1.本发明涉及吸管技术领域,更具体地说,本发明涉及一种吸管纸制备工艺及其生产设备。
背景技术:
2.随着冬天的到来,很多门店以热饮、奶茶类产品为主,饮用饮品时不可或缺的是吸管,现在市场上常见的吸管分为塑料吸管和纸吸管,现在纸吸管占据的市场份额越来越大,纸吸管本身材料是一种食品级的纸质材料,相对于塑料吸管更容易降解。
3.在门店汇总的热饮和奶茶类饮品中,经常会用到珍珠、芋泥、麻薯等小料,由于小料本身原材料的原因,对于小料吸取不方便,因此在实际使用时,顾客通常会通过吸管大力吸取饮品中的小料,随着嘴唇的用力,极易使得吸管被压扁,从而影响对饮品的摄入,为此,我们提出一种吸管纸制备工艺及其生产设备。
4.发明新型内容
5.为了克服现有技术的上述缺陷,本发明的实施例提供一种吸管纸制备工艺及其生产设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种吸管纸制备工艺,具体制备步骤如下:
7.步骤10:原料准备,针叶木浆100-150份、阔叶木浆100-150份、羧甲基纤维素20-30份、55-65份阳离子淀粉、足量去离子水、12-18份十二烷基硫酸钠、5-7份稳定剂、3-4份引发剂;
8.步骤20:制备原纸,将步骤10中准备的针叶木浆、阔叶木浆、羧甲基纤维素、阳离子淀粉和足量去离子水均添加进混合釜中,并经过一系列的操作步骤,生成吸管纸原纸;
9.步骤30:制备衬纸,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并进一步生成吸管纸将步骤19中十二烷基硫酸钠、稳定剂和引发剂制备成吸管纸衬纸;
10.步骤40:胶接,将步骤10准备的施胶剂置入胶接机中,将步骤20和生产的吸管纸原纸和步骤30生产的吸管纸衬纸的表面施胶,并通过胶接机将两者贴合在一起,形成复合吸管纸;
11.步骤50:成型,将步骤40生成的复合吸管纸置于成型设备,生成最终成品吸管纸。
12.在一个优选的实施方式中,所述步骤10中针叶木浆打浆至35-45
°
sr,阔叶木浆打浆至30-40
°
sr,针叶木浆用量为35-45%,阔叶木浆用量为45-55%。
13.在一个优选的实施方式中,所述步骤20的具体操作步骤如下:
14.步骤201:混合,将步骤10中准备的针叶木浆和阔叶木浆进行打浆,并将打浆后的针叶木浆和阔叶木浆加入混合釜中,并向反应釜中添加羧甲基纤维素、阳离子淀粉和足量去离子水,控制反应釜内温度为45-50摄氏度,持续反应55分钟,生成混合纤维素溶液;
15.步骤202:制备填料,将步骤10准备的无机填料添加进行星研磨机中进行研磨研磨
10-20分钟,生成细度为640-720目的无极填料粉末;
16.步骤203:添加填料,将步骤202制备得到的无机填料添加进步骤201中的混合釜中,并进一步向混合釜中注入生物增强剂,利用水浴加热的方式对反应釜进行加热,并控制加热的温度为35-45摄氏度,充分反应38-44分钟后,生成吸管纸原纸。
17.在一个优选的实施方式中,所述步骤202中的无机填料为滑石粉、碳酸钙粉末中的一种或两种的混合物。
18.在一个优选的实施方式中,所述步骤203中的生物增强剂为聚对苯二甲酸-己二酸丁二醇酯、聚羟基脂肪酸酯、二氧化碳共聚物中的任意一种或多种组合。
19.在一个优选的实施方式中,所述步骤30的具体操作步骤如下:
