1.本发明涉及新能源汽车技术领域,具体涉及一种7003高强度铝合金汽车防卷入梁成型工艺,用于有效防止外来物件卷入车轮。
背景技术:
2.在目前追求汽车舒适时,汽车的车体会设计为宽而长,因此会导致驾驶员有较大的视觉死角。驾驶员在行进时不易察觉车辆周围情况,再加上车辆转向时的内轮差,小型车、自行车或行人容易疏于注意而与汽车发生擦撞意外。此时因为车辆底盘与地面之间的空隙较大,加上柔软的塑料保险杠发生变形,容易将人或物卷入车轮,造成人员伤亡及财物损失。
3.为了防止小型车及行人擦撞车体被卷入车轮而遭到辗压,汽车的前端安装防护装置来防止人或物体被卷入车体下,众所周知大型车辆的防护装置是以金属管体或冲压板材安装于车体上,而为了避免因为路面高低起伏撞击到防护装置而导致装置损坏,依照ecer73国际规范,防护装置与地面之间距离必须小于550mm,一般防护装置多安装至略低于此高度限制。存在现有的汽车防卷入梁工艺无法满足需要,高强度铝合金在汽车防卷入梁的应用上存在加工成型、表面质量等方面空白的技术缺陷。
4.如何将高强度铝合金通过合理的工艺用于汽车防卷入梁,成为急需解决的问题。
技术实现要素:
5.针对现有技术存在的问题,本发明提供一种7003高强度铝合金汽车防卷入梁成型工艺,以解决上述至少一种技术问题。
6.本发明的技术方案是:一种7003高强度铝合金汽车防卷入梁成型工艺,包括汽车防卷入梁的横梁,横梁的一侧端面上设置有间距布置的左托架、右托架,左托架、右托架分别通过吸能盒与车头连接,包括以下步骤:步骤s1:熔铸铝合金成铝棒;步骤s2:铝棒挤压成高强度的7003铝合金型材;步骤s3:铝合金型材在t4状态拉弯后进行双级人工时效热处理强化;步骤s4:cmt焊接横梁、左托架、右托架成防卷入梁总成;步骤s5:检验合格后包装入库。
7.本发明采用的7003高强度铝合金汽车防卷入梁,不仅具有高强度高性能,还具有减重作用,采用熔铸、挤压、拉弯、双级人工时效热处理强化、cmt焊接等工艺,将高强度铝合金通过合理的工艺用于汽车防卷入梁,整体提高了材料的机械性能及强度,使防卷入梁的机械性能保持在高强度、高性能,提高了防卷入梁的综合性能。
附图说明
8.图1为本发明的工艺流程图。
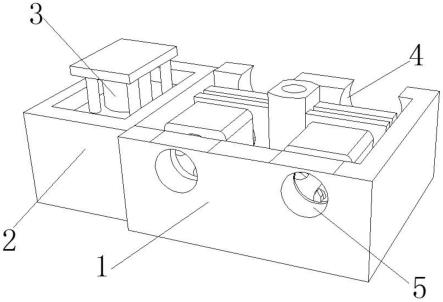
9.图2为本发明的安装结构示意图。
10.图3为本发明的横梁俯视图。
11.图4为图3的a-a剖面图。
12.图5为本发明的横梁放大10倍的宏观金相图。
13.图6为本发明的横梁放大500倍的晶粒图。
14.图7为本发明的横梁机械性能曲线图。
15.图8为本发明的横梁上12组试样测得的数据表。
16.图中:1.横梁、2.左托架;3.右托架。
具体实施方式
17.下面结合附图对本发明做进一步的说明。
18.参阅图1-8,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
19.实施例一、一种7003高强度铝合金汽车防卷入梁成型工艺,参考图1、图2,包括汽车防卷入梁的横梁1,横梁1的一侧端面上设置有间距布置的左托架2、右托架3,左托架2、右托架3分别通过吸能盒与车头连接,包括以下步骤:步骤s1:熔铸铝合金成铝棒:在30t铝熔炼炉中添加铝锭、镁锭、铝硅中间合金及锰剂、铬剂、铝-50铜中间合金;熔铸铝合金的铝液包括以下质量百分含量的成分:0.11%si,0.15%fe,0.04%cu,0.02%mn,0.96%mg,0.01%cr,5.71%zn,0.02%ti,0.16%zr,0.13%v,余量为al;步骤s2:铝棒挤压成高强度的7003铝合金型材:参考图4,铝棒挤压成高强度的7003铝合金型材,铝合金型材横向截面为“子弹”型结构,“子弹”型结构内仅有一个型腔,型腔两侧的壁厚分别为2.5
±
0.2mm、3.5
±
0.2mm,型腔的顶端为空心锥形;试验验证:基于试验验证(试验仪器:扫描电子显微镜,执行的国家标准:gb/t6394-2002《金属平均晶粒度测定方法》,取样位置:型材的端部);参考图5,放大10倍的宏观金相;参考图6,放大500倍,实际测量晶粒大小为19μm;步骤s3:铝合金型材在t4状态拉弯后进行双级人工时效热处理强化:参考图3,铝合金型材在t4的状态下进行拉弯成弧形,弧形两端之间的夹角为114
±
0.1
°
;对弯曲成型的t4横梁进行双级人工时效热处理强化,双级时效工艺为:一级时效强化工艺参数为105
±5°
,保温6小时,二级时效强化工艺参数为155
±5°
,保温8小时;双级人工时效热处理强化后,7003t6材料的屈服强度为rp0.2≥290mpa,抗拉强度rm≥350mpa,延伸率a50≥8%;双级人工时效热处理强化整体提高了材料的机械性能及强度,提高了防卷
入梁的综合性能;试验验证:基于试验验证(试验仪器:万能拉力机,执行的国家标准:gb/t 228-2002《金属材料室温拉伸试验方法》,试样取样位置:试板的中间位置),参考图8,取12组试样测得的数据;参考图7,机械性能曲线;步骤s4:cmt焊接横梁1、左托架2、右托架3成防卷入梁总成:左托架2、右托架3均采用5052铝合金冲板,经过冲压成型;所述的冲压成型工艺包括以下步骤:步骤op10:落料及冲孔;步骤op20:压型及翻边;步骤op30:整形;步骤op40:冲孔,最终得到设计的形状;采用焊接工装将防卷入梁,左托架2、右托架3固定在焊接工装上夹紧,左托架2、右托架3镜像设置在横梁1的左右两端,左托架2、右托架3与横梁1采用cmt的焊接工艺进行连接;cmt(冷金属过渡技术,是coldmetal transfer的缩写)是一种全新的mig/mag焊接工艺,由于其热输入量比普通的mig/mag焊接要低,因而命名为cold,许多材料无法承受焊接过程中持续不断的热量输入,为了避免熔滴穿透,实现无飞溅熔滴过渡和良好的冶金连接,尤其铝合金焊接,就必须降低热输入量,而cmt技术实现了这种可能,它的特点是冷热循环交替;步骤s5:检验合格后包装入库。
20.本发明采用的7003高强度铝合金汽车防卷入梁,不仅具有高强度高性能,还具有减重作用,此弧形设计的前防卷入梁安装于轮胎前方,可将位于轮胎前方的异物排开,达到车辆行进时,避免异物被卷入轮胎而影响驾驶员本身及周围人车安全的功能,同时对高强度铝合金在汽车车身零部件上的应用提供了有力的帮助,对于实现汽车轻量化,节能减排具有重大意义。
21.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。