1.本发明属于全龄工厂化养蚕技术领域,尤其涉及一种用于工厂化养蚕的圈框清洗线。
背景技术:
2.蚕俗称蚕宝宝,又称家蚕,以桑叶为食料的吐丝结茧的经济蚕虫之一。属鳞翅目,蚕蛾科。桑蚕起源于中国,其发育温度是7-40℃,饲育适温为20-30℃,主要分布在温带、亚热带和热带地区。
3.蚕的一生经过蚕卵—蚁蚕—蚕宝宝—蚕茧—蚕蛾,共四十多天的时间。刚从卵中孵化出来的蚕宝宝颜色黝黑,称为“蚁蚕”,身上长满细毛,约两天后细毛即不明显了。蚁蚕出壳后,喂养一段时间后它便开始脱皮,脱皮时约有一天的时间,称为“休眠”。经过一次脱皮后,成长为二龄幼虫,蚕虫共要脱皮四次,成为五龄幼虫才开始吐丝结茧。
4.传统的养殖方式为家庭式的小作坊养殖方式,一般采用小竹筐饲养,这种小竹筐结构简单,制造方便,可手工编织,成本低廉;小作坊式的养殖是一种全人工的养殖方法,从蚕卵成虫到采茧均通过人为操作实现,费时费力,养殖效率非常低,且受季节条件限制,只能在特定的时间饲养蚕虫,蚕茧的年产量极低,根本无法满足当今社会的需求,已经逐步被社会所淘汰。
5.为了弥补传统作坊式养蚕的不足,规模化、工厂化的养蚕技术应用而生。为了满足规模化养殖的要求,设计了养殖用圈框,用于实现蚕虫养殖、蚕虫在各龄养殖间转移、饲料投放等工序。在养蚕后圈框上会残留饲料、蚕砂等杂质,其表面充满细菌,需要经过全面的清洗消毒方可再次投入使用,现有的圈框清洗中未形成系统性、连续性、机械自动化的清洗线,还需配合人工搬运或人工清洗,存在清洗效率低,清洗效果差等问题,间接影响养蚕中圈框的供给,限制工厂化养蚕的规模。
技术实现要素:
6.本发明目的在于针对现有技术所存在的不足而提供一种用于工厂化养蚕的圈框清洗线的技术方案,设计一套系统性、连续性、能够实现机械自动化清洗圈框,全程由输送机输送圈框,在输送过程中分别完成刷洗、浸泡、喷淋漂洗与甩干工序,无需人工搬运与人工清洗,能够全天候不间断的连续作业,显著提升圈框清洗的效率,能够及时并充足地供给给养蚕工序,为工厂化养蚕提供基础。且依次划分有不同的清洗段,对圈框进行科学合理的清洗,能够获得较好的清洗效果,通过刷洗段充分清理圈框表面附着的残留饲料、蚕砂等杂质,不仅有助于提升后面各段的清洗效果,如避免杂质混入浸泡槽段而影响浸泡效果;而且保证圈框表面干净。
7.为了解决上述技术问题,本发明采用如下技术方案:
8.一种用于工厂化养蚕的圈框清洗线,其特征在于:包括
9.湿刷段,用于对圈框进行刷洗;
10.浸泡槽段,用于将刷洗后的圈框进行浸泡消毒;
11.喷淋漂洗段,用于将浸泡消毒后的圈框进行喷淋漂洗;
12.甩干段,用于将清洗后的圈框进行甩干处理;
13.和输送机,用于输送圈框。
14.进一步,湿刷段和喷淋漂洗段均设有喷淋机构,喷淋机构用于对圈框进行喷淋。本发明通过湿刷段和喷淋漂洗段对圈框表面附着的固体杂质和消毒液进行喷淋冲洗,能够除去粘附在圈框表面的杂质和消毒液,达到快速、彻底清理圈框的目的。