20.步骤301:原料混合,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并继续向反应釜中添加足量去离子水,控制反应釜中温度为室温并控制反应釜中混合速率为300-320r/min,混合充分,生成混合溶液;
21.步骤302:抄纸,将步骤301生成的混合溶液置入抄纸机中,并进一步控制抄纸机以抄造速度为600-720m/min、抄造单位面积2,重量为14g/m的薄纸的条件进行运转,生成半成品纸张;
22.步骤303:干燥,将步骤302中的生成的半成品纸张添加进干燥箱中,进一步控制干燥箱内的干燥温度为66-74摄氏度,并进一步控制干燥时间为31-36分钟,生成吸管纸衬纸。
23.在一个优选的实施方式中,所述引发剂选自硫酸钾和过硫酸钠的一种或两者的混合物,所述稳定剂选自己二醇、乙醇或丙三醇的一种或几种的混合物。
24.在一个优选的实施方式中,还包括一种吸管纸制备工艺中的生产设备,包括外壳体,所述外壳体一侧开设有进料口,所述外壳体的另一侧开设有出料口,所述进料口和出料口的侧方位均设有上下分布的第一导向辊和第二导向辊,所述外壳体额另一侧安装有驱动机构,所述外壳体的内部空腔安装有胶接机构。
25.在一个优选的实施方式中,所述驱动机构包括安装在外壳体一侧的第一支撑连杆,所述第一支撑连杆的一侧设有第二支撑连杆,所述第二支撑连杆与所述第一支撑连杆垂直设置,所述第一支撑连杆的中部位置处固定套设有第一斜齿轮,所述第二支撑连杆的一端部安装有与第一斜齿轮相适配的第二斜齿轮,所述第二支撑连杆的另一端部安装有第一驱动电机,所述第一驱动电机通过支撑板安装在外壳体一侧,所述第一支撑连杆的两端部均连接有第三斜齿轮,所述第一导向辊和第二导向辊的一端部通过转轴固定连接有第四斜齿轮,所述第三斜齿轮和所述第四斜齿轮的结构相适配,所述第三斜齿轮位于两个所述第四斜齿轮之间。
26.在一个优选的实施方式中,所述胶接机构包括两个分别连接在外壳体内腔两侧壁的t形滑轨,两个所述t形滑轨的表面均匹配安装有移动滑块,所述移动滑块的一侧壁连接有固定块,两个所述固定块之间安装有第一挤压辊,两个固定块的靠近第一挤压辊两端部的位置处均开设有“十”字开口槽,所述第一挤压辊的两端部分别与两个“十”字开口槽的底端固定连接,一个所述“十”字开口槽的内部安装有驱动丝杆,另一个所述“十”字开口槽的内部安装有限位圆杆,所述驱动丝杆和所述限位圆杆的外部均匹配安装有“十”字滑块,所述驱动丝杆的一端部与“十”字开口槽的底壁转动连接,所述驱动丝杆的另一端部穿过“十”字开口槽的顶部并延伸至“十”字开口槽上方连接有第二驱动电机,两个所述“十”字滑块之
间转动连接有第二挤压辊。
27.本发明的技术效果和优点:
28.1、本发明通过聚羟基脂肪酸酯在水中发生水解形成的一个个游离的羟基聚合物基团,使游离的羟基与木纤维长链上不饱和的氢键进行结合,从而使得木纤维的表面生成许多余力的羟基基团,羟基基团具有较好的有机功能特性,可以将无机物中的微小颗粒进行吸收,从而将无机物的机械特性与有机物的功能特性相结合,并将两者整合到木纤维的长链上,从而形成网状的复合纤维,进而提高纤维的横向拉力和纵向拉力,并且由于羟基基团中游离的氢键被结合,从而使得有机基团与水分子的结合力下降;
