1.本发明涉及烧结粉矿混匀技术领域,尤其涉及一种取消混匀造堆并控制配比的烧结粉矿混匀系统。
背景技术:
2.在烧结机的使用中,需要粉矿作为燃料,将各种粗粉、精粉,根据烧结矿成份和烧结性能需求,利用圆盘和电子秤按设定的各种矿粉配比,进行多层(300-600)平铺造堆混匀,使混合料成份粒度均匀,供烧结使用;
3.现有的烧结粉矿混匀工艺,通过取料设备将多种铁矿粉从一次料场取到配料槽,按设定的各种矿粉配比利用圆盘和电子秤等配料设备,将矿粉依次下到配料皮带,经匀堆机进行多层往复的平铺造堆,造堆过程铁矿粉充分混匀,再利用取料机延料堆端面垂直取料,经过皮带转运,送到烧结铁料槽供烧结使用,这种流程工艺线路长,除堆放各种铁矿粉的一次料场,还必须建立两个混匀料场,一个料堆在混匀造堆过程,另一个料堆取料给烧结使用,两个料堆轮替,除匀堆机、匀取机的投资与运行维护成本外,根据超低排放严禁粉状物料露天堆存作业的要求,必须为两个料堆建立大棚进行封闭,投资费用非常大,而且一次只能以一个配比造好混匀料堆,混匀料堆的成份是相同的,无法供应两台以上烧结机使用不同成份混匀料堆生产,必须两三套整体配料设备才能实现,投资增大,运行与维护费用大,因此,本发明提出一种取消混匀造堆并控制配比的烧结粉矿混匀系统以解决现有技术中存在的问题。
技术实现要素:
4.针对上述问题,本发明提出一种取消混匀造堆并控制配比的烧结粉矿混匀系统,该取消混匀造堆并控制配比的烧结粉矿混匀系统将各种矿粉经过第一翻倒输送部、第二翻倒输送部多次倒运,使得物料多次翻倒,配合圆筒混合机的混合,进行粒度与成份的混匀,完全达到了烧结的使用要求。
5.为实现本发明的目的,本发明通过以下技术方案实现:一种取消混匀造堆并控制配比的烧结粉矿混匀系统,包括一次料场、配料槽、圆筒混合机和烧结机铁料槽,所述一次料场内设有取料机,且取料机用于在一次料场中取矿粉,所述取料机的输出端设有输料部,且输料部的输出端朝向所述配料槽,所述配料槽的槽下设有圆盘给料机和电子皮带秤,所述圆盘给料机和电子皮带秤用于将矿粉按设定的矿粉配比进行配料;
6.所述电子皮带秤的输出端设有配料皮带,且配料皮带的输出端设有第一翻倒输送部,所述第一翻倒输送部的输出端朝向所述圆筒混合机,所述圆筒混合机的输出端设有第二翻倒输送部,所述第二翻倒输送部的输出端朝向所述烧结机铁料槽。
7.进一步改进在于:所述一次料场中装有多种矿粉,所述配料槽对应多种矿粉设有多组,多组所述配料槽下的圆盘给料机和电子皮带秤分别对多种矿粉进行称重配比。
8.进一步改进在于:所述输送部包括第一胶带机、第二胶带机和移动可逆胶带机,所
述取料机的输出端朝向所述第一胶带机,且第一胶带机的输出端连接第二胶带机,所述第二胶带机的输出端连接移动可逆胶带机,且移动可逆胶带机的输出端处设有卸料小车,所述卸料小车用于将矿粉卸料入配料槽中。
9.进一步改进在于:所述第一翻倒输送部包括第三胶带机、第四胶带机和第五胶带机,所述配料皮带的输出端连接第三胶带机,且第三胶带机的输出端连接第四胶带机,所述第四胶带机的输出端连接第五胶带机,且第五胶带机的输出端朝向所述圆筒混合机,所述第三胶带机、第四胶带机和第五胶带机将矿粉多次翻倒运输。