15.进一步,喷淋机构包括喷淋管、喷嘴和喷淋泵,喷嘴设于喷淋管,喷淋管连接喷淋泵,实现对圈框进行喷淋处理。喷淋管沿输送机的上部和两侧设置,能够分别喷淋圈框的上表面与左右侧面,全面喷淋圈框的各个位置,消除喷淋死角,进一步提升湿刷效果,提高湿刷后圈框的干净度。喷淋管包括第一喷淋管和第二喷淋管,喷嘴包括第一喷嘴和第二喷嘴。
16.进一步,清洗线设有回水槽和储液槽,回水槽设有过滤机构,喷淋处理后的喷淋液经回水槽回水至储液槽内,实现喷淋液的循环使用。符合节能、环保的生产理念,削减喷淋液用量,通过过滤网过滤掉喷淋液中的杂质,避免循环利用时发生二次污染。
17.进一步,湿刷段设有刷洗机构,刷洗机构用于对圈框刷洗。本发明通过湿刷段刷洗圈框表面附着的固体杂质,刷洗清理的同时进行喷淋,能够除去粘附在圈框表面的杂质,达到快速、彻底清理圈框的目的,刷洗后圈框的干净程度达到显著的提升。
18.进一步,刷洗机构包括上下分布的第一毛刷和驱动第一毛刷旋转的第一毛刷电机,圈框从上下两个第一毛刷之间通过,第一毛刷电机驱动第一毛刷旋转,实现对圈框进行上下刷洗。通过上下对刷方式分别刷扫圈框的上表面与下表面,上下同步开工,全面刷扫圈框,消除清洗死角,显著提升刷洗效果。刷洗机构刷扫圈框时,每个圈框依次通过1-30次刷洗机构,每次通过时,刷扫圈框。第一毛刷电机采用减速电机,额定转速187转/分钟,功率为750w,第一毛刷采用尼龙材质。
19.进一步,刷洗机构包括左右分布的第二毛刷和驱动第二毛刷旋转的第二毛刷电机,圈框从左右两个第二毛刷之间通过,第二毛刷电机驱动第二毛刷旋转,实现对圈框进行左右刷洗。通过左右对刷方式分别刷扫圈框的左侧表面与右侧表面,左右同步开工,全面刷扫圈框的侧面,消除清洗死角,显著提升刷洗效果。刷洗机构刷扫圈框时,每个圈框依次通过1-30次刷洗机构,每次通过时,刷扫圈框。第二毛刷电机采用减速电机,额定转速187转/分钟,功率为750w,第二毛刷采用尼龙材质。
20.进一步,湿刷段还设有张紧机构,用于调节输送机的张紧力,张紧机构包括张紧轮和定位架,张紧轮连接输送机上的输送链,将张紧轮沿定位架移动至所需的位置,即可对输送链的张紧程度进行调节,满足圈框输送的要求。
21.进一步,浸泡槽段设有浸泡槽和连接于浸泡槽的翻转架,翻转架设有用于放置圈框的通道,翻转架通过转动轴连接第一驱动电机,第一驱动电机驱动翻转架旋转,实现圈框的翻转浸泡消毒。
22.进一步,浸泡槽连接推框入浸泡槽段和浸泡槽出料缓存段,推框入浸泡槽段用于将圈框送入浸泡槽内的翻转架上,浸泡消毒后的圈框通过浸泡槽出料缓存段送出。浸泡槽出料缓存段具有缓存功能,浸泡后的圈框预先送入浸泡槽出料缓存段,由浸泡槽出料缓存段控制圈框送入拆垛机的时间和位置。
23.进一步,推框入浸泡槽段设有推框机构,用于将叠好的圈框推入翻转架内。
24.进一步,推框机构包括直线导轨、推杆和第二驱动电机,第二驱动电机经齿轮齿条组件带动推杆沿直线导轨移动,实现对叠好的圈框进行推动。
25.进一步,甩干段设有离心式甩干机,用于离心甩干圈框。通过离心式甩干机能够快速甩干圈框,使圈框表面几乎不含有水分,方便快速投入使用,及时供给给养蚕线。
