1.本发明属于数控加工中心刀具磨损状态预测技术领域,更具体地,涉及一种基于迁移学习的刀具磨损监测方法。
背景技术:
2.刀具性能是企业实际生产中生产效率和加工质量的基本保障,支撑着整个制造领域的生产技术水平和经济效益。精准预测刀具磨损值能够在最大化刀具使用率、降低生产成本的同时,保证零件加工精度,避免设备损坏。在工厂的实际生产中,同一型号的刀具往往会面向不同工件材料进行切削加工,由于工件材料的物理化学性质不同,刀具在切削加工中的退化过程也会呈现出不同的趋势,但磨损标签采集过程繁琐,因此如何将利用历史数据和对应磨损值标签训练得到的监测模型迅速适配到只有少量数据样本的新工件材料加工过程中进行应用是当前亟需解决的问题。
3.在具备大量历史数据和对应磨损标签值和背景下,采集少量新工件材料切削过程的监测数据,研究模型的快速适配迁移方法,可以避免为了重新建立监测模型而必须采集大量新工件材料切削过程监测数据的需求,节省时间,提升模型的开发效率,是当前刀具状态在线监测技术的发展需要。
4.随着工业大数据的发展和应用,传统刀具磨损监测方法逐渐被具有特征自主学习的深度网络预测方法所取代,在海量加工过程监测数据的背景下,更加突显出深度学习对于大数据处理的优势。但当前的深度学习模型通常只能面向单一工况进行建模,诸如当工件材料发生变化时,已有模型通常会失效。
技术实现要素:
5.针对当前基于深度学习的刀具磨损监测模型只能面向单一工况进行建模的问题,本发明提供一种基于迁移学习的刀具磨损监测方法。
6.本发明的一种基于迁移学习的刀具磨损监测方法,包括:
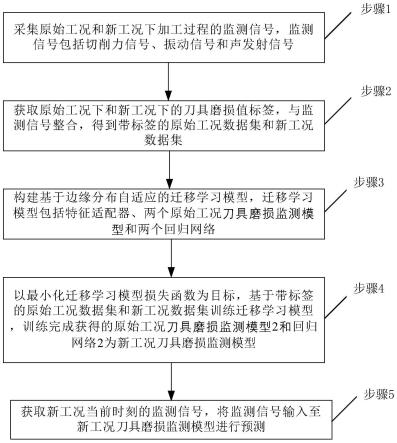
7.s1、采集原始工况和新工况下加工过程的监测信号,监测信号包括切削力信号、振动信号和声发射信号;
8.s2、获取原始工况下和新工况下的刀具磨损值标签,与监测信号整合,得到带标签的原始工况数据集和新工况数据集;
9.s3、构建基于边缘分布自适应的迁移学习模型,迁移学习模型包括特征适配器、两个原始工况刀具磨损监测模型和两个回归网络;
10.原始工况刀具磨损监测模型1用于对原始工况数据集中的监测信号进行高维嵌入空间的特征提取,提取出的特征分别输入至回归网络1中;
11.原始工况刀具磨损监测模型2用于对新工况数据集中的监测信号进行高维嵌入空间的特征提取,提取出的特征分别输入至两个回归网络2中;
12.回归网络1用于拟合输入特征和原始工况数据集中刀具磨损值之间的非线性关
系;
13.回归网络2用于拟合输入特征和新工况数据集中刀具磨损值之间的非线性关系;
14.特征适配器用于获取原始工况数据集中特征和新工况数据集中特征的分布差异;
15.s4、以最小化迁移学习模型损失函数为目标,基于带标签的原始工况数据集和新工况数据集训练迁移学习模型,训练完成获得的原始工况刀具磨损监测模型2和回归网络2为新工况刀具磨损监测模型;
16.s5、获取新工况当前时刻的监测信号,将监测信号输入至新工况刀具磨损监测模型进行预测。
17.作为优选,s4中,迁移学习模型损失函数为:
[0018][0019]
式中,ds表示原始工况刀具磨损监测模型1提取的特征;
[0020]dt
表示原始工况刀具磨损监测模型2提取的特征;
[0021]
mmd2(ds,d
t
)表示特征适配器获得的分布差异;
[0022]
表示回归网络1的回归损失;
[0023]
表示回归网络2的回归损失;
[0024]ys
表示对原始工况数据集中与ds对应的刀具磨损值;
[0025]yt
表示对新工况数据集中与d
t
对应的刀具磨损值;
[0026]
l表示总损失。
[0027]
作为优选,所述方法还包括:
[0028]
s6、将s5预测的当前时刻刀具磨损预测值与前若干时间段内的刀具磨损预测值组成时序数列,对组成的时序数列进行最小二乘法拟合,得到当前时刻预测值,将最小二乘拟合的预测值和s5的刀具磨损预测值进行比较,如果差值大于设定阈值,使用最小二乘拟合的预测值作为当前时刻的预测磨损值,否则,保留s5的刀具磨损预测值,转入s5,进行下一时刻预测。
