1.本发明涉及针刺棉生产设备技术领域,尤其涉及一种针刺棉生产用铺网装置。
背景技术:
2.针刺棉主要采用聚酯纤维经过针刺工艺制作而成,可广泛应用于隔音、隔热、电热片、口罩、服装、医用、填充材料等行业中,其主要加工过程包括混棉、梳理、铺网、针刺、烫面、分切、成卷等。铺网时需要使用铺网机将棉絮纤维多层往复叠加,便于后续对其进行针刺固定。
3.现有技术中的铺网机在铺网过程中会产生较多的纤维飞絮,纤维飞絮漂浮在空气中不仅影响工作环境,而且很容易堆积在铺网帘的缝隙中,同时也会堵塞铺网机中的卷轴、轴承等,严重时会导致铺网机出现故障停止工作。另外,由于棉絮纤维质量较轻,在铺网时多层棉絮纤维之间容易发生错位,相邻层棉絮纤维端部不对齐且之间容易产生褶皱,从而影响针刺后的产品质量。
技术实现要素:
4.本发明的目的是提供一种针刺棉生产用铺网装置,其能够减少铺网过程中纤维飞絮的产生,同时对铺网帘进行清洁,且对铺网的棉絮纤维进行整理,保证其端部对齐且平整,从而有效保证针刺棉的产品质量。
5.本发明的上述技术目的是通过以下技术方案得以实现的:一种针刺棉生产用铺网装置,包括上输送机构和下输送机构,所述上输送机构和下输送机构的送料方向水平且相互垂直,所述上输送机构出料端位于下输送机构进料端的上方,且其之间设有沿上输送机构送料方向往复运动的铺网机构;所述上输送机构靠近其上料端设有润棉机构,所述下输送机构进料端设有与铺网机构配合的整料机构,所述下输送机构靠近其出料端设有切边机构,且所述上输送机构和下输送机构下方分别设有对其进行清洁的上清洁机构和下清洁机构;所述上输送机构包括沿上输送机构送料方向设置的上输送架,所述上输送架上设有循环运动的上铺网帘,且所述上铺网帘的下表面从上清洁机构内穿过;所述铺网机构包括沿上输送架长度方向设置在上输送架出料端的铺网架,所述铺网架上设有沿其长度方向往复滑动的铺网座,所述铺网座上定位转动安装有多组轴线沿上输送架宽度方向设置的铺网辊,且若干所述铺网辊上下交错设置;所述下输送机构包括沿下输送机构送料方向设置的下输送架,所述下输送架上设有循环运动的下铺网帘,且所述下铺网帘的下表面从下清洁机构内穿过;所述整料机构包括设置在下输送架上料端且沿下输送架宽度方向设置的整料架,所述整料架上沿竖直方向设有多层整料轴,所述整料轴轴向沿下输送架长度方向设置;相邻层所述整料轴分别位于整料架两端,且所述整料轴沿整料架长度方向滑动安装在整料架上,常态时,所述铺网辊位于整料架两端的整料轴之间;
所述下输送架上设有沿其长度方向设置且靠近下铺网帘两侧的吸风板,所述吸风板位于下铺网帘上表面和下表面之间,两个所述吸风板沿下输送架宽度方向相对滑动安装在下输送架上且与铺网机构对应配合;每个所述吸风板上端面阵列设有若干吸风孔,两个所述吸风板连通有同一吸风机,且所述吸风机通过吸风孔与下铺网帘上表面连通;所述整料架两端分别设有切断组件,所述整料轴位于两组切断组件之间;所述整料轴远离整料架的一端设有压料组件,所述压料组件沿下输送架长度方向滑动安装在下输送架上;所述铺网架上设有挑平组件,所述挑平组件沿铺网座滑动方向滑动安装在铺网架上;所述切断组件切断铺网机构送下的棉絮纤维,所述挑平组件将铺网机构继续向下输送的棉絮纤维挑平,所述压料组件压住整料机构上缠绕的棉絮纤维并与下铺网帘同步向前运动,将棉絮纤维从整料机构上取下并向前输送。