26.进一步,离心甩干机设有输送机、夹紧机构与离心旋转机构,输送机用于输送圈框,夹紧机构用于夹紧圈框,离心旋转机构用于旋转圈框。在甩干时,由输送机将圈框送入,再通过夹紧机构夹紧圈框,夹紧后离心旋转机构启动,带动圈框离心旋转,在离心旋转过程中达到甩干的目的。该离心式甩干机设计巧妙,能够连续的送入-甩干-送出工序,显著提升甩干效率,且离心的方式甩干效果好。
27.进一步,该清洗线还包括第一叠框输送段和第二叠框输送段,第一叠框输送段和第二叠框输送段均通过码垛机分别对经湿刷段刷洗后的圈框和对经喷淋漂洗段漂洗后的圈框进行码垛。将圈框进行码垛,码垛后将圈框送入浸泡槽,实现单次浸泡多个圈框,提升浸泡效率,同时在甩干时,以码垛形式进行,提升甩干效率。
28.进一步,该清洗线还包括第一缓存输送段和第二缓存输送段,第一缓存输送段用于将圈框送入第一叠框输送段进行码垛,第二缓存输送段用于将码垛后的圈框送出。第一缓存输送段具有缓存功能,圈框预先送入第一缓存输送段,由第一缓存输送段控制圈框送入码垛机的时间和位置。第二缓存输送段可以将码垛后的圈框依次、有序的投放到输送机上。
29.进一步,该清洗线还包括拆框输送段,所述拆框输送段设有拆垛机,用于对浸泡消毒后的圈框进行拆垛。喷淋漂洗前需要将码垛的圈框进行拆分,以便于圈框逐个进行刷洗,保证刷洗效果良好。
30.进一步,码垛机和拆垛机均包括升降机构和夹持机构,通过升降机构和夹持机构实现圈框的码垛或拆垛。
31.进一步,该清洗线还包括第三缓存输送段,拆框输送段通过第三缓存输送段将拆垛后的圈框送入喷淋漂洗段。第三缓存输送段具有缓存功能,由第三缓存输送段控制圈框送入喷淋漂洗段的时间和位置。
32.进一步,该清洗线还包括第四缓存输送段,喷淋漂洗段通过第四缓存输送段将喷淋漂洗后的圈框送入第二叠框输送段。第四缓存输送段具有缓存功能,由第四缓存输送段控制圈框送入第二叠框输送段的时间和位置。
33.进一步,该清洗线还包括喷淋漂洗出料缓存段,第二叠框输送段通过喷淋漂洗出料缓存段将码垛后的圈框送入甩干段。喷淋漂洗出料缓存段具有缓存功能,由喷淋漂洗出料缓存段控制圈框送入甩干段的时间和位置。
34.进一步,该清洗线还包括上料缓存段,上料缓存段缓存圈框并下放到输送机。上料缓存段具有缓存功能,圈框预先送入到上料缓存段处,由上料缓存段控制圈框的投放时间与投放位置,使得圈框等间距的投放到清洗线,依次、有序的送入刷洗;避免出现以下情况:投放过快时,前后圈框部分叠在一起,圈框易脱离清洗线,无法刷洗叠合部分,影响刷洗效果;投放过慢时,圈框间距大,刷洗效率低,无法供应充足的圈框给浸泡,从而影响整体的清洗效率。
35.本发明由于采用了上述技术方案,具有以下有益效果:
36.1、本发明设计了一套系统性、连续性、能够实现机械自动化清洗圈框,全程由输送机输送圈框,在输送过程中分别完成刷洗、浸泡、喷淋漂洗与甩干工序,无需人工搬运与人工清洗,能够全天候不间断的连续作业,显著提升圈框清洗的效率,能够及时并充足地供给给养蚕工序,为工厂化养蚕提供基础。且依次划分有不同的清洗段,对圈框进行科学合理的清洗,能够获得较好的清洗效果,通过刷洗段充分清理圈框表面附着的残留饲料、蚕砂等杂质,不仅有助于提升后面各段的清洗效果,如避免杂质混入浸泡槽段而影响浸泡效果;而且保证圈框表面干净。