[0029]
作为优选,s6中,对组成的时序数列进行最小二乘法拟合,目标函数和约束条件包括;
[0030][0031]
s.t.2θ2xi θ1≥0
[0032]
其中,yi表示刀具磨损预测值时序数列中某一时刻的磨损预测值;
[0033]
xi表示对应的切削行程序号;θ0、θ1、θ2表示二次多项式系数。
[0034]
作为优选,所述s1中,切削力信号通过在工件底部布置切削力传感器采集获取,振动信号通过在工件和机床工作台布置振动传感器采集获取,声发射信号通过在机床工作台布置声发射传感器采集获取。
[0035]
作为优选,所述s2中的监测信号为预处理后的信号,所述预处理包括:
[0036]
s21、在切削进给开始后进行监测信号偏移消除,设定时间段,计算各传感器信号的平均值,并将该平均值作为偏移值从信号中减去,同时计算信号的标准偏差,作为标准偏差基础值,表征监测信号在未进行切削时的波动程度;
[0037]
s22、:在进给过程中周期性计算信号的标准偏差,当标准偏差大于基础值的3倍时,将该时刻标记为切削开始点,并清除开始点以前的监测信号,完成空切段消除;
[0038]
s23、截取稳定切削段的监测信号,对各路监测信号进行z分数标准化,表达式为:
[0039][0040]
其中,x表示样本中某通道信号上某样本点的值;
[0041]
μ表示x这一通道信号数据全部样本点的均值;
[0042]
σ表示x这一通道信号数据全部样本点的标准差;
[0043]
s24、对z分数标准化后的数据以滑动窗口的方式进行降采样处理,计算滑动窗口内数据的前四阶矩统计量:均值、方差、偏度和峰度,即:将所述监测信号转换为四维数据。
[0044]
作为优选,所述s2中,采用便携式显微镜拍照的方式记录刀具在切削过程中磨损变化趋势,并结合显微镜像素大小、分辨率和放大倍数对刀具磨损值进行标记,再将磨损值与对应时间段的刀具监测信号进行整合,得到带标签的原始工况数据集和新工况数据集。
[0045]
作为优选,所述s4中,所述特征适配器采用最大均值差异法计算分布差异:
[0046][0047]
式中,φ(
·
)表示映射,用于把原变量映射到再生核希尔伯特空间中;
[0048]dsi
表示原始工况刀具磨损监测模型1提取的第i特征,共n个特征;
[0049]dtj
表示原始工况刀具磨损监测模型2提取的第j特征,共m个特征;
[0050]
k(
·
)表示核函数;
[0051]
表示在希尔伯特空间下计算函数平方和。
[0052]
本发明的有益效果:本发明同时实现了利用原有工况下训练的得到的预测模型,结合少量新工况下的监测数据,快速适配新工件材料加工过程的刀具磨损值预测目的,有效降低了新模型训练的数据量需求,提升监测模型开发效率,保证生产连续性。本发明实现数控刀具的预测性维护,对实际生产具有重要意义。
附图说明
[0053]
图1为本发明实施例提供的一种基于迁移学习的刀具磨损监测模型的流程图。
[0054]
图2为本发明源域振动信号消除空切示意图。
[0055]
图3为本发明深度卷积残差网络结构示意图,input表示输入模型的4维时域统计特征数据,conv表示卷积层,bn表示批归一化层,relu表示线性整流函数,max pool表示最大池化层,adaptive avgpool表示自适应平均池化层,flatten表示展平层,linear表示线性层,output表示模型输出的刀具磨损预测值。
[0056]
图4为本发明所采用的边缘分布自适应原理图。
[0057]
图5为本发明迁移学习模型的原理示意图。
[0058]
图6为本发明对预测磨损值的平滑流程。
[0059]
图7为本发明迁移学习模型训练结果图。
具体实施方式
[0060]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0061]