29.2、本发明设计的网状纤维长链可以增强物质的吸附性,将无机填料颗粒被吸附在网状链的表面,并且产品的稳定性大大提高,网状碳链的部分游离基团可以通过与空气中的含氧粒子相结合,从而实现锁水效果,在使用时难以和溶液中的水分子结合,使得产品在使用过程中对可以在溶液中浸泡较长时间。
附图说明
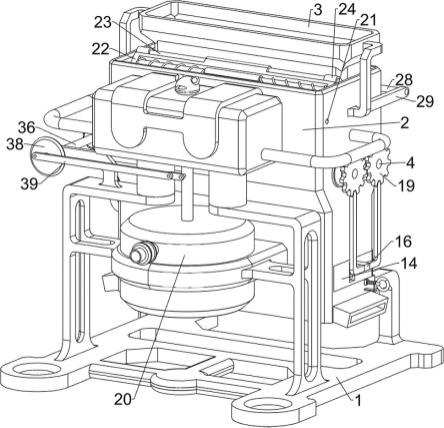
30.图1为本发明的整体结构示意图。
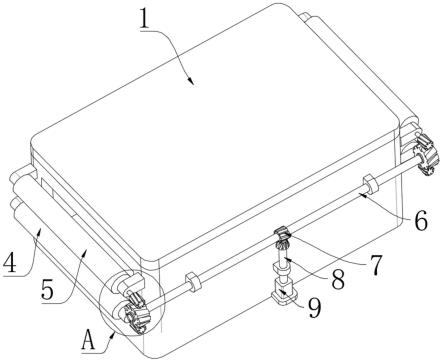
31.图2为本发明图1中a处结构放大图。
32.图3为本发明整体结构左视状态下的结构示意图。
33.图4为本发明提出的外壳体内部结构的示意图。
34.图5为本发明提出的胶接机构的部分结构示意图
35.图6为本发明提出的第一挤压辊和“十”字开口槽连接时的结构示意图。
36.图7为本发明提出的驱动丝杆、第二驱动电机和“十”字滑块连接时的结构示意图。
37.附图标记为:1、外壳体;2、进料口;3、出料口;4、第一导向辊;5、第二导向辊;6、第一支撑连杆;7、第一斜齿轮;8、第二支撑连杆;9、第一驱动电机;10、第三斜齿轮;11、第四斜齿轮;12、t形滑轨;13、移动滑块;14、固定块;15、第一挤压辊;16、“十”字开口槽;17、驱动丝杆;18、第二驱动电机;19、“十”字滑块;20、限位圆杆;21、第二挤压辊。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.实施例1:
40.本实施例提供一种吸管纸制备工艺,具体制备步骤如下:
41.步骤10:原料准备,针叶木浆100份、阔叶木浆100份、羧甲基纤维素20份、55份阳离子淀粉、足量去离子水、12份十二烷基硫酸钠、5份稳定剂、3份引发剂,其中,引发剂为硫酸钾,稳定剂为己二醇;
42.步骤20:制备原纸,将步骤10中准备的针叶木浆、阔叶木浆、羧甲基纤维素、阳离子淀粉和足量去离子水均添加进混合釜中,并经过一系列的操作步骤,生成吸管纸原纸,其中,针叶木浆打浆至35
°
sr,阔叶木浆打浆至30
°
sr,针叶木浆用量为35%,阔叶木浆用量为
45%,具体操作步骤如下:
43.步骤201:混合,将步骤10中准备的针叶木浆和阔叶木浆进行打浆,并将打浆后的针叶木浆和阔叶木浆加入混合釜中,并向反应釜中添加羧甲基纤维素、阳离子淀粉和足量去离子水,控制反应釜内温度为45摄氏度,持续反应55分钟,生成混合纤维素溶液;
44.步骤202:制备填料,将步骤10准备的无机填料添加进行星研磨机中进行研磨研磨10分钟,生成细度为640目的无极填料粉末,其中,无机填料为滑石粉;
45.步骤203:添加填料,将步骤202制备得到的无机填料添加进步骤201中的混合釜中,并进一步向混合釜中注入生物增强剂,利用水浴加热的方式对反应釜进行加热,并控制加热的温度为35摄氏度,充分反应38分钟后,生成吸管纸原纸,其中,生物增强剂为聚对苯二甲酸-己二酸丁二醇酯;
46.步骤30:制备衬纸,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并进一步生成吸管纸将步骤19中十二烷基硫酸钠、稳定剂和引发剂制备成吸管纸衬纸,具体操作步骤如下:
47.步骤301:原料混合,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并继续向反应釜中添加足量去离子水,控制反应釜中温度为室温并控制反应釜中混合速率为300r/min,混合充分,生成混合溶液;
