1.本发明涉及无卤电缆技术领域,具体为一种高阻燃环保无卤电缆及其制备工艺。
背景技术:
2.低烟无卤电缆,是指不含卤素(f、cl、br、i、at)、不含铅镉铬汞等环境物质的胶料制成,燃烧时不会发出有毒烟雾的环保型电缆,无卤电缆的应用很广泛,在医院、学校、大型商场、办公楼等场所都会用到无卤电缆。
3.随着现在电缆技术标准的提高以及环保意识的逐渐增强,现有的无卤电缆在实际使用过程中,无卤电缆的阻燃性能仍然低下,不能合理配比无卤电缆的原材料成分,掺杂含有污染性环境激素,同时也不能对无卤电缆内层和外层实现双重阻燃防火效果,无法有效减缓火势在无卤电缆上的蔓延速度,达不到高阻燃和高环保的标准要求,为此,提出高阻燃环保无卤电缆及其制备工艺。
技术实现要素:
4.本发明的目的在于提供高阻燃环保无卤电缆及其制备工艺,以解决上述背景技术中提出的现有的无卤电缆在实际使用过程中,无卤电缆的阻燃性能仍然低下,不能合理配比无卤电缆的原材料成分,掺杂含有污染性环境激素,同时也不能对无卤电缆内层和外层实现双重阻燃防火效果,达不到高阻燃和高环保的标准要求的问题。
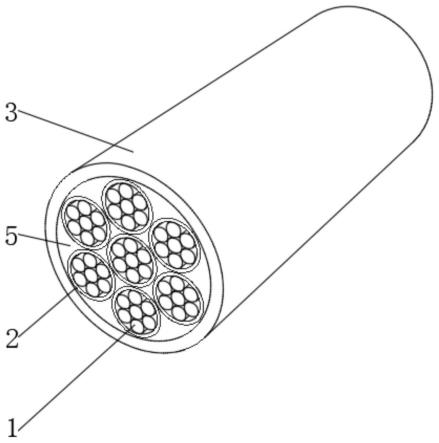
5.为实现上述目的,本发明提供如下技术方案:一种高阻燃环保无卤电缆,包括电缆芯,所述电缆芯的表面套设有电缆阻燃内皮,所述电缆芯的外侧套设有与电缆阻燃内皮配合使用的电缆阻燃外皮;
6.所述电缆阻燃内皮和电缆阻燃外皮的内腔均设置有与电缆芯配合使用的阻燃结构。
7.优选的,所述阻燃结构包括第一阻燃内套层,所述第一阻燃内套层套设在电缆芯的表面,所述第一阻燃内套层的外侧套设有第一阻燃外套层,所述第一阻燃内套层和第一阻燃外套层的内侧套设有第一金属编织网,所述电缆阻燃外皮的内侧套设有第二阻燃内套层,所述电缆阻燃外皮的外侧套设有第二阻燃外套层,所述第二阻燃内套层和第二阻燃外套层的内侧套设有第二金属编织网。
8.优选的,所述第一阻燃内套层、第一阻燃外套层、第二阻燃内套层和第二阻燃外套层均采用乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物组成的混合阻燃材料。
9.优选的,所述第一金属编织网和第二金属编织网均采用菱形网眼形状编织而成,所述第一金属编织网和第二金属编织网的经线和纬线均采用环保型合金金属丝。
10.优选的,所述电缆阻燃内皮和电缆阻燃外皮的内侧填充有阻燃填料,所述阻燃填料的内腔涂覆有与电缆阻燃内皮粘接配合的环保密封胶。
11.一种高阻燃环保无卤电缆的制备工艺,包括如下原料:
12.乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及
润滑剂;
13.使用的机器设备如下:
14.双棍炼塑机、平板硫化机、电子拉力试验机、氧指数测定仪、燃烧测试箱、橡胶冲片制样机、硬度仪以及挤塑机;
15.其制备步骤如下:
16.试样检测阶段:
17.步骤一:技术人员先将事先准备好的乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物两种试验原料置入双棍炼塑机内进行混炼处理,待乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物两种试验原料混炼5-10min后,再依次将氢氧化镁、红磷母粒、氮磷阻燃剂和润滑剂的试验原料置入双棍炼塑机内进行混炼处理,得到试验原料混合物;
18.步骤二:接着技术人员再将制得的试验原料混合物置于平板硫化机上进行平板压制作业,直至试验原料混合物压制成预定厚度为止,且压制完成的试验原料混合物呈平板状态,制得原料混合物试样料板;
19.步骤三:然后技术人员再将制得的原料混合物试样料板置入橡胶冲片制样机内进行不同形状的测试样条状态;
20.步骤四:最后技术人员再将不同形状的测试样条状态分别置于电子拉力试验机、氧指数测定仪、燃烧测试箱以及硬度仪上进行拉伸强度和断裂伸长率、氧指数、垂直燃烧试验以及邵氏硬度性能测试作业,待测试样条性能检测均达到合格标准后,技术人员进行电缆制备;
21.电缆成品制备阶段:
