隧道管片和pc预制件可切换式生产线
技术领域
1.本实用新型涉及建筑构件生产技术领域,特别是涉及一种隧道管片和pc预制件可切换式生产线。
背景技术:
2.在建筑施工中很多构件都是在工厂内进行生产,然后运输到施工场地内拼装施工,可以大大的加快施工速度。现在的构件生产线一个生产线只能生产一类构件。生产隧道管片的生产线和生产pc预制件的生产线并不能互通。
3.目前,国内pc构件生产厂家多采用自动化流水生产线生产,其优点是主控系统采用plc控制,驱动电机由变频器变频调速,采用位置传感器实现模台精准定位,可联动作业。划线机、布料机、堆码机等一系列自动化设备,提升了整条生产线的自动化程度。
4.但是,目前国产生产线也存在很多缺陷,占地面积大、空间利用率低、不适用的设备多、设备故障率高、单台堆码机工作强度高、信息化程度低等诸多问题亟待解决。业内诸多单位针对痛点,不断探索新形式生产线,如游牧式生产线、模数化生产线等形式,但截至目前都没有很好的解决上述问题。
5.目前,国内管片生产工艺主要分为固定台座法和流水机组法两种。固定台座法是比较传统的生产方式,而流水机组法则是应用管片自动化生产线,由中央控制系统,操控管片模具在生产线上有规律的按着一定节奏行走,施工人员站在固定的工位上完成本工序的操作。生产线的应用,能够提高劳动生产率,仅需有限的工人在指定工位进行作业,减少了劳动力投入。由于生产线对混凝土拌和质量要求高,一定程度上稳定和提高了产品质量。同时,生产线模式改善了劳动条件,缩减生产占地面积,提升了生产的机械化及科技化程度。
6.因此面对庞大的市场需求,形成一套装配式住宅部品生产与管片生产共用线,满足两大市场的随势切换,减少用地、投资,实现两种产品的高效生产,就成为了急需解决的技术问题。
技术实现要素:
7.本实用新型一种隧道管片和pc预制件可切换式生产线。
8.解决的技术问题是:用一条生产线如何实现生产隧道管片以及pc预制件两种构件。
9.为解决上述技术问题,本实用新型一种隧道管片和pc预制件可切换式生产线,采用如下方案。
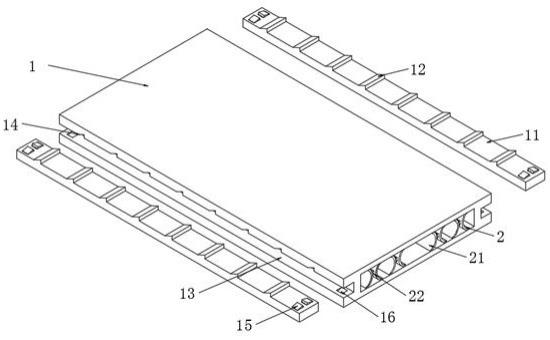
10.一种隧道管片和pc预制件可切换式生产线,能够在生产隧道管片和生产pc预制件两种功能之间进行切换,环形设置的流水式生产线,其用于让生产线内的模台运转起来;流水式生产线包括模台和设置在地面上用于支撑和移动模台的若干滚轮;所述模台上具有为构件定型的可拆卸式模具;
11.沿着流水式生产线还依次包括养护窑、拆模设备、模具安装工位、布料机工位、静
置工位以及码垛机;流水式生产线上还包括布料机,布料机包括管片布料机和预制件布料机,布料机工位通过转换轨道连接布料机停放点,管片布料机和预制件布料机分别设置在布料机工位上进行混凝土浇筑工作以及布料机停放点,并且管片布料机和预制件布料机通过转换轨道相互切换位置。
12.优选的,所述布料机停放点位于流水式生产线外侧,
13.所述转换轨道包括连接布料机工位的避让轨和连接布料机停放点的转移轨,所述避让轨和转移轨相互交叉,且避让轨和转移轨至少有一个从交叉位置继续向外延伸。
14.优选的,所述布料机停放点位于流水式生产线外侧,所述布料机停放点与布料机的数目相同,
15.转换轨道包括与布料机工位连接的避让轨以及连接布料机停放点的多个转移轨,多个转移轨分别与避让轨交叉。
16.优选的,所述流水式生产线外还包括为布料机供料的供料系统,所述供料系统包括若干存放不同材料的仓储工具以及搅拌系统,任意仓储工具通过传送工具与搅拌系统连接,搅拌系统向布料机内供料。