48.步骤302:抄纸,将步骤301生成的混合溶液置入抄纸机中,并进一步控制抄纸机以抄造速度为600m/min、抄造单位面积2,重量为14g/m的薄纸的条件进行运转,生成半成品纸张;
49.步骤303:干燥,将步骤302中的生成的半成品纸张添加进干燥箱中,进一步控制干燥箱内的干燥温度为66摄氏度,并进一步控制干燥时间为31分钟,生成吸管纸衬纸;
50.步骤40:胶接,将步骤10准备的施胶剂置入胶接机中,将步骤20和生产的吸管纸原纸和步骤30生产的吸管纸衬纸的表面施胶,并通过胶接机将两者贴合在一起,形成复合吸管纸;
51.步骤50:成型,将步骤40生成的复合吸管纸置于成型设备,生成最终成品吸管纸。
52.实施例2:
53.本实施例提供一种吸管纸制备工艺,具体制备步骤如下:
54.步骤10:原料准备,针叶木浆120份、阔叶木浆120份、羧甲基纤维素25份、60份阳离子淀粉、足量去离子水、15份十二烷基硫酸钠、6份稳定剂、3份引发剂其中,引发剂为过硫酸钠,稳定剂为乙醇;
55.步骤20:制备原纸,将步骤10中准备的针叶木浆、阔叶木浆、羧甲基纤维素、阳离子淀粉和足量去离子水均添加进混合釜中,并经过一系列的操作步骤,生成吸管纸原纸,其中,针叶木浆打浆至40
°
sr,阔叶木浆打浆至35
°
sr,针叶木浆用量为40%,阔叶木浆用量为50%,具体操作步骤如下:
56.步骤201:混合,将步骤10中准备的针叶木浆和阔叶木浆进行打浆,并将打浆后的针叶木浆和阔叶木浆加入混合釜中,并向反应釜中添加羧甲基纤维素、阳离子淀粉和足量去离子水,控制反应釜内温度为48摄氏度,持续反应55分钟,生成混合纤维素溶液;
57.步骤202:制备填料,将步骤10准备的无机填料添加进行星研磨机中进行研磨研磨15分钟,生成细度为660目的无极填料粉末,其中,无机填料为碳酸钙粉末;
58.步骤203:添加填料,将步骤202制备得到的无机填料添加进步骤201中的混合釜中,并进一步向混合釜中注入生物增强剂,利用水浴加热的方式对反应釜进行加热,并控制加热的温度为40摄氏度,充分反应41分钟后,生成吸管纸原纸,其中,生物增强剂为二氧化碳共聚物;
59.步骤30:制备衬纸,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并进一步生成吸管纸将步骤19中十二烷基硫酸钠、稳定剂和引发剂制备成吸管纸衬纸,具体操作步骤如下:
60.步骤301:原料混合,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并继续向反应釜中添加足量去离子水,控制反应釜中温度为室温并控制反应釜中混合速率为310r/min,混合充分,生成混合溶液;
61.步骤302:抄纸,将步骤301生成的混合溶液置入抄纸机中,并进一步控制抄纸机以抄造速度为660m/min、抄造单位面积2,重量为14g/m的薄纸的条件进行运转,生成半成品纸张;
62.步骤303:干燥,将步骤302中的生成的半成品纸张添加进干燥箱中,进一步控制干燥箱内的干燥温度为70摄氏度,并进一步控制干燥时间为34分钟,生成吸管纸衬纸;
63.步骤40:胶接,将步骤10准备的施胶剂置入胶接机中,将步骤20和生产的吸管纸原纸和步骤30生产的吸管纸衬纸的表面施胶,并通过胶接机将两者贴合在一起,形成复合吸管纸;