6.通过采用上述技术方案,经过梳棉机梳理的棉絮纤维从上输送机构上料端送入上铺网帘上,由上铺网帘水平向前输送到铺网机构,棉絮纤维从铺网机构中的若干组铺网辊之间穿过,经过铺网辊的换向棉絮纤维竖直向下运送到下输送机构的下铺网帘上。在此过程中,铺网座整体沿铺网架往复移动,实现将棉絮纤维多层堆叠在下铺网帘上,且整料机构在铺网过程中对多层棉絮纤维进行整理,保证多层棉絮纤维端部对齐。当棉絮纤维平铺的层数达到要求后,切断组件将铺网机构送来的棉絮纤维切断,使下铺网帘上的多层棉絮纤维独立。然后挑平组件将铺网机构继续向下输送的棉絮纤维挑平,使棉絮纤维的端部远离整料机构;接着压料组件工作,将下铺网帘上独立的多层棉絮纤维压住,且压料组件与下铺网帘同步向前移动,将独立的多层棉絮纤维从整料机构处取下。独立的多层棉絮纤维移动到切边机构处后,挑平组件复位,使得铺网机构送来的棉絮纤维端部下落到下铺网帘上继续堆叠,压料组件复位,切边机构工作,将独立的多层棉絮纤维沿下输送架宽度方向的两个侧边切除,保证其侧边对其平整,便于后续对其进行针刺固定。
7.在上输送机构送料过程中,润棉机构对上铺网帘上的棉絮纤维进行湿润处理,使得棉絮纤维表面些许湿润,一方面减少纤维飞絮的产生,另一方面减少棉絮纤维输送过程中产生的静电,避免棉絮纤维静电吸附灰尘杂物。在上铺网帘和下铺网帘循环运动送料的过程中,上铺网帘和下铺网帘的下表面分别从上清洁机构和下清洁机构中穿过,上清洁机构和下清洁机构分别对上铺网帘和下铺网帘表面进行清洁处理,避免纤维飞絮长时间附着产生堆积,容易进入缠绕到轴或堵塞到轴承等零部件中。
8.整料机构的具体工作过程如下:铺网机构送下来的棉絮纤维端部放置到下铺网帘上并平铺第一层时,其端部下方的吸风板通过吸风机和吸风孔将其端部吸附固定,然后最下层整料轴滑动到远离该吸风板的一侧,铺网机构铺第二层棉絮纤维时,相当于从最下层的整料轴外绕过。当第二层棉絮纤维平铺完成后,将下方第二层整料轴滑动到远离最下层整料轴的一侧,铺网机铺第三层棉絮纤维时,相当于从下方第二层整料轴外绕过。如此往复,根据需要平铺多层棉絮纤维,多层棉絮纤维呈s型绕过多根整料轴,且位于同一侧的多根整料轴对齐。这样利用多层往复滑动的整料轴将多层棉絮纤维绷紧对齐,而且整料轴移动过程中对棉絮纤维上表面梳理滚平,避免相邻层棉絮纤维之间发生错位产生褶皱,从而保证针刺棉的产品质量。
9.本发明通过设置润棉机构对棉絮纤维进行湿润处理,减少铺网过程中纤维飞絮的产生,并设置上清洁机构和下清洁机构在铺网过程中分别对上铺网帘和下铺网帘进行清洁
处理,保证铺网过程中的清洁,从而保证整个装置的正常运行。本发明还设置整料机构及与其配合的切断组件、压料组件及挑平组件,实现多层棉絮纤维的铺网整理,保证其端部对齐平整,从而保证针刺棉的产品质量。
10.进一步地,所述切断组件包括竖直设置在下输送架一侧的切断架,所述切断架上竖直滑动安装有切刀座,所述切刀座上设有沿整料轴长度方向设置且与其对应的切断刀,所述切断刀沿下输送架宽度方向滑动安装在切刀座上;所述切断刀的刀刃朝向与其靠近的整料轴,当所述切断刀沿切刀座向靠近与其对应的整料轴滑动时,所述切断刀的刀刃与整料轴的外壁抵接并切断该整料轴外绕设的棉絮纤维。