10.进一步改进在于:所述第二翻倒输送部用于向至少两组所述烧结机铁料槽输送物料,每组所述烧结机铁料槽由至少两组混匀料槽组成。
11.进一步改进在于:所述第二翻倒输送部包括第六胶带机、可逆胶带机、第七胶带机和第八胶带机,所述第六胶带机连接圆筒混合机的输出端,且第六胶带机的输出端连接可逆胶带机,所述可逆胶带机的两端分别连接第七胶带机和第八胶带机,且第七胶带机和第八胶带机的输出端分别朝向两组所述烧结机铁料槽,所述第六胶带机、可逆胶带机、第七胶带机和第八胶带机将矿粉多次翻倒运输。
12.进一步改进在于:多组所述配料槽的底部均设有振动器,且振动器用于振动配料槽辅助下料。
13.进一步改进在于:多组所述配料槽下的圆盘给料机和电子皮带秤均电性连接plc控制终端,且plc控制终端用于控制调整多组配料槽下的配料比。
14.本发明的有益效果为:
15.1、本发明将配料槽配出的混合料,经历第一翻倒输送部、第二翻倒输送部的转运,中途经过圆筒混合机的混合,送到烧结机铁料槽中使用,各种矿粉经过第一翻倒输送部、第二翻倒输送部运输过程中的多次倒运,使得物料多次翻倒,以及圆筒混合机的混合,进行粒度与成份的混匀,完全达到了烧结的使用要求。
16.2、本发明混匀工艺大幅简化,利用一个圆筒混合机中转,取消复杂的混匀造堆工艺,混匀生产线设备维护量、故障率下降,占用场地大幅减少,减少了成本。
17.3、本发明利用plc控制终端控制多组配料槽下的圆盘给料机和电子皮带秤,改变称重配料比,一套设备可以向两台以上的烧结机,以不同配比供混匀料,满足多座高炉对烧结矿的差异化要求,生产灵活性大幅提高。
附图说明
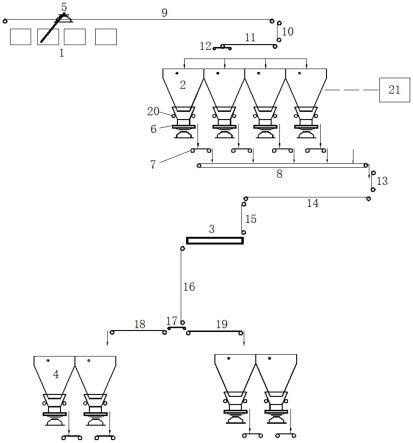
18.图1为本发明的系统示意图。
19.其中:1、一次料场;2、配料槽;3、圆筒混合机;4、烧结机铁料槽;5、取料机;6、圆盘给料机;7、电子皮带秤;8、配料皮带;9、第一胶带机;10、第二胶带机;11、移动可逆胶带机;12、卸料小车;13、第三胶带机;14、第四胶带机;15、第五胶带机;16、第六胶带机;17、可逆胶带机;18、第七胶带机;19、第八胶带机;20、振动器;21、plc控制终端。
具体实施方式
20.为了加深对本发明的理解,下面将结合实施例对本发明做进一步详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
21.实施例一
22.根据图1所示,本实施例提出了一种取消混匀造堆并控制配比的烧结粉矿混匀系统,包括一次料场1、配料槽2、圆筒混合机3和烧结机铁料槽4,所述一次料场1内设有取料机5,且取料机5用于在一次料场1中取矿粉,所述取料机5的输出端设有输料部,且输料部的输出端朝向所述配料槽2,所述配料槽2的槽下设有圆盘给料机6和电子皮带秤7,所述圆盘给料机6和电子皮带秤7用于将矿粉按设定的矿粉配比进行配料;
23.所述电子皮带秤7的输出端设有配料皮带8,且配料皮带8的输出端设有第一翻倒输送部,所述第一翻倒输送部的输出端朝向所述圆筒混合机3,所述圆筒混合机3的输出端设有第二翻倒输送部,所述第二翻倒输送部的输出端朝向所述烧结机铁料槽4。使用时,使用取料机5,从一次料场1取各种矿粉,通过输送部送到各配料槽2,利用槽下圆盘给料机6、电子皮带秤7,按设定的各种矿粉配比将矿粉依次下到配料皮带8,配出的混合料,根据各钢铁场场地布局,经历第一翻倒输送部、第二翻倒输送部的转运,中途经过圆筒混合机3的混合,送到烧结机铁料槽4中使用,各种矿粉经过第一翻倒输送部、第二翻倒输送部运输过程中的多次倒运,使得物料多次翻倒,以及圆筒混合机3的混合,进行粒度与成份的混匀,完全达到了烧结的使用要求。