17.优选的,生产隧道管片时和生产pc预制构件时流水式生产线上模台的运动方向相反。
18.优选的,环形的流水式生产线具有拐角,在养护窑前方的拐角处具有子母车,通过子母车切换模台(1a)的行进方向;
19.在养护窑后方的拐角处通过平移式的吊装设备切换模台的行进方向。
20.优选的,所述模台包括生产隧道管片用的管片模台和生产pc预制件的预制件模台;在流水式生产线上吊装更换工位用于替换流水式生产线上的模台。
21.优选的,布料机工位上带有可以升降的振捣设备,振捣设备能够升起后将模台抬起然后振捣作业;生产隧道管片时,管片模台上的模具上安装有振捣器。
22.优选的,所述码垛机在生产pc预制件时对预制件模台进行堆叠码垛然后送入养护窑内,在生产隧道管片时管片模台越过码垛工具直接送入养护窑;
23.所述码垛机下方具有活动间隙,管片模台以及管片模台上的模具能够直接从码垛机下方穿过。
24.优选的,养护窑包括若干相互独立的养护窑,所述养护窑的高度与养护管片时的高度相适应。
25.本实用新型一种隧道管片和pc预制件可切换式生产线与现有技术相比,具有如下有益效果:
26.生产隧道管片和生产pc预制件需要使用不同的布料机,本实用新型中就需要在同一套流水式生产线上设置管片布料机和预制件布料机这两种布料机。为了在生产一种构件时,生产另外一种构件的布料机影响流水线运转。所以同一时间只有一个布料机留在布料机工位上,另一个布料机存放在流水式生产线外的布料机停放点。当需要改变构件生产种类时,在利用连接布料机工位和布料机停放点的转换轨道,让两个两种布料机调换位置。
27.而且生产pc预制件和生产隧道管片所需要的养护窑的规格也不同,所以养护窑的规格需要高度最高体积最大的构件为基准,需要能够将所要生产的所有构件连通承载的模台放入养护窑中进行养护作业。在通常情况下,隧道管片的高度比pc预制件更高,这样养护
窑的高度就是由隧道管片的高度决定的。在进行pc预制件的养护作业中,就会出现将较为低矮的构件放入较为高大的养护窑的情况,造成养护窑大量蒸汽不能有效利用,浪费资源较为严重。
28.因此在养护窑前部设置有码垛机,在进行pc预制件生产是,码垛机能够将模台连同模台上的模具以及生产的构件在高度方向上进行堆叠,然后在送入养护窑内,这样再进行pc预制件生产的养护作业时,养护窑内就在高度方向上具有多层模台,从分利用养护窑内的高度空间,避免能量浪费。
附图说明
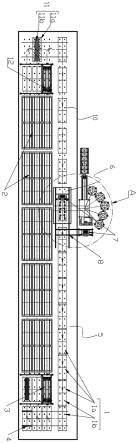
29.图1是本实用新型的生产线在生产pc预制件时的分布图;
30.图2是图1中a处的放大图;
31.图3是本实用新型的生产线在生产隧道管片时的分布图。
32.附图标记说明:
33.1-流水式生产线,1a-模台,1b-滚轮;
34.2-养护窑;
35.3-拆模设备;
36.4-吊装设备;
37.5-模具安装工位;
38.6-布料机工位,6a-振捣设备;
39.7-布料机,7a-管片布料机,7b-预制件布料机;
40.8-转换轨道,8a-避让轨,8b-转移轨;
41.9-布料机停放点;
42.10-静置工位;
43.11-子母车,11a-母车,11b-子车;
44.12-码垛机;
45.13-供料系统。
具体实施方式
46.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
