1.本发明涉及纤维状材料和纤维状复合材料湿法成型领域,尤其涉及一种溢流动态循环伏压式连续湿法成型造纸设备。
背景技术:
2.1、目前市场上连续湿法成型设备有长网纸机、圆网纸机、斜网纸机、夹纸机等四种。
3.2、长网纸机适合浓度范围在0.1%-1.5%的高速湿法造纸,纤维长度小于3mm,成型克重在(15-120)g/m2之间,无法实现浆浓范围在0.05%-0.001%之间,纤维长度在(3~20)mm造纸成型。也无法实现克重在(200-1000)g/m2范围的造纸,高分子合成纤维、无机纤维等人造纤维基本无法使用长网纸机进行湿法成型造纸。
4.3、圆网纸机适合浓度范围在0.1%-1.5%的中高速湿法造纸,纤维长度小于3mm,成型克重在(15-500)g/m2之间,无法实现浆浓范围在0.05%-0.001%之间,纤维长度在(3~20)mm造纸成型。也无法实现克重在(600-3000)g/m2范围的造纸,高分子合成纤维、无机纤维等人造纤维基本无法使用圆网纸机进行湿法成型造纸。
5.4、斜网纸机适合浓度范围在0.001%-3.0%的中低速湿法造纸,纤维长度(0.1-30)mm可以成型,成型克重在(15-5000)g/m2之间可以实现,无法实现浆浓范围在0.05%-0.001%之间,高分子合成纤维、无机纤维等人造纤维也可以使用些网纸机进行湿法成型造纸。但是斜网纸机在成型部的流浆箱堰流唇板到真空滤水槽之间有一段相对静止的类似浆池的结构,会导致密度大的材料沉淀分层,密度低的材料上浮分层,或者在脱水前形成了团聚,导致成型不均匀,斜网纸机适合高克重材料种类比较复杂的材料成型,但是匀度比较差。
6.5、夹网纸机的发明是专门用于纤维种类复杂,特别是不同纤维之间密度比较大的特种材料的湿法成型,适合浓度范围在大于1.0%的,低于0.5%的浓度无法成型,纤维长度(0.1-30)mm可以成型,成型克重在(100-5000)g/m2之间可以实现,高分子合成纤维、无机纤维等人造纤维也可以使用夹网纸机进行湿法成型造纸。但是夹网纸纸机基本用于特殊的复合材料成型,特别是无机材料与粉体复合材料的成型,成型匀度比较差,低于0.5%低浓度高匀度的材料湿法成型无法实现。
7.因此,亟需一种可以实现单一纤维湿法成型、多种纤维复合成型、纤维与粉体复合成型的溢流动态循环伏压式连续湿法成型造纸设备。
技术实现要素:
8.本发明的目的是提一种可以实现单一纤维湿法成型、多种纤维复合成型、纤维与粉体复合成型的溢流动态循环伏压式连续湿法成型造纸设备。
9.为了实现上述目的,本发明提供的技术方案为:公开一种溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,包括机架,及设置在所述机架上的:
10.成型浆池,所述成型浆池的内部具有空腔,且所述成型浆池的底部设有与所述空腔连通的进浆口,所述空腔内部靠近所述进浆口处设有真空分散伏辊,所述真空分散伏辊用于对浆料进行分散,所述成型浆池的上部还设有开口朝上的出浆口,所述出浆口的左右两侧各设有一溢流口,浆料可从所述溢流口溢流进入溢流浆池;
11.成型网,所述出浆口处设有所述成型网;
12.吸真空装置,所述吸真空装置的前端设于所述出浆口上方的成型机构上,且后方还连接有真空管,所述吸真空装置用于将浆料中的纤维和粉体快速地吸附到所述成型网上,并在所述成型网上形成网状结构,液体在所述吸真空装置的作用下,通过所述真空管回到一真空罐内。
13.还包括转动轮组,所述成型网可在所述转动轮组的驱动下向前传输。
14.所述转动轮组包括有两个水平设置的第一转动轮及第二转动轮,所述成型网在所述第一转动轮及第二转动轮之间的部分为水平向前输送。
15.还包括成型网滤板,所述成型网承载于所述成型网滤板上移动,所述成型网在所述转动轮组中有一部分为倾斜弧形结构布置,所述成型网可在所述成型网滤板的倾斜弧形结构部分移动,所述成型滤板的倾斜弧形结构部分及成型网有一部分浸泡在所述成型浆池的出浆口,浆料从所述成型浆池的底部往所述出浆口处垂直向上流动,浆料流动到达所述成型网处时,受到真空吸力的作用,浆料沿着垂直或者接近垂直于所述成型网的方向被真空吸进真空腔,此时,纤维和粉体等固体物留着在所述成型网上,并且同时被所述运动的成型网带着移动,液体被吸入真空腔后,被真空腔上方的所述真空管吸走。