64.步骤50:成型,将步骤40生成的复合吸管纸置于成型设备,生成最终成品吸管纸。
65.实施例3:
66.本实施例提供一种吸管纸制备工艺,具体制备步骤如下:
67.步骤10:原料准备,针叶木浆150份、阔叶木浆150份、羧甲基纤维素30份、65份阳离子淀粉、足量去离子水、18份十二烷基硫酸钠、7份稳定剂、4份引发剂其中,引发剂为硫酸钾和过硫酸钠按照重量比例1:1均匀混合的混合物,稳定剂为丙三醇;
68.步骤20:制备原纸,将步骤10中准备的针叶木浆、阔叶木浆、羧甲基纤维素、阳离子淀粉和足量去离子水均添加进混合釜中,并经过一系列的操作步骤,生成吸管纸原纸,其中,针叶木浆打浆至45
°
sr,阔叶木浆打浆至40
°
sr,针叶木浆用量为45%,阔叶木浆用量为55%,具体操作步骤如下:
69.步骤201:混合,将步骤10中准备的针叶木浆和阔叶木浆进行打浆,并将打浆后的针叶木浆和阔叶木浆加入混合釜中,并向反应釜中添加羧甲基纤维素、阳离子淀粉和足量去离子水,控制反应釜内温度为50摄氏度,持续反应55分钟,生成混合纤维素溶液;
70.步骤202:制备填料,将步骤10准备的无机填料添加进行星研磨机中进行研磨研磨20分钟,生成细度为720目的无极填料粉末,其中,无机填料为滑石粉和碳酸钙粉末按照重量比例1:2均匀混合的混合物;
71.步骤203:添加填料,将步骤202制备得到的无机填料添加进步骤201中的混合釜中,并进一步向混合釜中注入生物增强剂,利用水浴加热的方式对反应釜进行加热,并控制加热的温度为45摄氏度,充分反应44分钟后,生成吸管纸原纸,其中,生物增强剂为聚羟基脂肪酸酯;
72.步骤30:制备衬纸,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反
应釜中,并进一步生成吸管纸将步骤19中十二烷基硫酸钠、稳定剂和引发剂制备成吸管纸衬纸,具体操作步骤如下:
73.步骤301:原料混合,将步骤10中准备的十二烷基硫酸钠、稳定剂和引发剂添加进反应釜中,并继续向反应釜中添加足量去离子水,控制反应釜中温度为室温并控制反应釜中混合速率为320r/min,混合充分,生成混合溶液;
74.步骤302:抄纸,将步骤301生成的混合溶液置入抄纸机中,并进一步控制抄纸机以抄造速度为720m/min、抄造单位面积2,重量为14g/m的薄纸的条件进行运转,生成半成品纸张;
75.步骤303:干燥,将步骤302中的生成的半成品纸张添加进干燥箱中,进一步控制干燥箱内的干燥温度为74摄氏度,并进一步控制干燥时间为36分钟,生成吸管纸衬纸;
76.步骤40:胶接,将步骤10准备的施胶剂置入胶接机中,将步骤20和生产的吸管纸原纸和步骤30生产的吸管纸衬纸的表面施胶,并通过胶接机将两者贴合在一起,形成复合吸管纸;
77.步骤50:成型,将步骤40生成的复合吸管纸置于成型设备,生成最终成品吸管纸。
78.实施例4
79.请参照图1-7,本实施例提供了一种吸管纸制备工艺中的生产设备,包括外壳体1,外壳体1一侧开设有进料口2,外壳体1的另一侧开设有出料口3,进料口2和出料口3的侧方位均设有上下分布的第一导向辊4和第二导向辊5,外壳体1额另一侧安装有驱动机构,外壳体1的内部空腔安装有胶接机构。