22.步骤一:技术人员先将乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物置入双棍炼塑机内进行混炼处理,待乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物混炼5-10min后,再依次将氢氧化镁、红磷母粒、氮磷阻燃剂和润滑剂置入双棍炼塑机内进行混炼处理,得到成品原料混合物;
23.步骤二:接着技术人员再将制得的成品原料混合物置入挤塑机内,对交错编织完成的电缆铜芯表面进行挤塑涂覆成型作业,待电缆铜芯表面阻燃表皮挤塑成型经过水冷降温后,制得带有阻燃内皮的电缆,再对多根带有阻燃内皮的电缆进行交错编织,然后挤塑机在多根带有阻燃内皮电缆的最外层进行挤塑涂覆成型作业,经过水冷降温后,即可完成带有阻燃内皮和阻燃外皮无卤电缆的生产工作。
24.优选的,所述在试样检测阶段的步骤一过程中,双棍炼塑机的温度范围介于150℃-180℃之间,且双棍炼塑机对乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及润滑剂的试样原料整体混炼时间设定为30min。
25.优选的,所述在试样检测阶段的步骤二过程中,平板硫化机采用0.25平板硫化机,且平板硫化机将试验原料混合物压制成厚度为1.9-2.1mm的原料混合物试样料板。
26.优选的,所述在试样检测阶段的步骤四过程中,测试样条的拉伸强度和断裂伸长率符合gb104测试合格范围,在100
±
2℃温度条件下,测试样条的老化拉伸强度≥10.8mpa,断裂伸长率≥150%,测试样条的氧指数>40且毒性指数<4,垂直燃烧试验中测试样条在燃烧90s条件下不熄灭,且测试样条的邵氏硬度范围介于97
±2°
之间。
27.优选的,所述在电缆成品制备阶段的步骤一过程中,乙烯
–
醋酸乙烯共聚物和乙
烯-丙烯共聚物的配比为2:1,双棍炼塑机的温度设定在170℃,红磷母粒中红磷的含量为50%,双棍炼塑机的混炼时间同样设定在30min。
28.与现有技术相比,本发明的有益效果是:
29.1.本发明中,通过设置阻燃结构,由第一阻燃内套层、第一阻燃外套层、第二阻燃内套层和第二阻燃外套层的配合,对电缆芯内表面和外表面实现高阻燃防火效果,大大减缓火势在无卤电缆表面的蔓延速度,同时也具有高环保要求,通过第一金属编织网和第二金属编织网的配合,加强无卤电缆整体的抗拉和抗撕裂强度,延长无卤电缆的使用寿命,通过采用乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及润滑剂作为无卤电缆的原料组成,从原料的配比上达到最佳状态,不含有重金属成分,同时也不含有污染性环境激素,从而材质上提升无卤电缆的高阻燃环保性能,再通过无卤电缆的制备步骤配合,先取样试验、再到性能检测、最后再制备成品的流程过度下,从试样检测阶段出发验证无卤电缆原料的阻燃和环保性能,皆在符合标准的前提下,再对无卤电缆进行生产制备,进一步提升无卤电缆自身材质以及使用情况的高阻燃高环保性能,达到现有市场对无卤电缆的全面技术要求标准。
30.2.本发明中,通过第一阻燃内套层、第一阻燃外套层、第二阻燃内套层和第二阻燃外套层均采用乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物组成的混合阻燃材料,从材质的选择上,提升第一阻燃内套层、第一阻燃外套层、第二阻燃内套层和第二阻燃外套层的高阻燃和搞环保性能,通过环保型合金金属丝,使第一金属编织网和第二金属编织网在对无卤电缆强度加强的情况下,保证第一金属编织网和第二金属编织网的环保性能,避免第一金属编织网和第二金属编织网燃烧时释放污染物质。
31.3.本发明中,通过阻燃填料,保证电缆阻燃内皮和电缆阻燃外皮对电缆芯有效支撑和充实性的同时,也增强电缆阻燃内皮和电缆阻燃外皮之间的防火阻燃性能,在电缆芯表面形成中间防火墙,通过环保密封胶,增强阻燃填料和电缆阻燃内皮之间的连接牢固性,防止阻燃填料在电缆阻燃内皮上发生松动位移,摩擦引发静电。