16.所述成型浆池的主体为一竖直方向设置的管状结构,所述成型浆池的下方还连接有一水平壳体结构,且所述进浆口设置于所述水平壳体结构上。
17.所述进浆口的数量为多个,以使浆料进入所述成型浆池时,通过多个所述进浆口同时进入。
18.所述真空分散伏辊的转动轴芯的一端伸出于所述成型浆池的外壳外侧,且与一第一驱动电机进行连接,所述第一驱动电机驱动所述真空分散伏辊转动。
19.所述真空分散伏辊设于所述水平壳体结构内部。
20.还包括一电机座,所述电机座固定于所述水平壳体结构的外壳上,所述第一驱动电机安装于所述电机座上。
21.还包括一第二驱动电机,所述转动轮组通过所述第二驱动电机进行驱动。
22.与现有技术相比,本发明溢流动态循环伏压式连续湿法成型造纸设备中,可以实现浆浓在0.00001%~2%范围的连续湿法成型,纤维种类适应于无机纤维和有机纤维,纤维长度在(0.0001~30)mm范围的湿法成型都可以实现,这是所有湿法成型方式里面成型浆浓最低的湿法成型方式,也是纤维长度适用范围里最短的湿法成型方式,可以实现纳米级材料的湿法成型。该成型造纸设备适用于纤维素纤维的湿法成型,也适用于高分子化学纤维、人造纤维、无机纤维的湿法连续成型,除了可以实现单一纤维湿法成型,多种纤维复合成型,还可以实现纤维与粉体复合成型。
23.通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
附图说明
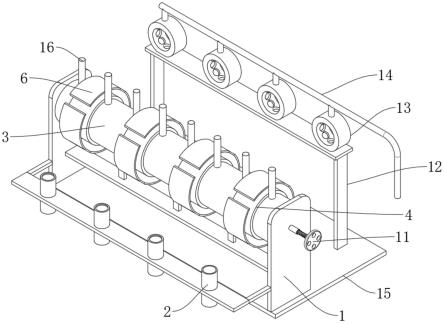
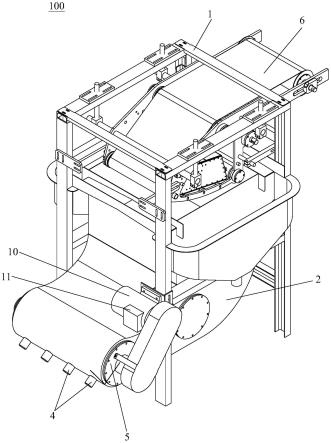
24.图1所示为本发明溢流动态循环伏压式连续湿法成型造纸设备的一个实施例的示意图。
25.图2所示为如图1所示的溢流动态循环伏压式连续湿法成型造纸设备另一个方向的视图。
26.图3所示为如图1所示的溢流动态循环伏压式连续湿法成型造纸设备再一个方向的视图。
具体实施方式
27.下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.在下文中,若在本发明的各种实施例中使用的术语“包括”、“具有”及其同源词仅意在表示特定特征、数字、步骤、操作、元件、组件或前述项的组合,并且不应被理解为首先排除一个或更多个其它特征、数字、步骤、操作、元件、组件或前述项的组合的存在或增加一个或更多个特征、数字、步骤、操作、元件、组件或前述项的组合的可能性。
30.此外,若本发明涉及到术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
31.除非另有限定,否则在这里使用的所有术语(包括技术术语和科学术语)具有与本发明的各种实施例所属领域普通技术人员通常理解的含义相同的含义。所述术语(诸如在一般使用的词典中限定的术语)将被解释为具有与在相关技术领域中的语境含义相同的含义并且将不被解释为具有理想化的含义或过于正式的含义,除非在本发明的各种实施例中被清楚地限定。
32.参考图1、2、3,本发明实施例公开了一种溢流动态循环伏压式连续湿法成型造纸设备100,包括机架1,及设置在所述机架1上的:
33.成型浆池2,所述成型浆池2的内部具有空腔3,且所述成型浆池2的底部设有与所述空腔3连通的进浆口4,所述空腔3内部靠近所述进浆口4处设有真空分散伏辊5,所述真空分散伏辊5用于对浆料进行分散,所述成型浆池2的上部还设有开口朝上的出浆口,出浆口左右两侧有一溢流口,浆料可从所述溢流口溢流进入溢流浆池20;
34.设备启动后,所述真空分散伏辊5是处于一直工作的状态,其作用是把从进浆口进来的浆料进行再次分散,让浆料保持均匀的状态。
35.成型网6,所述出浆口处设有所述成型网;浆料需要经过所述成型网6,浆料在所述成型网6表面快速形成网状结构。
36.需要说明的是,所述出浆口是设于所述成型浆池2的正上方,经过所述真空分散伏辊5进行打散的浆料,在所述吸真空装置7的作用下,从所述出浆口送出,并在所述成型网6
上快速形成网状结构,并由所述成型网6向外输送。
37.吸真空装置7,所述吸真空装置7的前端设于所述出浆口上方,且后方还连接有真空管8,所述吸真空装置7用于将浆料中的纤维和粉体快速地吸附到所述成型6网上,并在所述成型网6上形成网状结构,液体在所述吸真空装置7的作用下,进入所述真空管8内,并通过真空罐存储。