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0062]
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
[0063]
本实施方式的基于迁移学习的刀具磨损监测方法,包括:
[0064]
步骤1、采集原始工况和新工况下加工过程的监测信号,监测信号包括切削力信号、振动信号和声发射信号;
[0065]
步骤2、获取原始工况下和新工况下的刀具磨损值标签,与监测信号整合,得到带标签的原始工况数据集和新工况数据集;
[0066]
步骤3、构建基于边缘分布自适应的迁移学习模型,迁移学习模型包括特征适配器、两个原始工况刀具磨损监测模型和两个回归网络;
[0067]
原始工况刀具磨损监测模型1用于对原始工况数据集中的监测信号进行高维嵌入空间的特征提取,提取出的特征分别输入至回归网络1中;
[0068]
原始工况刀具磨损监测模型2用于对新工况数据集中的监测信号进行高维嵌入空间的特征提取,提取出的特征分别输入至两个回归网络2中;
[0069]
回归网络1用于拟合输入特征和原始工况数据集中刀具磨损值之间的非线性关系;
[0070]
回归网络2用于拟合输入特征和新工况数据集中刀具磨损值之间的非线性关系;
[0071]
特征适配器用于获取原始工况数据集中特征和新工况数据集中特征的分布差异;
[0072]
步骤4、以最小化迁移学习模型损失函数为目标,基于带标签的原始工况数据集和新工况数据集训练迁移学习模型,训练完成获得的原始工况刀具磨损监测模型2和回归网络2为新工况刀具磨损监测模型;
[0073]
步骤5、获取新工况当前时刻的监测信号,将监测信号输入至新工况刀具磨损监测模型进行预测。
[0074]
本实施方式利用迁移学习的理念,最大化利用预测任务之间的内在相似性,寻找两种工况下刀具退化趋势的内在联系和差异,利用算法进行两种工况下的特征边缘分布适配,进而获得应用在新加工材料的预测模型。本实施方式采集原始工件材料工况和新工件材料工况下的监测信号,获取原始工况下和少量新工况下的刀具磨损标签,整合得到带标签的原始工况数据集和新工况数据集;构建迁移学习模型,再通过迁移学习建立新工况下的监测模型,在降低对目标域带标签数据需求同时,也解决了当工件材料变化时原有刀具磨损监测模型泛化性应用问题。
[0075]
优选实施例,步骤1中,切削力信号通过在工件底部布置切削力传感器采集获取,振动信号通过在工件和机床工作台布置振动传感器采集获取,声发射信号通过在机床工作
台布置声发射传感器采集获取。
[0076]
优选实施例,步骤2中,监测信号为预处理后的信号,采用便携式显微镜拍照的方式记录刀具在切削过程中磨损变化趋势,并结合显微镜像素大小、分辨率和放大倍数对刀具磨损值进行标记,再将磨损值与对应时间段的刀具监测信号进行整合,得到带标签的原始工况数据集和新工况数据集。
[0077]
预处理的步骤包括:
[0078]
步骤21、在切削进给开始后进行监测信号偏移消除。计算进给运动开始后120ms时间段传感器信号的平均值,并将该平均值作为偏移值从信号中减去,同时计算该过程中信号的标准偏差,作为标准偏差基础值,表征监测信号在未进行切削时的波动程度;
[0079]
步骤22、在进给过程中每400ms计算一次标准偏差,当标准偏差大于基础值3倍时,将该时刻标记为切削开始点,并清除开始点以前的监测信号,完成空切段消除,图2展示了空切段消除的过程;
[0080]
步骤23、截取稳定切削段的监测信号,保留监测信号长度为100000的采样点,并对各路监测信号进行z分数标准化,表达式为:
[0081][0082]
其中,x表示样本中某通道信号上某样本点的值;
[0083]
μ表示x这一通道信号数据全部样本点的均值;
[0084]
σ表示x这一通道信号数据全部样本点的标准差;
[0085]