32.本发明通过设置阻燃结构,对电缆芯内表面和外表面实现高阻燃防火效果,大大减缓火势在无卤电缆表面的蔓延速度,同时也具有高环保要求,同时加强无卤电缆整体的抗拉和抗撕裂强度,延长无卤电缆的使用寿命,通过采用乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及润滑剂作为无卤电缆的原料组成,从原料的配比上达到最佳状态,从而材质上提升无卤电缆的高阻燃环保性能,再通过无卤电缆的制备步骤配合,先取样试验、再到性能检测、最后再制备成品的流程过度下,进一步提升无卤电缆自身材质以及使用情况的高阻燃高环保性能,达到现有市场对无卤电缆的全面技术要求标准。
附图说明
33.图1为本发明电缆芯的结构主视图;
34.图2为本发明电缆芯、电缆阻燃内皮和电缆阻燃外皮的结构主视图;
35.图3为本发明电缆阻燃内皮的结构主视图;
36.图4为本发明电缆阻燃外皮的结构主视图;
37.图5为本发明试样检测阶段的方法流程图;
38.图6为本发明电缆成品制备的方法流程图。
39.图中:1、电缆芯;2、电缆阻燃内皮;3、电缆阻燃外皮;4、阻燃结构;41、第一阻燃内套层;42、第一阻燃外套层;43、第一金属编织网;44、第二阻燃内套层;45、第二阻燃外套层;46、第二金属编织网;5、阻燃填料;6、环保密封胶。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例1
42.请参阅图1-6,本发明提供一种技术方案:一种高阻燃环保无卤电缆,包括电缆芯1,电缆芯1的表面套设有电缆阻燃内皮2,电缆芯1的外侧套设有与电缆阻燃内皮2配合使用的电缆阻燃外皮3;
43.电缆阻燃内皮2和电缆阻燃外皮3的内腔均设置有与电缆芯1配合使用的阻燃结构4,通过设置阻燃结构4,由第一阻燃内套层41、第一阻燃外套层42、第二阻燃内套层44和第二阻燃外套层45的配合,对电缆芯1内表面和外表面实现高阻燃防火效果,大大减缓火势在无卤电缆表面的蔓延速度,同时也具有高环保要求,通过第一金属编织网43和第二金属编织网46的配合,加强无卤电缆整体的抗拉和抗撕裂强度,延长无卤电缆的使用寿命。
44.实施例2
45.请参阅图1-6,本发明提供一种技术方案:一种高阻燃环保无卤电缆,包括电缆芯1,电缆芯1的表面套设有电缆阻燃内皮2,电缆芯1的外侧套设有与电缆阻燃内皮2配合使用的电缆阻燃外皮3,电缆阻燃内皮2和电缆阻燃外皮3的内侧填充有阻燃填料5,保证电缆阻燃内皮2和电缆阻燃外皮3对电缆芯1有效支撑和充实性的同时,也增强电缆阻燃内皮2和电缆阻燃外皮3之间的防火阻燃性能,在电缆芯1表面形成中间防火墙,阻燃填料5的内腔涂覆有与电缆阻燃内皮2粘接配合的环保密封胶6,增强阻燃填料5和电缆阻燃内皮2之间的连接牢固性,防止阻燃填料5在电缆阻燃内皮2上发生松动位移,摩擦引发静电;电缆阻燃内皮2和电缆阻燃外皮3的内腔均设置有与电缆芯1配合使用的阻燃结构4,阻燃结构4包括第一阻燃内套层41,第一阻燃内套层41套设在电缆芯1的表面,第一阻燃内套层41的外侧套设有第一阻燃外套层42,第一阻燃内套层41和第一阻燃外套层42的内侧套设有第一金属编织网43,电缆阻燃外皮3的内侧套设有第二阻燃内套层44,电缆阻燃外皮3的外侧套设有第二阻燃外套层45,第一阻燃内套层41、第一阻燃外套层42、第二阻燃内套层44和第二阻燃外套层45均采用乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物组成的混合阻燃材料,从材质的选择上,提升第一阻燃内套层41、第一阻燃外套层42、第二阻燃内套层44和第二阻燃外套层45的高阻燃和搞环保性能,第二阻燃内套层44和第二阻燃外套层45的内侧套设有第二金属编织网46,第一金属编织网43和第二金属编织网46均采用菱形网眼形状编织而成,第一金属编织网43和第二金属编织网46的经线和纬线均采用环保型合金金属丝,使第一金属编织网43和第二金属编织网46在对无卤电缆强度加强的情况下,保证第一金属编织网43和第二金属编织网46的环保性能,避免第一金属编织网43和第二金属编织网46燃烧时释放污染物质,
通过设置阻燃结构4,由第一阻燃内套层41、第一阻燃外套层42、第二阻燃内套层44和第二阻燃外套层45的配合,对电缆芯1内表面和外表面实现高阻燃防火效果,大大减缓火势在无卤电缆表面的蔓延速度,同时也具有高环保要求,通过第一金属编织网43和第二金属编织网46的配合,加强无卤电缆整体的抗拉和抗撕裂强度,延长无卤电缆的使用寿命;