37.2、本发明通过喷淋机构和刷洗机构刷洗圈框表面附着的固体杂质,对圈框进行刷洗清理,喷淋机构和刷洗机构间隔设置,能够除去粘附在圈框表面的杂质,对圈框实现深度刷洗清理;喷淋机构和刷洗机构协同合作分别清理对应杂质,达到快速、彻底的刷洗圈框,刷洗后圈框的干净程度有显著的提升。
38.3、本发明通过漂洗冲淋掉圈框表面附着的消毒液,防止消毒液残留对蚕虫造成影响。
39.4、本发明通过离心式甩干机能够快速甩干圈框,使圈框表面几乎不含有水分,方便快速投入使用,及时供给给养蚕线。
40.5、本发明通过第一驱动电机驱动翻转架旋转,实现圈框的翻转浸泡消毒,圈框在浸泡槽内的浸泡时间为5~180min,在该浸泡时间内能够基本消灭圈框表面的细菌,使得圈框表面的细菌含量符合养蚕要求。
附图说明
41.下面结合附图对本发明作进一步说明:
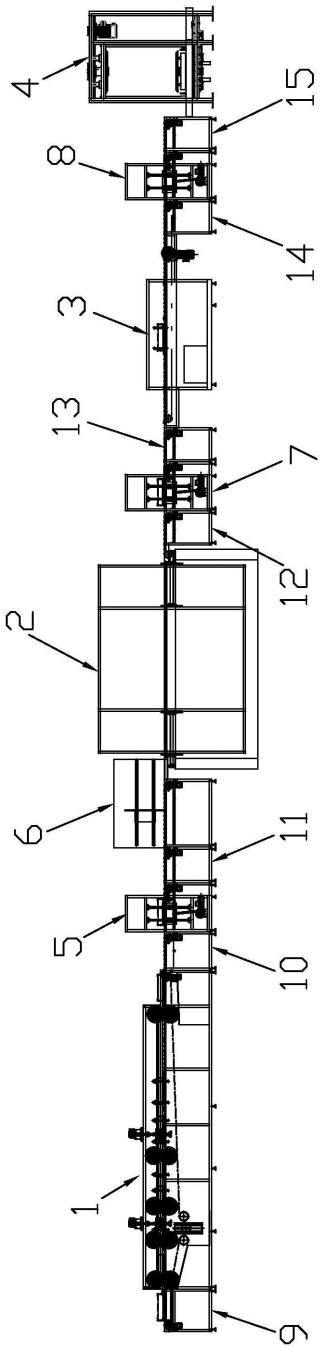
42.图1为本发明一种用于工厂化养蚕的圈框清洗线的结构示意图;
43.图2为本发明中湿刷段的结构示意图;
44.图3为图2的俯视图;
45.图4为本发明中推框入浸泡槽段的结构示意图;
46.图5为本发明中浸泡槽段的结构示意图;
47.图6为本发明中喷淋漂洗段的结构示意图;
48.图7为本发明中甩干段的结构示意图;
49.图8为本发明中码垛机和拆垛机的结构示意图;
50.图9为图8中a方向的结构示意图。
51.图中:1-湿刷段;101-第一毛刷;102-第一毛刷电机;103-第二毛刷电机;104-第二毛刷;105-第一喷淋管;106-回水槽;107-张紧轮;108-定位架;109-输送链;
52.2-浸泡槽段;201-浸泡槽;202-转动轴;203-翻转架;
53.3-喷淋漂洗段;301-喷淋漂洗腔室;302-第二喷淋管;303-第二喷嘴;
54.4-甩干段;401-离心式甩干机;402-夹紧机构;403-离心旋转机构;
55.5-第一叠框输送段;501-升降机构;502-夹持机构;
56.6-推框入浸泡槽段;601-直线导轨;602-推杆;603-机架;
57.7-拆框输送段;
58.8-第二叠框输送段;
59.9-上料缓存段;
60.10-第一缓存输送段;
61.11-第二缓存输送段;
62.12-浸泡槽出料缓存段;
63.13-第三缓存输送段;
64.14-第四缓存输送段;
65.15-喷淋漂洗出料缓存段。
具体实施方式
66.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
67.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
68.需要说明书的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