11.通过采用上述技术方案,根据铺网层数将切刀座移动到合适位置,使得切断刀与铺网层数对应的整料轴高度相同。以铺五层棉絮纤维为例,将切刀座竖直滑动调整到切断刀与从下至上第五根整料轴齐平,当棉絮纤维铺完第五层时,从下至上第五根整料轴运动到远离第四根整料轴一侧,铺网机构送来的棉絮纤维绕过第五根整料轴且第五根整料轴上方的棉絮纤维竖直向下;此时驱动切断刀向靠近第五根整料轴侧壁方向移动,切断刀刀刃与整料轴外壁抵接后将整料轴外绕设的棉絮纤维切断,从而使得下铺网帘上的多层棉絮纤维独立,而铺网机构继续送来的棉絮纤维端头可以被挑平组件挑平移开。上述切断组件结构简单,便于快速切断棉絮纤维,而且切断刀位置可调,可满足不同层数棉絮纤维铺网后的切断处理,有效提高本发明的适用范围。
12.进一步地,所述整料轴内设有与其同轴的通风腔,所述通风腔靠近整料架的一端贯穿整料轴端部,且所述整料轴靠近整料架的一端设有连通通风腔和吸风机的吸风软管;所述整料轴下表面沿其长度方向阵列设有若干轴线竖直设置的吸料孔,且若干所述吸料孔均与通风腔连通。
13.通过采用上述技术方案,当整料轴移动绷紧对应层棉絮纤维后,吸风机通过对应的吸风软管从对应整料轴的通风腔吸风,并通过吸料孔吸风固定整料轴下表面绕过过的棉絮纤维,即每根整料轴都可以将对应层的棉絮纤维绷紧固定,避免其上层整料轴移动时扯动下层棉絮纤维,保证棉絮纤维铺网及整料过程中的稳定性,从而保证对棉絮纤维的绷紧对齐整理效果。尤其是切断棉絮纤维时,切断刀对应的整料轴将棉絮纤维吸附固定,避免多层棉絮纤维的最上层在切断瞬间回弹而脱离整料轴,导致多层棉絮纤维最上层不平整。其中,整料轴上阵列设置多个吸料孔,在保证对棉絮纤维吸附固定效果的同时,避免棉絮纤维被吸入通风腔内。
14.进一步地,所述挑平组件包括两根平行于铺网辊且位于铺网辊下方的挑平辊,所述挑平辊两端设有挑平座,所述铺网架底部设有沿铺网座滑动方向且竖直设置的挑平支板,所述挑平座沿挑平支板长度方向滑动安装在挑平支板上;两个所述挑平辊上下设置且分别位于挑平支板的两端,常态时,多组所述铺网辊位于两根挑平辊之间。
15.通过采用上述技术方案,常态时,多组铺网辊位于两根挑平辊之间,避免挑平辊影响铺网座往复移动的铺网工作。当切断组件将多层棉絮纤维切断后,两根挑平辊向相互靠近方向运动交换位置,即从铺网辊送出的棉絮纤维呈s型绕过最下层铺网辊和两根挑平辊,增加棉絮纤维的运动行程,避免铺网机构送出的棉絮纤维下垂到下铺网帘上,影响压料组件的工作及多层棉絮纤维从整料轴上的退料。当整料轴上的多层棉絮纤维完成退料后,两根挑平辊逐渐复位,使得铺网机构送出的棉絮纤维平铺到下铺网帘上进行多层铺叠。
16.进一步地,所述压料组件包括竖直设置且沿下输送架长度方向滑动安装在下输送架上的压料支架,所述压料支架上竖直滑动安装有压料座,所述压料座上偏心转动安装有压料板,且所述压料板的转动轴线沿下输送架宽度方向设置;所述压料板沿其转动轴线方向的宽度小于相邻层整料轴之间的距离,所述压料板的长度大于下铺网帘宽度的二分之一;常态时,所述压料板的转动轴线靠近整料机构且位于整料轴上方。