38.需要说明的是,何为“液体”:浆料中的纤维和粉体等固体物质在所述成型网6上形成网状结构后,浆料中的液体会渗透过所述成型网6被成型网上方的真空负压吸进真空腔,然后被吸到所述真空管8内。液体在吸真空装置的作用下,通过所述真空管8被吸回到真空罐内,且还特地设置了用于成型浆池2溢流的溢流口和溢流浆池20,从出浆口溢出的浆液通过溢流口流入溢流浆池20,最后浆液被浆泵从溢流浆池#底部的管道泵回到在线供浆池,使整个浆流送系统内的浆液一直处于循环的动态状态下,保证了浆料不沉淀、不上浮、不分层,一直处于均匀的分散状态。
39.一个实施例中,参考图1和2,还包括转动轮组9,所述成型网6可在所述转动轮组9的驱动下向前传输。所述转动轮组9用于驱动所述成型网6,并改变所述成型网6的运动方向。
40.一个实施例中,参考图1、2,还包括成型网滤板(图上未示意),所述成型网6承载于所述成型网滤板上移动,所述成型网6在所述转动轮组9中有一部分为倾斜弧形结构布置,所述成型网6可在所述成型网滤板的倾斜弧形结构部分移动,所述成型滤板的倾斜弧形结构部分及成型网有一部分浸泡在所述成型浆池2的出浆口,浆料从所述成型浆池2的底部往所述出浆口处垂直向上流动,浆料流动到达所述成型网6处时,受到真空吸力的作用,浆料沿着垂直于或者接近垂直于所述成型网6的方向被真空吸进真空腔,此时,纤维和粉体等固体物留着在所述成型网6上,并且同时被运动的所述成型网6带着移动,液体被吸入真空腔后,被真空腔上方的所述真空管8吸走。需要说明的是,被固液分离后的液体被真空管8吸走后进入真空罐,是可以循环使用的。
41.需要说明的是,所述成型网滤板为网状多孔结构,或者为条形滤网结构,所述成型网对成型网滤板呈完全包裹结构,成型网紧贴成型成型网滤板。
42.参考图1,所述转动轮组9包括有两个水平设置的第一转动轮91及第二转动轮92,所述成型网6在所述第一转动轮91及第二转动轮92之间的部分为水平向前输送。因此浆料在所述第一转动轮91及第二转动轮92之间的部分是处于水平的部分,且在此准备进入下一步工艺。
43.参考图2,所述成型浆池2的主体为一竖直方向设置的管状结构,所述成型浆池2的下方还连接有一水平壳体结构21,且所述进浆口4设置于所述水平壳体结构21上。通过将所述成型浆池2的下方设置为水平壳体结构21,因此,浆料中会有物质,不断地在所述水平壳体结构21中沉淀下来,并往身上水平壳体结构21内部沉降。
44.参考图1或3,所述进浆口4的数量为多个,以使浆料进入所述成型浆池2时,通过多个所述进浆口4同时进入。所述进浆口4的数量为多个且均匀地布置在所述真空分散伏辊5的外侧,
45.参考图1,所述真空分散伏辊5的转动轴芯的一端伸出于所述成型浆池2的外壳外侧,且与一第一驱动电机10进行连接,所述第一驱动电机10驱动所述真空分散伏辊5转动。
46.参考图1,所述真空分散伏5辊设于所述水平壳体结构21内部。由于上文阐述到了,所述水平壳体结构21处会不断有浆料沉淀,因此在此处设置所述真空分散伏辊5,产生分散浆料的作用,另外还具有一水平横向的推力,具有良好的防止浆料沉淀的作用。
47.参考图1,还包括一电机座11,所述电机座11固定于所述水平壳体结构21的外壳上,所述第一驱动电机10安装于所述电机座11上。所述第一电机11的作用是用于驱动所述真空分散伏辊5工作,且固定于所述电机座11上,所述电机座11设于所述平壳体结构21的外壳上,具体地,位于所述平壳体结构21的外壳的上部。
48.一个实施例中,还包括一第二驱动电机(图上未示意),所述转动轮组9通过所述第二驱动电机进行驱动。所述第二电机的作用是驱动所述述转动轮组9中的其中一个转动轮转动,并带动其他转动轮和所述成型网6运转。
49.本发明可以实现浆浓在0.00001%~2%范围的连续湿法成型,纤维种类适应于无机纤维和有机纤维,纤维长度在(0.0001~30)mm范围的湿法成型都可以实现,这是所有湿法成型方式里面成型浆浓最低的湿法成型方式,也是纤维长度适用范围里最短的湿法成型方式,可以实现纳米级材料的湿法成型。该成型方式适用于纤维素纤维的湿法成型,也适用于高分子化学纤维、人造纤维、无机纤维的湿法连续成型,除了可以实现单一纤维湿法成型,多种纤维复合成型,还可以实现纤维与粉体复合成型。
50.以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。