69.图1所示,为本发明一种用于工厂化养蚕的圈框清洗线,包括湿刷段1、浸泡槽段2、喷淋漂洗段3、甩干段4和输送机。
70.如图2和图3所示,湿刷段1用于对圈框进行刷洗;湿刷段1设有喷淋机构,喷淋机构用于对圈框进行喷淋。本发明通过湿刷段1对圈框表面附着的固体杂质进行喷淋冲洗,能够除去粘附在圈框表面的杂质,达到快速、彻底清理圈框的目的。喷淋机构包括第一喷淋管105、第一喷嘴和喷淋泵,第一喷嘴设于第一喷淋管105,第一喷淋管105连接喷淋泵,实现对圈框进行喷淋处理。第一喷淋管105沿输送机的上部和两侧设置,能够分别喷淋圈框的上表面与左右侧面,全面喷淋圈框的各个位置,消除喷淋死角,进一步提升湿刷效果,提高湿刷后圈框的干净度。
71.湿刷段1还设有刷洗机构,刷洗机构用于对圈框刷洗。本发明通过湿刷段1刷洗圈框表面附着的固体杂质,刷洗清理的同时进行喷淋,能够除去粘附在圈框表面的杂质,达到快速、彻底清理圈框的目的,刷洗后圈框的干净程度达到显著的提升。
72.刷洗机构包括上下分布的第一毛刷101和驱动第一毛刷101旋转的第一毛刷电机102,圈框从上下两个第一毛刷101之间通过,第一毛刷电机102驱动第一毛刷101旋转,实现对圈框进行上下刷洗。通过上下对刷方式分别刷扫圈框的上表面与下表面,上下同步开工,全面刷扫圈框,消除清洗死角,显著提升刷洗效果。刷洗机构刷扫圈框时,每个圈框依次通过1-30次刷洗机构,每次通过时,刷扫圈框。第一毛刷电机102采用减速电机,额定转速187转/分钟,功率为750w,第一毛刷101采用尼龙材质。
73.刷洗机构包括左右分布的第二毛刷104和驱动第二毛刷104旋转的第二毛刷电机103,圈框从左右两个第二毛刷104之间通过,第二毛刷电机103驱动第二毛刷104旋转,实现
对圈框进行左右刷洗。通过左右对刷方式分别刷扫圈框的左侧表面与右侧表面,左右同步开工,全面刷扫圈框的侧面,消除清洗死角,显著提升刷洗效果。刷洗机构刷扫圈框时,每个圈框依次通过1-30次刷洗机构,每次通过时,刷扫圈框。第二毛刷电机103采用减速电机,额定转速187转/分钟,功率为750w,第二毛刷104采用尼龙材质。
74.湿刷段1还设有张紧机构,用于调节输送机的张紧力,张紧机构包括张紧轮107和定位架108,张紧轮107连接输送机上的输送链109,将张紧轮107沿定位架108移动至所需的位置,即可对输送链109的张紧程度进行调节,满足圈框输送的要求。
75.如图5所示,浸泡槽段2用于将刷洗后的圈框进行浸泡消毒;浸泡槽段2设有浸泡槽201和连接于浸泡槽201的翻转架203,翻转架203设有用于放置圈框的通道,翻转架203通过转动轴202连接第一驱动电机,第一驱动电机驱动翻转架203旋转,实现圈框的翻转浸泡消毒。圈框在浸泡槽201内的浸泡时间为5~180min,在该浸泡时间内能够基本消灭圈框表面的细菌,使得圈框表面的细菌含量符合养蚕要求。
76.浸泡槽201连接推框入浸泡槽段6和浸泡槽出料缓存段12,推框入浸泡槽段6用于将圈框送入浸泡槽201内的翻转架203上,浸泡消毒后的圈框通过浸泡槽出料缓存段12送出。浸泡槽出料缓存段12具有缓存功能,浸泡后的圈框预先送入浸泡槽出料缓存段12,由浸泡槽出料缓存段12控制圈框送入拆垛机的时间和位置。