24.所述一次料场1中装有多种矿粉,所述配料槽2对应多种矿粉设有多组,多组所述配料槽2下的圆盘给料机6和电子皮带秤7分别对多种矿粉进行称重配比。使用时,从一次料场1取各种矿粉,通过输送部送到多个配料槽2,利用槽下圆盘给料机6、电子皮带秤7,按设定的各种矿粉配比将矿粉依次下到配料皮带8,配出的混合料。
25.所述输送部包括第一胶带机9、第二胶带机10和移动可逆胶带机11,所述取料机5的输出端朝向所述第一胶带机9,且第一胶带机9的输出端连接第二胶带机10,所述第二胶带机10的输出端连接移动可逆胶带机11,且移动可逆胶带机11的输出端处设有卸料小车12,所述卸料小车12用于将矿粉卸料入配料槽2中。使用时,取料机5,从一次料场1取各种矿粉,通过第一胶带机9输送到第二胶带机10,然后从第二胶带机10输送到移动可逆胶带机11,接着通过卸料小车12将各矿粉送到各配料槽2。
26.所述第一翻倒输送部包括第三胶带机13、第四胶带机14和第五胶带机15,所述配料皮带8的输出端连接第三胶带机13,且第三胶带机13的输出端连接第四胶带机14,所述第四胶带机14的输出端连接第五胶带机15,且第五胶带机15的输出端朝向所述圆筒混合机3,所述第三胶带机13、第四胶带机14和第五胶带机15将矿粉多次翻倒运输。使用时,各种矿粉,通过输送部送到各配料槽2,利用槽下圆盘给料机6、电子皮带秤7,按设定的各种矿粉配比将矿粉依次下到配料皮带8,然后经过第三胶带机13、第四胶带机14和第五胶带机15将矿粉多次翻倒运输至圆筒混合机3。
27.所述第二翻倒输送部用于向两组所述烧结机铁料槽4输送物料,每组所述烧结机铁料槽4由两组混匀料槽组成。所述第二翻倒输送部包括第六胶带机16、可逆胶带机17、第七胶带机18和第八胶带机19,所述第六胶带机16连接圆筒混合机3的输出端,且第六胶带机16的输出端连接可逆胶带机17,所述可逆胶带机17的两端分别连接第七胶带机18和第八胶带机19,且第七胶带机18和第八胶带机19的输出端分别朝向两组所述烧结机铁料槽4,所述第六胶带机16、可逆胶带机17、第七胶带机18和第八胶带机19将矿粉多次翻倒运输。使用时,配出的混合料,经历第一翻倒输送部至圆筒混合机3进行混合,然后经过第六胶带机16、
可逆胶带机17进行翻倒运输,接着经过第七胶带机18和第八胶带机19将混合料分别向两组烧结机铁料槽4翻倒运输。
28.实施例二
29.根据图1所示,本实施例提出了一种取消混匀造堆并控制配比的烧结粉矿混匀系统,包括一次料场1、配料槽2、圆筒混合机3和烧结机铁料槽4,所述一次料场1内设有取料机5,且取料机5用于在一次料场1中取矿粉,所述取料机5的输出端设有输料部,且输料部的输出端朝向所述配料槽2,所述配料槽2的槽下设有圆盘给料机6和电子皮带秤7,所述圆盘给料机6和电子皮带秤7用于将矿粉按设定的矿粉配比进行配料;
