技术特征:
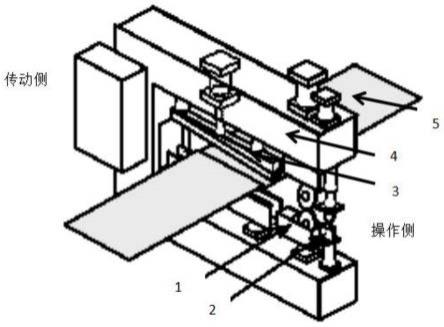
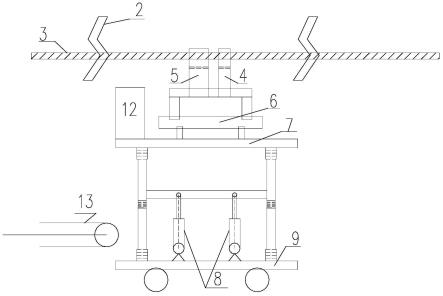
1.一种镀锌板钢带焊接装置,其特征在于:包括c型架(4),所述c型架(4)上设置有双切剪(3)、碾压轮(2)和焊轮(1),所述双切剪(3)的下方设置有钢带(5)。2.一种镀锌板钢带焊接装置的对焊方法,其特征在于:包括权利要求1所述的镀锌板钢带焊接装置,具体操作如下:将两种镀锌带钢带头带尾精剪后到达窄搭接焊接等待位,出、入口夹送辊起套,出、入口侧导调整带钢位置,使带钢与产线中心线位置对齐;夹钳关闭夹紧带钢,焊机双切剪剪切带头带尾,设定焊接工艺参数,给定搭接量,焊机上下焊轮旋转压下,同时铣刀紧贴焊轮表面快速旋转压下,通以适当电流,c型架从操作侧移动到传动侧,在带钢自身的电阻及带钢与焊轮间接触部分的集中电阻上产生热量(作用在搭接区上),使得搭接区锌层受热挥发,暴露出原本铁基基材,同时铁基基材因受热不足并未形成焊接现象,并且挥发的锌层附着在焊轮表面,可以经过高速旋转的铣刀快速将焊轮表面锌层去除,进而减少锌层对焊轮表面质量与导电性能的影响;在完成第一轮焊轮焊接加热融化蒸发锌层后,暴露出的铁基基板便具有良好的焊接性,在再次焊接过程中将不受锌层的影响。c型架从传动侧开始回到操作侧原始位置时,保证焊机夹持平台不动作,再次进行焊接,设定焊接工艺,焊机上下焊轮旋转压下,同时焊轮铣刀紧贴焊轮也同时旋转压下,使已露出的铁基带钢受热熔化、冷却结晶,最终将带钢焊接起来。此方法通过两轮焊接,第一轮通过自生的电阻加热使得锌层融化蒸发,暴露出铁基基板,第二轮焊接铁基基板得到良好的焊缝,此方法可以有效规避带钢表面的锌层对焊接过程的影响。所述窄搭接焊设备,具体包括:在线焊轮修磨铣刀两只,固定在c型架构件上,随着焊机上下焊轮旋转压下,上下两只铣刀也同时压下紧贴在焊轮表面快速旋转。焊轮旋转速度为4m/min~15m/min,铣刀旋转速度为30m/min,上下铣刀配备导屑管及储屑槽。所述窄搭接焊设备,焊机双切剪剪切带头带尾后,设定焊接工艺参数,给定搭接量,c型架从操作侧移动到传动侧进行第一次焊接,c型架移动速度为4m/min~15m/min。c型架从传动侧再移动到操作侧进行第二次焊接时,带头带尾不进行剪切,直接进行第二次焊接,焊接完成后,c型架回到原始位。上述两次焊接工艺参数,从双切剪带头带尾剪切完毕后,就直接给定,第二次焊接时无需再设定焊接工艺参数。对焊接工艺参数进行试验研究,上述采用窄搭接焊方法,两次焊接工艺参数为:焊接电流为6~30ka,焊接速度为4~15m/min,焊接压力为400~3500dan,碾压轮压力为500~5000dan,操作侧的搭接量为0.5~3.0mm,传动侧的搭接量为0.5mm~3.0mm。两次焊接工艺操作侧的搭接量设定需保持一致,传动侧的搭接量也需保持一致,同时传动侧的搭接量需大于操作侧搭接量0.3mm~0.9mm。上述镀锌带钢基板钢种牌号包括:cq,dq,ddq,eddq,seddq,cq-hss,if-hss,p-hss及双相钢dp600、dp800。上述带钢基板锌层厚度为30g/m2~140g/m2。
技术总结
本发明公开了一种镀锌板钢带焊接装置及对焊方法,涉及焊接技术领域。该镀锌板钢带焊接装置,包括C型架,所述C型架上设置有双切剪、碾压轮和焊轮,所述双切剪的下方设置有钢带。该镀锌板钢带焊接装置及对焊方法,通过采用本窄搭接焊机装置及焊接方法,解决了锌层对带钢基板焊接的影响,可实现镀锌带钢带头带尾的有效焊接,减少焊接过渡材的使用,焊缝质量稳定可靠,实现了镀锌板机组的连续作业。实现了镀锌板机组的连续作业。实现了镀锌板机组的连续作业。
技术研发人员:李登鹏 蒋超 阮康康
受保护的技术使用者:马鞍山钢铁股份有限公司
技术研发日:2022.08.19
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。