77.推框入浸泡槽段6设有推框机构,用于将叠好的圈框推入翻转架203内。
78.如图4所示,推框机构包括直线导轨601、推杆602和第二驱动电机,第二驱动电机经齿轮齿条组件带动推杆602沿直线导轨601移动,实现对叠好的圈框进行推动。直线导轨601和第二驱动电机均安装在机架603上。
79.如图6所示,喷淋漂洗段3用于将浸泡消毒后的圈框进行喷淋漂洗;喷淋漂洗段3设有喷淋机构,喷淋机构安装于喷淋漂洗腔室301内,用于对圈框进行喷淋。本发明通过喷淋漂洗段3对圈框表面附着的消毒液进行喷淋冲洗,能够除去粘附在圈框表面的消毒液,达到快速、彻底清理圈框的目的。喷淋机构包括第二喷淋管302、第二喷嘴303和喷淋泵,第二喷嘴303设于第二喷淋管302,第二喷淋管302连接喷淋泵,实现对圈框进行喷淋处理。第二喷淋管302沿输送机的上部和两侧设置,能够分别喷淋圈框的上表面与左右侧面,全面喷淋圈框的各个位置,消除喷淋死角,进一步提升湿刷效果,提高湿刷后圈框的干净度。通过喷淋漂洗冲洗掉圈框表面附着的喷淋液,防止喷淋液残留对蚕虫造成影响;圈框喷淋漂洗时,圈框移动时开始喷淋,圈框停止时停止喷淋,不仅可以满足圈框喷淋漂洗的要求,而且可以节约喷淋液的使用,降低能耗。
80.如图7所示,甩干段4用于将清洗后的圈框进行甩干处理;甩干段4设有离心式甩干机401,用于离心甩干圈框。通过离心式甩干机401能够快速甩干圈框,使圈框表面几乎不含有水分,方便快速投入使用,及时供给给养蚕线。
81.离心甩干机设有输送机、夹紧机构402与离心旋转机构403,输送机用于输送圈框,夹紧机构402用于夹紧圈框,离心旋转机构403用于旋转圈框。在甩干时,由输送机将圈框送入,再通过夹紧机构402夹紧圈框,夹紧后离心旋转机构403启动,带动圈框离心旋转,在离心旋转过程中达到甩干的目的。该离心式甩干机401设计巧妙,能够连续的送入-甩干-送出工序,显著提升甩干效率,且离心的方式甩干效果好。
82.输送机,用于输送圈框。
83.清洗线设有回水槽106和储液槽,回水槽106设有过滤机构,喷淋处理后的喷淋液经回水槽106回水至储液槽内,实现喷淋液的循环使用。符合节能、环保的生产理念,削减喷淋液用量,通过过滤网过滤掉喷淋液中的杂质,避免循环利用时发生二次污染。储液槽通过高低液位控制实现自动补液,保证储液槽内的喷淋液满足圈框清洗的要求。
84.该清洗线还包括第一叠框输送段5和第二叠框输送段8,第一叠框输送段5和第二叠框输送段8均通过码垛机分别对经湿刷段1刷洗后的圈框和对经喷淋漂洗段3漂洗后的圈框进行码垛。将圈框进行码垛,码垛后将圈框送入浸泡槽201,实现单次浸泡多个圈框,提升浸泡效率,同时在甩干时,以码垛形式进行,提升甩干效率。
85.该清洗线还包括第一缓存输送段10和第二缓存输送段11,第一缓存输送段10用于将圈框送入第一叠框输送段5进行码垛,第二缓存输送段11用于将码垛后的圈框送出。第一缓存输送段10具有缓存功能,圈框预先送入第一缓存输送段10,由第一缓存输送段10控制圈框送入码垛机的时间和位置。第二缓存输送段11可以将码垛后的圈框依次、有序的投放到输送机上。