47.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指参考附图1所示的上、下、左、右;“内、外”是指相对于各部件本身的轮廓的内、外。下面将参考附图并结合实施方式来详细说明本实用新型。
48.为了解决用一条生产线如何实现生产隧道管片以及pc预制件两种构件的问题,本实用新型提出了一种隧道管片和pc预制件可切换式生产线,如图1到图3中所示的。
49.一种隧道管片和pc预制件可切换式生产线,能够在生产隧道管片和生产pc预制件两种功能之间进行切换,环形设置的流水式生产线1,其用于让生产线内的模台1a运转起来;流水式生产线1包括模台1a和设置在地面上用于支撑和移动模台1a的若干滚轮1b;所述模台1a上具有为构件定型的可拆卸式模具;
50.沿着流水式生产线1还依次包括养护窑2、拆模设备3、模具安装工位5、布料机工位6、静置工位10以及码垛机12;流水式生产线1上还包括布料机7,布料机7包括管片布料机7a和预制件布料机7b,布料机工位6通过转换轨道8连接布料机停放点9,管片布料机7a和预制件布料机7b分别设置在布料机工位6上进行混凝土浇筑工作以及布料机停放点9,并且管片布料机7a和预制件布料机7b通过转换轨道8相互切换位置。
51.生产隧道管片和生产pc预制件需要使用不同的布料机7,本实用新型中就需要在同一套流水式生产线1上设置管片布料机7a和预制件布料机7b这两种布料机7。为了在生产一种构件时,生产另外一种构件的布料机7影响流水线运转。所以同一时间只有一个布料机7留在布料机工位6上,另一个布料机7存放在流水式生产线1外的布料机停放点9。当需要改变构件生产种类时,在利用连接布料机工位6和布料机停放点9的转换轨道8,让两个两种布料机7调换位置。
52.而且生产pc预制件和生产隧道管片所需要的养护窑2的规格也不同,所以养护窑2的规格需要高度最高体积最大的构件为基准,需要能够将所要生产的所有构件连通承载的模台1a放入养护窑2中进行养护作业。在通常情况下,隧道管片的高度比pc预制件更高,这样养护窑2的高度就是由隧道管片的高度决定的。在进行pc预制件的养护作业中,就会出现将较为低矮的构件放入较为高大的养护窑2的情况,造成养护窑2大量蒸汽不能有效利用,浪费资源较为严重。
53.因此在养护窑2前部设置有码垛机12,在进行pc预制件生产是,码垛机12能够将模台1a连同模台1a上的模具以及生产的构件在高度方向上进行堆叠,然后在送入养护窑2内,这样再进行pc预制件生产的养护作业时,养护窑2内就在高度方向上具有多层模台1a,从分利用养护窑2内的高度空间,避免能量浪费。
54.其中,模台1a就是个钢制的承载平台,模台1a一致在生产线上循环流动,承载模具和构件进入下一个工序。
55.在生产pc预制件时,也就是图1中所示的,布料前的模具安装工位5包括多个工序,依照生产时间顺序包括:清理模台1a、模台1a喷涂脱模剂、划线、布置边模、布置钢筋和布置预埋件。其中布置钢筋和布置预埋件的工序可以颠倒或者改为同时进行。布料后的静置工位10上包括拉毛设备。
56.同理,在生产隧道管片时,也就是图3中所示的,布料前的模具安装工位5依照生产时间谁许包括:模具模台1a清理、模台1a喷涂脱模剂、设置模具、钢筋笼入模、合模、预埋件安装和检查。布料后的静置工位10上还具有抹平收面设备。
57.如图2中所示的,首先为了停放在布料机停放点9的布料机7影响流水线的生产,所以所述布料机停放点9位于流水式生产线1外侧。