步骤24、对z分数标准化后的数据以滑动窗口的方式进行降采样处理,计算滑动窗口内数据的前四阶矩统计量:均值、方差、偏度和峰度,即:将所述监测信号转换为四维数据,从而使样本长度下降,降低模型计算量,所述统计量的计算公式包括:
[0086][0087][0088][0089][0090]
其中,表示数据均值;x
ms
表示数据方差;α表示数据偏度;β表示数据峰度;xi表示某一路传感信号的第i样本点;n表示滑动窗口的采样长度。
[0091]
优选实施例中,步骤3中的原始工况刀具磨损监测模型采用深度卷积残差网络对输入信号进行高维嵌入空间的特征提取,该网络主要由残差基本块堆叠构成,残差卷积神经网络整体架构参数设置如表1所示,网络结构如图3所示;
[0092]
表1残差神经网络结构设置
[0093][0094][0095]
特征适配器采用最大均值差异作为源域特征和目标域特征分布差异的度量,所采用的边缘分布自适应原理如图4所示;
[0096]
特征适配器采用最大均值差异法计算分布差异:
[0097][0098]
式中,φ(
·
)表示映射,用于把原变量映射到再生核希尔伯特空间中;
[0099]dsi
表示原始工况刀具磨损监测模型1提取的第i特征,共n个特征;
[0100]dtj
表示原始工况刀具磨损监测模型2提取的第j特征,共m个特征;k(
·
)表示核函数;表示在希尔伯特空间下计算函数平方和。
[0101]
其中,核函数选取高斯径向基函数,将有限维数据映射到高维空间,高斯径向基函数的计算公式包括:
[0102][0103]
式中,x
′
表示核函数中心点;
[0104]
x表示空间中任意一点;
[0105]
σ表示带宽,用于控制函数的径向作用范围。
[0106]
回归网络由全连接神经网络构成,作用是拟合高维嵌入特征和刀具磨损值之间的非线性关系。
[0107]
迁移学习模型的原理如图5所示。
[0108]
优选实施例中,步骤4中的迁移学习模型损失函数为:
[0109][0110]
式中,ds表示原始工况刀具磨损监测模型1提取的特征;
[0111]dt
表示原始工况刀具磨损监测模型2提取的特征;
[0112]
mmd2(ds,d
t
)表示特征适配器获得的分布差异;
[0113]
表示回归网络1的回归损失;
[0114]
表示回归网络2的回归损失;
[0115]ys
表示对原始工况数据集中与ds对应的刀具磨损值;
[0116]yt
表示对新工况数据集中与d
t
对应的刀具磨损值;
[0117]
l表示总损失。
[0118]
优选实施例中,本实施方式的方法还包括:
[0119]
如图6所示,步骤6、将步骤5预测的当前时刻刀具磨损预测值与前若干时间段内的刀具磨损预测值组成时序数列,对组成的时序数列进行最小二乘法拟合,得到当前时刻预测值,将最小二乘拟合的预测值和步骤5的刀具磨损预测值进行比较,如果差值大于设定阈值,使用最小二乘拟合的预测值作为当前时刻的预测磨损值,否则,保留步骤5的刀具磨损预测值,转入步骤5,进行下一时刻预测。
[0120]
步骤6中,对组成的时序数列进行最小二乘法拟合,目标函数和约束条件包括;
[0121][0122]
s.t.2θ2xi θ1≥0
[0123]
其中,yi表示刀具磨损预测值时序数列中某一时刻的磨损预测值;
[0124]
xi表示对应的切削行程序号;θ0、θ1、θ2表示二次多项式系数。
[0125]
利用迁移学习得到的刀具磨损监测模型对新工件材料切削过程刀具磨损状态进行监测,如图7所示,预测结果逼近刀具磨损真实值,说明本发明提供的刀具磨损状态监测模型具备工况迁移的能力,并且能够精确的预测新工况下刀具的磨损状态,对于实际生产具有重要意义。
[0126]
虽然在本文中参照了特定的实施方式来描述本发明,但是应该理解的是,这些实施例仅仅是本发明的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本发明的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。