86.该清洗线还包括拆框输送段7,所述拆框输送段7设有拆垛机,用于对浸泡消毒后的圈框进行拆垛。喷淋漂洗前需要将码垛的圈框进行拆分,以便于圈框逐个进行刷洗,保证刷洗效果良好。
87.如图8和图9所示,码垛机和拆垛机均包括升降机构501和夹持机构502,通过升降机构501和夹持机构502实现圈框的码垛或拆垛。
88.该清洗线还包括第三缓存输送段13,拆框输送段7通过第三缓存输送段13将拆垛后的圈框送入喷淋漂洗段3。第三缓存输送段13具有缓存功能,由第三缓存输送段13控制圈框送入喷淋漂洗段3的时间和位置。
89.该清洗线还包括第四缓存输送段14,喷淋漂洗段3通过第四缓存输送段14将喷淋漂洗后的圈框送入第二叠框输送段8。第四缓存输送段14具有缓存功能,由第四缓存输送段14控制圈框送入第二叠框输送段8的时间和位置。
90.该清洗线还包括喷淋漂洗出料缓存段15,第二叠框输送段8通过喷淋漂洗出料缓存段15将码垛后的圈框送入甩干段4。喷淋漂洗出料缓存段15具有缓存功能,由喷淋漂洗出料缓存段15控制圈框送入甩干段4的时间和位置。
91.该清洗线还包括上料缓存段9,上料缓存段9缓存圈框并下放到输送机。上料缓存段9具有缓存功能,圈框预先送入到上料缓存段9处,由上料缓存段9控制圈框的投放时间与投放位置,使得圈框等间距的投放到清洗线,依次、有序的送入刷洗;避免出现以下情况:投放过快时,前后圈框部分叠在一起,圈框易脱离清洗线,无法刷洗叠合部分,影响刷洗效果;投放过慢时,圈框间距大,刷洗效率低,无法供应充足的圈框给浸泡,从而影响整体的清洗效率。
92.本发明在实际操作时,具体步骤如下:
93.1)圈框经上料缓存段9缓存后输送至湿刷段1,上料缓存段9具有缓存功能,圈框预先送入到上料缓存段9处,由上料缓存段9控制圈框的投放时间与投放位置,使得圈框等间距的投放到清洗线,依次、有序的送入刷洗;避免出现以下情况:投放过快时,前后圈框部分叠在一起,圈框易脱离清洗线,无法刷洗叠合部分,影响刷洗效果;投放过慢时,圈框间距大,刷洗效率低,无法供应充足的圈框给浸泡,从而影响整体的清洗效率。
94.将待清洗的圈框输送至湿刷段1进行刷洗,进行刷洗清洗时,采用喷淋机构和刷洗机构对圈框进行喷淋刷洗,通过喷淋机构和刷洗机构可以提高对圈框的刷洗效率。
95.刷洗机构对圈框进行上下对刷,通过上下对刷方式分别刷扫圈框的上表面与下表面,上下同步开工,全面刷扫圈框,消除清洗死角,显著提升刷洗效果。刷洗机构刷扫圈框时,每个圈框依次通过1-30次刷洗机构,每次通过时,刷扫圈框。
96.在进行刷洗清洗时,喷淋液经过滤网过滤后回流至储液槽,实现喷淋液的循环使用,符合节能、环保的生成理念,削减喷淋液用量,通过过滤网过滤掉喷淋液中的杂质,避免循环利用时发生二次污染。储液槽通过高低液位控制实现自动补液,保证储液槽内的喷淋液满足圈框清洗的要求。