58.为了在调换两个布料机7的位置时,避免碰撞,如图2中所示的,所述转换轨道8包括连接布料机工位6的避让轨8a和连接布料机停放点9的转移轨8b,所述避让轨8a和转移轨8b相互交叉,且避让轨8a和转移轨8b至少有一个从交叉位置继续向外延伸。在图2所示的具体实施方式中,转换轨道8呈倒t形,下方和生产线平行设置的避让轨8a连接布料机工位6,然后和外部的布料机停放点9连接的转移轨8b垂直于避让轨8a且连接到避让轨8a的中部。在使用时,首先让布料机工位6上的布料机7移动到避让轨8a的最右侧,然后布料机停放点9的布料机7通过转移轨8b移动到避让轨8a上再移动到布料机工位6上,最后将避让轨8a最右
侧的布料机7移动到转移轨8b上最后到达布料机停放点9。
59.所述布料机停放点9位于流水式生产线1外侧,所述布料机停放点9与布料机7的数目相同,转换轨道8包括与布料机工位6连接的避让轨8a以及连接布料机停放点9的多个转移轨8b,多个转移轨8b分别与避让轨8a交叉。在这种实施方式中,每个布料机7都有自己的布料机停放点9,其中两个转移轨8b的两个末端分别连接两个布料机停放点9,然后两个转移轨8b都连接到避让轨8a上。使用时,直接让布料机工位6上的布料机7通过避让轨8a然后经过转移轨8b移动到空置的布料机停放点9,然后在将另外一个布料机7移动到布料机工位6上。
60.如图1到图3中所示的。所述流水式生产线1外还包括为布料机7供料的供料系统13,所述供料系统13包括若干存放不同材料的仓储工具以及搅拌系统,任意仓储工具通过传送工具与搅拌系统连接,搅拌系统向布料机7内供料。
61.由于生产隧道管片时布料后的静置工位10比模具安装工位5更长,但是生产pc预制构件时却相反,布料前的模具安装工位5比静置工位10更长。因此在场地不足或者为了节约长度,生产隧道管片时和生产pc预制构件时流水式生产线1上模台1a的运动方向相反。在图1和图3中都是逆时针旋转,可以将其中一个改成顺时针旋转并相应的修改对应工位的排列顺序。
62.如图1中所示的,环形的流水式生产线1其实主要包括两条相互平行的主要功能线,一条是下方的养护线,另一条是上方的布料线。然后再从两端将两条线串联成环形,环形的流水式生产线1具有拐角,在养护窑2前方的拐角处具有子母车11,通过子母车11切换模台(1a)的行进方向;在养护窑2后方的拐角处通过平移式的吊装设备4切换模台1a的行进方向。
63.如图1和图3中所示的,所述模台1a包括生产隧道管片用的管片模台和生产pc预制件的预制件模台;在流水式生产线1上吊装更换工位用于替换流水式生产线1上的模台1a。
64.布料机工位6上带有可以升降的振捣设备6a,振捣设备6a能够升起后将模台1a抬起然后振捣作业;由于振捣设备6a的振动能以有效的传递到管片的模具上,因此生产隧道管片时,管片模台上的模具上安装有振捣器,振捣器优选的为风动振捣器。
65.pc预制件一般高度较低,所述码垛机12在生产pc预制件时对预制件模台进行堆叠码垛然后送入养护窑2内,在生产隧道管片时管片模台越过码垛工具直接送入养护窑2;
66.所述码垛机12下方具有活动间隙,管片模台以及管片模台上的模具能够直接从码垛机12下方穿过。
67.由于混凝土构件的养护比较慢而模具定型的生产活动比较快,因此养护窑2包括若干相互独立的养护窑2,所述养护窑2的高度与养护管片时的高度相适应。每个养护窑2内可以放置若干行若干列模台1a。并且模台1a可以在高度方向上堆叠。
68.以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。