17.通过采用上述技术方案,常态时,压料板的转动轴线靠近整料机构且位于整料轴上方,当需要压料并将多层棉絮纤维从整料轴上退料时,先将压料板向靠近整料机构方向转动至水平状态,且其转动轴线位于其远离整料机构的一侧,并驱动压料支架整体移动至压料板水平覆盖在多层棉絮纤维上方。然后驱动压料座整体向下移动,使得压料板配合下铺网帘压住多层棉絮纤维,关闭吸风机解除整料轴对多层棉絮纤维的吸附固定作用。接着压料支架和下铺网帘同步移动,将多层棉絮纤维从多层整料轴上拔出,且保证多层棉絮纤维的平整性。当多层棉絮纤维完全从整料轴上退料后,压料组件复位,下铺网帘继续将多层纤维棉絮送往切边机构处进行下一步切边处理。
18.进一步地,润棉机构包括设置在上输送架上的润棉架,所述润棉架上设有沿上输送架宽度方向设置的喷水管,所述喷水管上连接有若干开口向下且带有开关阀的雾化喷头;所述润棉架上还定位转动安装有沿其宽度方向设置的润棉辊,所述润棉辊位于喷水管靠近铺网机构的一侧且位于上铺网帘上方;所述润棉辊远离喷水管的一侧设有倾斜设置且与其上端相切抵接的刮板,所述刮板下端为较低端且远离润棉辊,所述润棉架上设有与刮板下端配合的废料槽;所述润棉架上设有沿刮板倾斜方向滑动的清理板,所述清理板的下表面位于刮板上表面的延长线上,常态时所述清理板位于润棉辊上方与刮板错开。
19.通过采用上述技术方案,根据上铺网帘输送的棉絮纤维的宽度选择工作的雾化喷头数量和位置,开启对应的开关阀,雾化喷头将喷水管送来的水雾化喷射到棉絮纤维的上表面,使得棉絮纤维上表面微微湿润,减少纤维飞絮的产生,同时降低棉絮纤维输送过程中产生的静电现象。经过雾化湿润的棉絮纤维继续输送时从润棉辊下方经过,润棉辊对棉絮纤维上表面进行压平处理,保证棉絮纤维的平整性,同时能够将棉絮纤维表面的部分杂絮粘附走,在一定程度上实现对棉絮纤维的清洁。在润棉辊转动过程中,刮板对其表面粘附的杂絮进行清理,避免润棉辊表面粘附的杂絮重新附着到后送来的棉絮纤维表面。当刮板清理下来的杂絮在刮板上堆积到一定程度后,驱动清理板沿刮板倾斜方向滑动,清理板下端面与刮板上端面抵接,在清理板滑动过程中将刮板上堆积的杂絮推理到废料槽内进行统一收集。
20.进一步地,切边机构包括竖直设置的切边架,所述切边架上竖直滑动安装有位于下铺网帘上方的压棉板,所述压棉板沿下输送架宽度方向设置的两侧设有刀刃向下的切边刀,所述切边刀沿下输送架宽度方向设置,且沿所述下输送架长度方向滑动安装在压棉板上,所述下输送架一侧设有与两个切边刀对应配合的收边组件。
21.通过采用上述技术方案,当下铺网帘将多层棉絮纤维移动到切边机构处后,压棉板整体竖直向下运动,压棉板压紧多层棉絮纤维,切边刀将多层棉絮纤维沿下输送架宽度方向的两个侧边切掉,保证其侧边对齐平整。切边机构配合整料机构,保证多层棉絮纤维四个侧边均对齐平整,便于后续针刺加工且保证针刺棉的产品质量。其中,切边刀沿下输送架长度方向滑动安装在压棉板上,可以根据棉絮纤维的宽度调整两个切边刀之间的距离,也
可以根据切边宽度需求调整两个切边刀之间的距离,满足不同尺寸棉絮纤维的加工需求,提高本发明的适用范围。另外,设置与切边刀对应配合的收边组件,利用收边组件将切边刀切下的两个切边收走,避免影响下铺网帘将多层棉絮纤维输送到下一工序。
22.进一步地,所述收边组件包括设置在下输送架一侧的负压棉箱,所述负压棉箱上连接有吸边腔板,且所述吸边腔板呈开口向下且朝向切边刀的l型结构;所述下输送架侧壁设有与吸边腔板配合的让位口,所述吸边腔板沿下输送架长度方向设置在让位口内,且其靠近切边刀的侧壁设有与两个切边刀端部对应的吸边口,所述吸边口与吸边腔板内腔及负压棉箱连通。