97.2)待刷洗结束后,将圈框进行码垛,由码垛机对圈框进行码垛,此码垛过程在圈框推入浸泡槽201之前完成,将圈框进行码垛,码垛后将圈框送入浸泡槽201,实现单次浸泡多个圈框,提升浸泡效率。
98.圈框码垛前,通过第一缓存输送段10送入,第一缓存输送段10具有缓存功能,圈框预先送入第一缓存输送段10,由第一缓存输送段10控制圈框送入码垛机的时间和位置。
99.圈框码垛后,通过第二缓存输送段11送出,第二缓存输送段11可以将码垛后的圈框依次、有序的投放到清洗线上。
100.浸泡消毒前,圈框以推入方式进料到浸泡槽段2,通过推入方式可以将码垛后的圈框依次送入浸泡槽201内,实现单次浸泡多个圈框,提升浸泡效率。将码垛后的圈框送入浸泡槽段2进行圈框浸泡消毒;浸泡时间为5~180min,在该浸泡时间内能够基本消灭圈框表面的细菌,使得圈框表面的细菌含量符合养蚕要求。
101.待圈框浸泡消毒后,将圈框进行拆垛,由拆垛机对圈框进行拆垛,喷淋漂洗前需要将码垛的圈框进行拆分,以便于圈框逐个进行刷洗,保证刷洗效果良好。
102.圈框拆垛前,通过浸泡槽出料缓存段12送入,浸泡槽出料缓存段12具有缓存功能,浸泡后的圈框预先送入浸泡槽出料缓存段12,由浸泡槽出料缓存段12控制圈框送入拆垛机的时间和位置。
103.圈框拆垛后,通过第三缓存输送段13送出,第三缓存输送段13可以将拆垛后的圈框依次、有序的投放到清洗线上。
104.将拆垛后的圈框送入喷淋漂洗段3进行漂洗处理,通过喷淋漂洗冲洗掉圈框表面附着的喷淋液,防止喷淋液残留对蚕虫造成影响。
105.圈框喷淋漂洗时,圈框移动时开始喷淋,圈框停止时停止喷淋,不仅可以满足圈框喷淋漂洗的要求,而且可以节约喷淋液的使用,降低能耗。
106.在进行圈框喷淋漂洗时,喷淋液经过滤网过滤后回流至储液槽内,实现喷淋液的循环使用,符合节能、环保的生成理念,削减喷淋液用量,通过过滤网过滤掉喷淋液中的杂质,避免循环利用时发生二次污染。
107.储液槽通过高低液位控制实现自动补液,保证储液槽内的喷淋液满足圈框清洗的要求。
108.3)最后将喷淋漂洗后的圈框码垛,由码垛机对圈框进行码垛,码垛后通过甩干设备进行甩干处理。在甩干时,以码垛形式进行,提升甩干效率。
109.圈框码垛前,通过第四缓存输送段14送入,第四缓存输送段14具有缓存功能,圈框
预先送入第四缓存输送段14,由第四缓存输送段14控制圈框送入码垛机的时间和位置。
110.圈框码垛后,通过喷淋漂洗出料缓存段15送出,喷淋漂洗出料缓存段15可以将码垛后的圈框依次、有序的投放到清洗线上。
111.本发明通过湿刷段1刷洗圈框表面附着的固体杂质,刷洗清理的同时进行喷淋,能够除去粘附在圈框表面的杂质,达到快速、彻底清理圈框的目的,刷洗后圈框的干净程度达到显著的提升。
112.以上仅为本发明的具体实施例,但本发明的技术特征并不局限于此。任何以本发明为基础,为实现基本相同的技术效果,所作出地简单变化、等同替换或者修饰等,皆涵盖于本发明的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。