1.本发明涉及铝单板技术领域,具体为一种双曲铝单板及其成型工艺。
背景技术:
2.双曲铝板以高等级铝合金为主要材料的金属幕墙产品。铝单板作为建筑外墙装饰的一种主要选择对象,它与瓷片、玻璃、铝塑板、蜂巢板、大理石等外装材料相比,因其独特的优越性而具有广阔的发展空间。
3.但是在实际使用过程中当双曲铝单板的表面承受较大压力时,双曲铝单板的内部组成结构容易因抗压性能不足而发生偏移和变形,从而影响到双曲铝单板的使用。
技术实现要素:
4.本发明的目的在于提供一种双曲铝单板及其成型工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种双曲铝单板,包括单板本体,所述单板本体有上层的第一单板、中部的抗压层以及下层的第二单板组成,所述第一单板与第二单板的相对一侧均开设有若干横向的第一线槽,相邻的第一线槽之间形成有若干横向的第二线槽,所述抗压层包括若干第一缓冲绳和若干第二缓冲绳,第一缓冲绳通过粘接胶水固定粘接在第一线槽上,第二缓冲绳通过粘接胶水固定粘接在第二线槽上。
7.优选的,所述第一单板与第二单板均采用铝合金板。
8.优选的,所述单板本体的外表面涂设有耐腐蚀漆层。
9.一种双曲铝单板成型工艺,包括以下步骤:
10.s1.选材、选择一定尺寸的第一单板和第二单板;
11.s2.开槽、在第一单板与第二单板上均开设相同尺寸的第一线槽、第二线槽;
12.s3.折弯、将第一单板与第二单板进行折弯,使第一单板和第二单板上均采用双曲形状的弯弧面;
13.s4.打磨、将第一单板与第二单板进行打磨;
14.s5.酸洗、将第一单板与第二单板进行酸洗,除去第一单板与第二单板中的氧化物;
15.s6.水洗、将第一单板与第二单板进行水洗,除去酸洗液;
16.s7.涂胶、在第一线槽、第二线槽中均涂设粘接胶水;
17.s8.放绳、将第一缓冲绳、第二缓冲绳分别置于第一线槽、第二线槽中;
18.s9.压合、将第一单板、抗压层以及第二单板进行压合,压合一定时间后得到成品的单板本体。
19.优选的,每升酸洗液包括以下含量的原料:浓度为12~15mol/l的盐酸80ml、重量浓度为70~90%的磷酸三钠60ml、重量浓度为35~40%的氢氟酸60ml、酸洗液催化剂3~
6%和水,其中酸洗液催化剂为脂肪醇聚氧乙烯醚90~95%、烷基醇酰胺磷酸脂45~60%、苯甲酸钠5~15%和乙二胺四乙酸二钠15~30%。
20.优选的,所述步骤s4中采用砂纸进行打磨。
21.优选的,所述步骤s7中的粘接胶水采用金属专用粘接胶水。
22.优选的,所述步骤s9进行压合时,第一单板与第二单板之间垫有一定厚的垫块。
23.与现有技术相比,本发明的有益效果是:本双曲铝单板及其成型工艺使用方便,结构简单,第一单板与第二单板之间设置有抗压层,抗压层由第一缓冲绳与第二缓冲绳组成,第一缓冲绳粘接在第一线槽上,第二缓冲绳粘接在第二线槽中,进而通过缓冲绳的弹性,可使本双曲铝单板具有高效的抗压能力,避免单板本体因抗压性能不足而发生偏移或变形情况。
附图说明
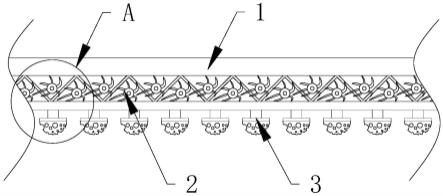
24.图1为一种双曲铝单板及其成型工艺的主体结构正视示意图;
25.图2为一种双曲铝单板及其成型工艺的第一线槽与第二线槽结构示意图。
26.图中:1-第一单板,2-第二单板,3-抗压层,4-单板本体,5-第一线槽,6-第二线槽。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例一:
29.请参阅图1~2,一种双曲铝单板,包括单板本体4,所述单板本体4有上层的第一单板1、中部的抗压层3以及下层的第二单板2组成,所述第一单板1与第二单板2的相对一侧均开设有若干横向的第一线槽5,相邻的第一线槽5之间形成有若干横向的第二线槽6,所述抗压层3包括若干第一缓冲绳和若干第二缓冲绳,第一缓冲绳通过粘接胶水固定粘接在第一线槽5上,第二缓冲绳通过粘接胶水固定粘接在第二线槽6上。
30.所述第一单板2与第二单板2均采用铝合金板。
31.所述单板本体4的外表面涂设有耐腐蚀漆层。
32.一种双曲铝单板成型工艺,包括以下步骤:
33.s1.选材、选择一定尺寸的第一单板1和第二单板2;
34.s2.开槽、在第一单板1与第二单板2上均开设相同尺寸的第一线槽5、第二线槽6;
35.s3.折弯、将第一单板1与第二单板2进行折弯,使第一单板1和第二单板2上均采用双曲形状的弯弧面;
36.s4.打磨、将第一单板1与第二单板2进行打磨;
37.s5.酸洗、将第一单板1与第二单板2进行酸洗,除去第一单板1与第二单板2中的氧化物;
38.s6.水洗、将第一单板1与第二单板2进行水洗,除去酸洗液;
39.s7.涂胶、在第一线槽5、第二线槽6中均涂设粘接胶水;
40.s8.放绳、将第一缓冲绳、第二缓冲绳分别置于第一线槽5、第二线槽6中;
41.s9.压合、将第一单板1、抗压层3以及第二单板2进行压合,压合一定时间后得到成品的单板本体4。
42.每升酸洗液包括以下含量的原料:浓度为12mol/l的盐酸80ml、重量浓度为70%的磷酸三钠60ml、重量浓度为35%的氢氟酸60ml、酸洗液催化剂6%和水,其中酸洗液催化剂为脂肪醇聚氧乙烯醚95%、烷基醇酰胺磷酸脂60%、苯甲酸钠5%和乙二胺四乙酸二钠15%。
43.所述步骤s4中采用砂纸进行打磨。
44.所述步骤s7中的粘接胶水采用金属专用粘接胶水。
45.所述步骤s9进行压合时,第一单板1与第二单板2之间垫有一定厚的垫块。
46.实施例二:
47.与实施例一的区别在于:每升酸洗液包括以下含量的原料:浓度为14mol/l的盐酸80ml、重量浓度为80%的磷酸三钠60ml、重量浓度为35%的氢氟酸60ml、酸洗液催化剂4%和水,其中酸洗液催化剂为脂肪醇聚氧乙烯92%、烷基醇酰胺磷酸脂50%、苯甲酸钠10%和乙二胺四乙酸二钠25%。
48.实施例三:
49.与实施例一的区别在于:每升酸洗液包括以下含量的原料:浓度为1215mol/l的盐酸80ml、重量浓度为90%的磷酸三钠60ml、重量浓度为32%的氢氟酸60ml、酸洗液催化剂6%和水,其中酸洗液催化剂为脂肪醇聚氧乙烯醚94%、烷基醇酰胺磷酸脂35%、苯甲酸钠9%和乙二胺四乙酸二钠29%。
50.在本发明中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件或元件结构关系而确定的关系词,并非特指本发明中任一部件或元件,不能理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。