23.通过采用上述技术方案,切边刀将多层棉絮纤维的两个侧边切下后,负压棉箱工作,通过吸边腔板和吸边口将两个废边熊吸边口吸走,侧边从吸边口、吸边腔板吸入负压棉箱内,完成对侧边的吸边处理和统一收集。其中,吸边口设置两个分别与切边刀端部对应,避免吸边口长度过长或开口过大,一方面降低负压棉箱的吸力压力,另一方面避免压棉板压住的多层棉絮纤维被吸附拉扯,避免影响多层棉絮纤维的整体强度。
24.进一步地,所述上清洁机构包括设置在上输送架下方的上清洁箱,所述上清洁箱两侧设有与上铺网帘配合的上入口和上出口;所述上清洁箱内定位转动安装有两根上下对称且沿上输送架宽度方向设置的上毛刷辊,所述上毛刷辊靠近上入口,且所述上铺网帘从两根上毛刷辊之间穿过;所述上清洁箱其中一侧壁设有位于上毛刷辊和上出口之间的上吹风板,所述上吹风板靠近上铺网帘的侧壁设有与其配合的上吹风口,且所述上吹风口的高度大于上铺网帘的厚度。
25.通过采用上述技术方案,上铺网帘从上入口进入上清洁箱内并从两根上毛刷辊之间穿过,两根上毛刷辊转动对上铺网帘的内外表面进行清洁处理,避免纤维飞絮缠绕粘结在上铺网帘上。接着上吹风板通过上吹风口对上铺网帘的内外表面进行吹风处理,将经过上毛刷辊清扫的纤维飞絮从上铺网帘上吹下,完成对上铺网帘的清洁处理。被吹下的纤维飞絮落入上清洁箱内被收集,干净的上铺网帘从上出口送出,继续循环运动输送棉絮纤维。
26.进一步地,所述下清洁机构包括设置在下输送架下方的下清洁箱,所述下清洁箱两侧设有与下铺网帘配合的下入口和下出口;所述下清洁箱内定位转动安装有两根上下对称且沿下输送架宽度方向设置的下毛刷辊,所述下毛刷辊靠近下入口,且所述下铺网帘从两根下毛刷辊之间穿过;所述下清洁箱其中一侧壁设有位于下毛刷辊和下出口之间的下吹风板,所述下吹风板靠近下铺网帘的侧壁设有与其配合的下吹风口,且所述下吹风口的高度大于下铺网帘的厚度。
27.通过采用上述技术方案,下铺网帘从下入口进入下清洁箱内并从两根下毛刷辊之间穿过,两根下毛刷辊转动对下铺网帘的内外表面进行清洁处理,避免纤维飞絮缠绕粘结在下铺网帘上。接着下吹风板通过下吹风口对下铺网帘的内外表面进行吹风处理,将经过下毛刷辊清扫的纤维飞絮从下铺网帘上吹下,完成对下铺网帘的清洁处理。被吹下的纤维飞絮落入下清洁箱内被收集,干净的下铺网帘从下出口送出,继续循环运动输送多层棉絮纤维。
28.综上所述,本发明具有以下有益效果:1、本发明通过设置整料机构及与整料机构配合的切断组件、压料组件及挑平组件,多层棉絮纤维相当于呈s型绕过多根整料轴,且位于同一侧的多根整料轴对齐,这样利
用多层往复滑动的整料轴将多层棉絮纤维绷紧对齐,而且整料轴移动过程中对棉絮纤维上表面梳理滚平,实现多层棉絮纤维的铺网整理,避免相邻层棉絮纤维之间发生错位产生褶皱,从而保证针刺棉的产品质量;2、本发明通过设置润棉机构对棉絮纤维进行湿润处理,减少铺网过程中纤维飞絮的产生,同时降低棉絮纤维输送过程中的静电现象;并设置上清洁机构和下清洁机构在铺网过程中分别对上铺网帘和下铺网帘进行清洁处理,保证铺网过程中的清洁,从而保证整个装置的正常运行;3、本发明通过设置切边机构且切边机构一侧设置收边组件,对多层棉絮纤维宽度方向的两侧进行切边处理,收边组件将切边机构切下的两个侧边收走,保证多层棉絮纤维侧边对其平整;而切边机构配合整料机构,保证多层棉絮纤维四个侧边均对齐平整,便于后续针刺加工且保证针刺棉的产品质量。
