在固定座上,磁力动力源(5-2)动力输出端与磁场发生器(5-1)连接,用于使磁场发生器(5-1)产生转动,以此产生变化的磁场,带动粗抛槽(1-2)内部的不锈钢针做不规则运动,对工件(7)表面进行打磨。
29.连接传动机构(6)包括x轴电机(6-1)、y轴电机(6-2)、z轴电机(6-3)、b轴电机(6-4)、导轨机构(6-5)、主轴电机(6-6)和夹具(6-7),能够实现工件(7)在不同工位间的换位加工、与抛光槽(1)的相对位置调节以及抛光高度调节, x轴电机(6-1)配合导轨机构(6-5)用于控制工件(7)沿x轴方向的移动, y轴电机(6-2)配合导轨机构(6-5)用于控制工件(7)沿y轴方向的移动,z轴电机(6-3)配合导轨机构(6-5)用于控制工件(7)沿z轴方向的移动,b轴电机(6-4)用于控制工件(7)绕y轴方向的摆动,摆动角度为
±
90
°
,主轴电机(6-6)安装在导轨机构(6-5)上,主轴电机(6-6)输出端通过夹具(6-7)与工件(7)相连接。
30.本发明的整体加工过程如下:步骤1、工件(7)通过夹具(6-7)装夹在主轴上;步骤2、数控系统控制z轴电机(6-3)带动工件(7)下沉,至完全淹没于研磨槽(1-1)内抛光液,开启主轴电机(6-6)带动工件(7)做旋转运动,打开研磨槽(1-1)下置的振动机构(2),带动研磨槽(1-1)内磨粒做不规则振动,研磨槽(1-1)中所含抛光液对工件(7)表面腐
蚀氧化,磨料对工件(7)表面研磨;步骤3、工件(7)在研磨槽(1-1)内抛光10 min后,关闭主轴电机(6-6),控制z轴电机(6-3)带动工件(7)上升,至完全离开研磨槽(1-1),控制b轴电机(6-4)使工件(7)沿逆时针方向绕y轴摆动90
°
,控制y轴电机(6-2)带动工件右移至粗抛槽(1-2)中心,控制z轴电机(6-3)带动工件(7)下沉,至粗抛槽(1-2)槽底,开启主轴电机(6-6),开启粗抛槽(1-2)下置的磁力机构(5),磁力动力源(5-2)工作,带动磁场发生器(5-1)产生变化磁场,带动粗抛槽(1-2)内不锈钢针对工件(7)进行打磨,同时粗抛槽(1-2)中所含抛光液对工件(7)表面腐蚀氧化;步骤4、工件(7)在粗抛槽(1-2)内抛光10 min后,关闭主轴电机(6-6),控制z轴电机(6-3)带动工件(7)上升,至完全离开粗抛槽(1-2),控制b轴电机(6-4)使工件(7)沿顺时针方向绕y轴摆动90
°
,控制y轴电机(6-2)带动工件右移至精抛槽(1-3)中心,控制z轴电机(6-3)带动工件(7)下沉,至完全淹没于精抛槽(1-3)内抛光液,开启主轴电机(6-6),开启精抛槽(1-3)下置的振动机构(2)带动精抛槽(1-3)内磨料做不规则振动,开启精抛槽(1-3)底部的超声机构(4),对悬浮的抛光液进行超声分散,开启精抛槽(1-3)侧壁的温控机构(3),对精抛槽(1-3)内的抛光液实时控温;步骤5、工件(7)在精抛槽(1-3)内抛光10 min后,关闭主轴电机(6-6),控制z轴电机(6-3)带动工件(7)上升,至完全离开精抛槽(1-3),工件(7)从夹具(6-7)拆卸,抛光结束。
31.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。