46.一种高阻燃环保无卤电缆的制备工艺,包括如下原料:
47.乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及润滑剂;
48.使用的机器设备如下:
49.双棍炼塑机、平板硫化机、电子拉力试验机、氧指数测定仪、燃烧测试箱、橡胶冲片制样机、硬度仪以及挤塑机;
50.其制备步骤如下:
51.试样检测阶段:
52.步骤一:技术人员先将事先准备好的乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物两种试验原料置入双棍炼塑机内进行混炼处理,待乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物两种试验原料混炼5-10min后,再依次将氢氧化镁、红磷母粒、氮磷阻燃剂和润滑剂的试验原料置入双棍炼塑机内进行混炼处理,得到试验原料混合物,双棍炼塑机的温度范围介于150℃-180℃之间,且双棍炼塑机对乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及润滑剂的试样原料整体混炼时间设定为30min;
53.步骤二:接着技术人员再将制得的试验原料混合物置于平板硫化机上进行平板压制作业,直至试验原料混合物压制成预定厚度为止,且压制完成的试验原料混合物呈平板状态,制得原料混合物试样料板,平板硫化机采用0.25平板硫化机,且平板硫化机将试验原料混合物压制成厚度为1.9-2.1mm的原料混合物试样料板;
54.步骤三:然后技术人员再将制得的原料混合物试样料板置入橡胶冲片制样机内进行不同形状的测试样条状态;
55.步骤四:最后技术人员再将不同形状的测试样条状态分别置于电子拉力试验机、氧指数测定仪、燃烧测试箱以及硬度仪上进行拉伸强度和断裂伸长率、氧指数、垂直燃烧试验以及邵氏硬度性能测试作业,待测试样条性能检测均达到合格标准后,技术人员进行电缆制备,测试样条的拉伸强度和断裂伸长率符合gb104测试合格范围,在100
±
2℃温度条件下,测试样条的老化拉伸强度≥10.8mpa,断裂伸长率≥150%,测试样条的氧指数>40且毒性指数<4,垂直燃烧试验中测试样条在燃烧90s条件下不熄灭,且测试样条的邵氏硬度范围介于97
±2°
之间;
56.电缆成品制备阶段:
57.步骤一:技术人员先将乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物置入双棍炼塑机内进行混炼处理,待乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物混炼5-10min后,再依次将氢氧化镁、红磷母粒、氮磷阻燃剂和润滑剂置入双棍炼塑机内进行混炼处理,得到成品原料混合物,乙烯
–
醋酸乙烯共聚物和乙烯-丙烯共聚物的配比为2:1,双棍炼塑机的温度设定在170℃,红磷母粒中红磷的含量为50%,双棍炼塑机的混炼时间同样设定在30min;
58.步骤二:接着技术人员再将制得的成品原料混合物置入挤塑机内,对交错编织完成的电缆铜芯表面进行挤塑涂覆成型作业,待电缆铜芯表面阻燃表皮挤塑成型经过水冷降
温后,制得带有阻燃内皮的电缆,再对多根带有阻燃内皮的电缆进行交错编织,然后挤塑机在多根带有阻燃内皮电缆的最外层进行挤塑涂覆成型作业,经过水冷降温后,即可完成带有阻燃内皮和阻燃外皮无卤电缆的生产工作;
59.通过采用乙烯
–
醋酸乙烯共聚物、乙烯-丙烯共聚物、氢氧化镁、红磷母粒、氮磷阻燃剂以及润滑剂作为无卤电缆的原料组成,从原料的配比上达到最佳状态,不含有重金属成分,同时也不含有污染性环境激素,从而材质上提升无卤电缆的高阻燃环保性能,再通过无卤电缆的制备步骤配合,先取样试验、再到性能检测、最后再制备成品的流程过度下,从试样检测阶段出发验证无卤电缆原料的阻燃和环保性能,皆在符合标准的前提下,再对无卤电缆进行生产制备,进一步提升无卤电缆自身材质以及使用情况的高阻燃高环保性能,达到现有市场对无卤电缆的全面技术要求标准。
60.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。