技术特征:
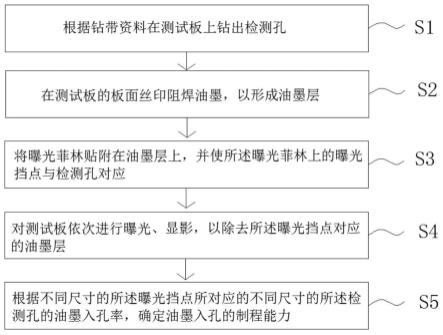
1.一种阻焊油墨入孔制程能力测试方法,其特征在于,包括以下步骤:s1:根据钻带资料在测试板上钻出检测孔;s2:在测试板的板面丝印阻焊油墨,以形成油墨层;s3:将曝光菲林贴附在油墨层上,并使所述曝光菲林上的曝光挡点与所述检测孔对应;s4:对测试板依次进行曝光、显影,以除去所述曝光挡点对应的油墨层;s5:根据不同尺寸的所述曝光挡点所对应的不同尺寸的所述检测孔的油墨入孔率,确定油墨入孔的制程能力。2.根据权利要求1所述的阻焊油墨入孔制程能力测试方法,其特征在于,步骤s5包括:s51:计算不同尺寸的所述检测孔对应于某一特定所述曝光挡点的油墨入孔率;s52:确定油墨入孔率为0%的检测孔为不允许油墨入孔的合格标准。3.根据权利要求1所述的阻焊油墨入孔制程能力测试方法,其特征在于,步骤s5包括:s51:计算不同尺寸的所述检测孔对应于某一特定所述曝光挡点的油墨入孔率;s52:确定油墨入孔率小于100%的检测孔为不允许油墨堵孔的合格标准。4.根据权利要求1所述的阻焊油墨入孔制程能力测试方法,其特征在于,在步骤s1中:所述检测孔的直径为0.3mm-0.55mm,所述曝光挡点的直径为0.4mm-0.8mm。5.根据权利要求4所述的阻焊油墨入孔制程能力测试方法,其特征在于,所述检测孔的直径种类包括0.3mm、0.325mm、0.35mm、0.375mm、0.4mm、0.425mm、0.45mm、0.475mm、0.5mm、0.525mm和0.55mm。6.根据权利要求4所述的阻焊油墨入孔制程能力测试方法,其特征在于,所述曝光挡点的直径种类包括所述检测孔的直径加0.1mm、所述检测孔的直径加0.15mm、所述检测孔的直径加0.2mm和所述检测孔的直径加0.25mm。7.根据权利要求1所述的阻焊油墨入孔制程能力测试方法,其特征在于,步骤s2包括:s21:前处理;s22:丝印,在经前处理的测试板板面涂覆阻焊油墨;s23:预烤,将阻焊油墨烘烤使其半固化,以形成油墨层。8.根据权利要求7所述的阻焊油墨入孔制程能力测试方法,其特征在于,阻焊油墨黏度为100-120dps,在75℃下烘烤48min。9.一种阻焊油墨入孔制程能力管控方法,其特征在于,应用于权利要求1-8任意一项所述的阻焊油墨入孔制程能力测试方法,包括以下步骤:根据上述测试方法分别确定油墨入孔率为0%的检测孔和油墨入孔率小于100%的检测孔;设计不允许油墨入孔的合格标准,其中检测孔的直径≥油墨入孔率为0%检测孔的直径,且曝光挡点的直径≥油墨入孔率0%的检测孔对应的曝光挡点的直径;设计不允许油墨堵孔的合格标准,其中检测孔的直径≥油墨入孔率小于100%检测孔的直径,且曝光挡点的直径≥油墨入孔率小于100%对应的曝光挡点的直径。10.根据权利要求9所述的阻焊油墨入孔制程能力管控方法,其特征在于,不允许油墨入孔的合格标准为:检测孔的直径≥0.425mm,且曝光挡点的直径≥0.625mm,或检测孔的直径≥0.45mm,且曝光挡点的直径≥0.55mm;不允许油墨堵孔的合格标准为:检测孔的直径≥0.35mm,且曝光挡点的直径≥0.6mm,或检测孔的直径≥0.375mm,且曝光挡点的直径≥
0.475mm。
技术总结
本发明公开了一种阻焊油墨入孔制程能力测试方法及管控方法,包括以下步骤,根据钻带资料在测试板上钻出检测孔;在测试板的板面丝印阻焊油墨,以形成油墨层;将曝光菲林贴附在油墨层上,并使所述曝光菲林上的曝光挡点与检测孔对应;对测试板依次进行曝光、显影,以除去所述曝光挡点对应的油墨层;根据不同尺寸的所述曝光挡点所对应的不同尺寸的所述检测孔的油墨入孔率,确定油墨入孔的制程能力。本发明能够明确阻焊油墨入孔工艺制程能力的范围,从而可让工程人员明确了解生产线的制程能力及状态,为规范设计提供有效数据支持,通过资料优化确定不允许油墨入孔的合格标准,可以避免出现阻焊油墨入孔的品质问题,使生产过程顺畅运行。运行。运行。
技术研发人员:胡斌 陈良峰 邓稳 何自立 张正伟
受保护的技术使用者:湖北龙腾电子科技股份有限公司
技术研发日:2022.08.09
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。