附图说明
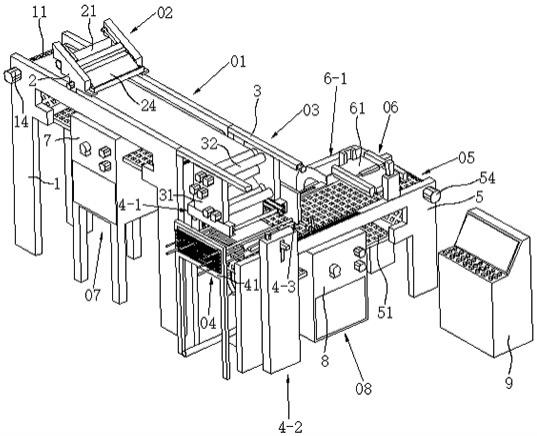
29.图1是一种针刺棉生产用铺网装置的整体结构示意图;图2是一种针刺棉生产用铺网装置中上输送机构和上清洁机构的结构示意图;图3是一种针刺棉生产用铺网装置中润棉机构的结构示意图;图4是一种针刺棉生产用铺网装置中铺网机构和挑平组件的结构示意图;图5是一种针刺棉生产用铺网装置中下输送机构、切边机构、下清洁机构及压料组件的结构示意图;图6是一种针刺棉生产用铺网装置中整料机构、切断组件及压料组件的结构示意图;图7是一种针刺棉生产用铺网装置中整料机构工作状态示意图;图8是图6中a部分的放大图。
30.图中,01、上输送机构;02、润棉机构;03、铺网机构;04、整料机构;05、下输送机构;06、切边机构;07、上清洁机构;08、下清洁机构;1、上输送架;11、上铺网帘;12、上输送轴;13、上换向轴;14、上输送电机;2、润棉架;21、喷水管;22、雾化喷头;221、开关阀;23、润棉辊;231、润棉电机;24、刮板;25、废料槽;26、清理板;261、清理缸;3、铺网架;31、铺网座;32、铺网辊;321、送料电机;33、导向槽;34、导向块;35、铺网丝杆;351、铺网电机;4、整料架;41、整料轴;411、通风腔;412、吸料孔;42、整料槽;43、整料座;44、整料齿轮;441、整料电机;45、整料齿条;46、吸风板;461、吸风孔;47、吸风机;471、吸风软管;48、吸风缸;4-1、挑平组件;4-11、挑平辊;4-12、挑平座;4-13、挑平支板;4-14、挑平槽;4-15、挑平齿轮;4-16、挑平电机;4-17、挑平齿条;4-2、切断组件;4-21、切断架;4-22、切刀座;4-23、切断刀;4-24、切断槽;4-25、切断丝杆;4-251、切断电机;4-26、切断缸;4-3、压料组件;4-31、压料支架;4-32、压料座;4-33、压料板;4-34、压料槽;4-35、压料齿条;4-36、压料齿轮;4-361、压料电机;4-37、压料缸;4-38、翻转电机;5、下输送架;51、下铺网帘;52、下输送轴;53、下换向轴;54、下输送电机;55、让位口;6、切边架;61、压棉板;62、切边刀;63、切边槽;64、压棉缸;65、切边缸;6-1、收边组件;6-11、负压棉箱;6-12、吸边腔板;6-13、吸边口;7、上清洁箱;71、上入口;72、上出口;73、上毛刷辊;731、上清洁电机;74、上吹风板;741、上吹风口;8、下清洁箱;81、下入口;82、下出口;83、下毛刷辊;831、下清洁电机;84、下吹风板;841、下吹风口;9、控制
台。
具体实施方式
31.以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
32.一种针刺棉生产用铺网装置,如图1所示,包括上输送机构01和下输送机构05,上输送机构01和下输送机构05的送料方向水平且相互垂直,上输送机构01出料端位于下输送机构05进料端的上方,且其之间设有沿上输送机构01送料方向往复运动的铺网机构03。上输送机构01靠近其上料端设有润棉机构02,下输送机构05进料端设有与铺网机构03配合的整料机构04,下输送机构05靠近其出料端设有切边机构06,且上输送机构01和下输送机构05下方分别设有对其进行清洁的上清洁机构07和下清洁机构08。其中,在下输送机构05一侧设有控制台9,上输送机构01、润棉机构02、铺网机构03、整料机构04、下输送机构05、切边机构06、上清洁机构07和下清洁机构08均由控制台9采用现有技术中的自动化控制技术控制其工作及相互联动,以下不做过多赘述。