30.所述电子皮带秤7的输出端设有配料皮带8,且配料皮带8的输出端设有第一翻倒输送部,所述第一翻倒输送部的输出端朝向所述圆筒混合机3,所述圆筒混合机3的输出端设有第二翻倒输送部,所述第二翻倒输送部的输出端朝向所述烧结机铁料槽4。使用时,使用取料机5,从一次料场1取各种矿粉,通过输送部送到各配料槽2,利用槽下圆盘给料机6、电子皮带秤7,按设定的各种矿粉配比将矿粉依次下到配料皮带8,配出的混合料,根据各钢铁场场地布局,经历第一翻倒输送部、第二翻倒输送部的转运,中途经过圆筒混合机3的混合,送到烧结机铁料槽4中使用,各种矿粉经过第一翻倒输送部、第二翻倒输送部运输过程中的多次倒运,使得物料多次翻倒,以及圆筒混合机3的混合,进行粒度与成份的混匀,完全达到了烧结的使用要求。
31.所述一次料场1中装有多种矿粉,所述配料槽2对应多种矿粉设有多组,多组所述配料槽2下的圆盘给料机6和电子皮带秤7分别对多种矿粉进行称重配比。使用时,从一次料场1取各种矿粉,通过输送部送到多个配料槽2,利用槽下圆盘给料机6、电子皮带秤7,按设定的各种矿粉配比将矿粉依次下到配料皮带8,配出的混合料。
32.多组所述配料槽2的底部均设有振动器20,且振动器20用于振动配料槽2辅助下料。辅助下料,避免残留。
33.多组所述配料槽2下的圆盘给料机6和电子皮带秤7均电性连接plc控制终端21,且plc控制终端21用于控制调整多组配料槽2下的配料比。使用时,向一台烧结机铁料槽4供混匀料后直至排空,这时候利用plc控制终端21控制多组配料槽2下的圆盘给料机6和电子皮带秤7,改变称重配料比,配料到配料皮带8,供给给另一台烧结机铁料槽4,以不同配比供混匀料,生产不同成份烧结矿,满足多座高炉对烧结矿的差异化要求,生产灵活性大幅提高。
34.本发明从一次料场1取各种矿粉到各配料槽2,利用槽下圆盘给料机6、电子皮带秤7,按设定的各种矿粉配比将矿粉依次下到配料皮带8,配出的混合料,根据各钢铁场场地布局,经历第一翻倒输送部、第二翻倒输送部的转运,中途经过圆筒混合机3的混合,送到烧结机铁料槽4中使用,各种矿粉经过第一翻倒输送部、第二翻倒输送部运输过程中的多次倒运,使得物料多次翻倒,以及圆筒混合机3的混合,进行粒度与成份的混匀,完全达到了烧结的使用要求,综上,本发明混匀工艺大幅简化,利用一个圆筒混合机中转,取消复杂的混匀造堆工艺,混匀生产线设备维护量、故障率下降,占用场地大幅减少,且增加了一个圆筒混合机3,减少了一套匀堆机、两套匀取机及匀堆机、匀取机配套的三条长皮带,投资费用减少了600多万元,每年电费与备品备件费用可减少200-300万元,也减少了两个料堆的封闭性大棚投资,约1亿元。同时,本发明向一台烧结机铁料槽4供混匀料后直至排空,这时候利用plc控制终端21控制多组配料槽2下的圆盘给料机6和电子皮带秤7,改变称重配料比,配料
到配料皮带8,供给给另一台烧结机铁料槽4,综上,利用plc控制终端21进行配比控制,一套设备可以向两台以上的烧结机,以不同配比供混匀料,生产不同成份烧结矿,满足多座高炉对烧结矿的差异化要求,生产灵活性大幅提高。
35.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。