80.不得不说的,驱动机构包括安装在外壳体1一侧的第一支撑连杆6,第一支撑连杆6的一侧设有第二支撑连杆8,第二支撑连杆8与第一支撑连杆6垂直设置,第一支撑连杆6的中部位置处固定套设有第一斜齿轮7,第二支撑连杆8的一端部安装有与第一斜齿轮7相适配的第二斜齿轮,第二支撑连杆8的另一端部安装有第一驱动电机9,第一驱动电机9通过支撑板安装在外壳体1一侧,第一支撑连杆6的两端部均连接有第三斜齿轮10,第一导向辊4和第二导向辊5的一端部通过转轴固定连接有第四斜齿轮11,第三斜齿轮10和第四斜齿轮11的结构相适配,第三斜齿轮10位于两个第四斜齿轮11之间。
81.更进一步的,胶接机构包括两个分别连接在外壳体1内腔两侧壁的t形滑轨12,两个t形滑轨12的表面均匹配安装有移动滑块13,移动滑块13的一侧壁连接有固定块14,两个固定块14之间安装有第一挤压辊15,两个固定块14的靠近第一挤压辊15两端部的位置处均开设有“十”字开口槽16,第一挤压辊15的两端部分别与两个“十”字开口槽16的底端固定连接,一个“十”字开口槽16的内部安装有驱动丝杆17,另一个“十”字开口槽16的内部安装有限位圆杆20,驱动丝杆17和限位圆杆20的外部均匹配安装有“十”字滑块19,驱动丝杆17的一端部与“十”字开口槽16的底壁转动连接,驱动丝杆17的另一端部穿过“十”字开口槽16的顶部并延伸至“十”字开口槽16上方连接有第二驱动电机18,两个“十”字滑块19之间转动连接有第二挤压辊21
82.工作原理:当实施例1-3中提出的吸管纸制备工艺制备得到的吸管纸和吸管纸衬纸在胶接时,首先通过现有技术中的胶接机将吸管纸原纸和吸管纸衬纸的表面施胶,并将施胶后的原纸和衬纸分别通过第二导向辊5和第一导向辊4进行导向,穿过进料口2进入外壳体1内部的空腔中,第二导向辊5对吸管纸的衬纸进行导向,第一导向辊4对吸管纸的原纸
进行导向,导向时先启动第一驱动电机9通过第二支撑连杆8带动第二斜齿轮转动,并将新一步通过啮合的第一斜齿轮7转动,进一步带动第一支撑连杆6转动,第一支撑连杆6转动带动端部的第三斜齿轮10转动,从而使得与第三斜齿轮10相适配的第四斜齿轮11,两个第四斜齿轮11分别带动第二导向辊5和第一导向辊4转动,并且由于第四斜齿轮11对向设置,所以第二导向辊5和第一导向辊4的转动方向相反,进而分别将原纸和衬纸进行导向;
83.吸管纸的原纸和衬纸被进料口2一侧的第一导向辊4和第二导向辊5导向入外壳体1内部空腔后,进一步被出料口3一侧的第一导向辊4和第二导向辊5导向出来,处于外壳体1内部空腔的原纸施胶的一面和衬纸施胶的一面相向设置,从而使得原纸和衬纸被胶接机构挤压粘合在一起,交接机构工作时,首先将移动滑块13移动至靠近进料口2的位置处,之后启动第二驱动电机18,使得驱动丝杆17转动,进而带动“十”字滑块19向下移动,从而带动第二挤压辊21向下移动,此时第一挤压辊15位置保持不变,在第二挤压辊21不断下移的过程中,使得原纸与衬纸开始接触并且接触的越发紧密,进而使得原纸和衬纸胶接在一起。
84.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
85.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
86.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。