33.如图1所示,经过梳棉机梳理的棉絮纤维从上输送机构01上料端送入并由上输送机构01水平向前输送到铺网机构03,棉絮纤维从铺网机构03中穿过并竖直向下运送到下输送机构05的进料端,且铺网机构03往复滑动时实现将棉絮纤维多层堆叠在下输送机构05上,且整料机构04在铺网过程中对多层棉絮纤维进行整理,保证多层棉絮纤维端部对齐。当棉絮纤维平铺的层数达到要求后,将铺网机构03送来的棉絮纤维切断,使多层棉絮纤维独立。然后下输送机构05将独立的多层棉絮纤维送到切边机构06处进行切边处理,将多层棉絮纤维宽度方向的两个侧边切除,保证其侧边对其平整,便于后续对其进行针刺固定。
34.其中,如图1所示,在上输送机构01送料过程中,润棉机构02对其输送的棉絮纤维进行湿润处理,使得棉絮纤维表面些许湿润,一方面减少纤维飞絮的产生,另一方面减少棉絮纤维输送过程中产生的静电,避免棉絮纤维静电吸附灰尘杂物。而上输送机构01和下输送机构05循环运动送料过程中,上清洁机构07和下清洁机构08分别对其进行清洁处理,避免纤维飞絮长时间附着产生堆积,容易进入缠绕到轴或堵塞到轴承等零部件中。
35.以下沿棉絮纤维的运动方向对各机构的具体结构进行详细阐述。
36.如图1和图2所示,在本实施例中,上输送机构01包括沿上输送机构01送料方向设置的上输送架1,在上输送架1上定位转动安装有两根上输送轴12和两根上换向轴13,两根上输送轴12的轴线位于同一平面,两根上换向轴13的轴线位于同一平面,两根上换向轴13位于两根上输送轴12下方且位于其中间,且两根上输送轴12和两根上换向轴13的轴心连线构成上宽下窄的等腰梯形结构。在两根上输送轴12和两根上换向轴13上闭环绕设有循环运动的上铺网帘11,且其中一根上输送轴12连接有驱动其转动的上输送电机14。
37.如图1和图2所示,上清洁机构07包括设置在两根上换向轴13之间的上清洁箱7,上清洁箱7沿上换向轴13轴向的长度大于上铺网帘11的长度,且上清洁箱7两侧设有与上铺网帘11配合的上入口71和上出口72,上入口71靠近铺网机构03,上出口72远离铺网机构03。在上清洁箱7内定位转动安装有两根上下对称且沿上输送架1宽度方向设置的上毛刷辊73,上毛刷辊73连接有驱动其转动的上清洁电机731。两根上毛刷辊73靠近上入口71且上铺网帘11从两根上毛刷辊73之间穿过,在上清洁箱7其中一侧壁设有位于上毛刷辊73和上出口72
之间的上吹风板74,上吹风板74靠近上铺网帘11的侧壁设有与其配合的上吹风口741,且上吹风口741的高度大于上铺网帘11的厚度。
38.如图1和图2所示,上铺网帘11从上入口71进入上清洁箱7内并从两根上毛刷辊73之间穿过,上清洁电机731驱动两根上毛刷辊73转动对上铺网帘11的内外表面进行清洁处理,避免纤维飞絮缠绕粘结在上铺网帘11上。上吹风板74通过上吹风口741对上铺网帘11的内外表面进行吹风处理,将经过上毛刷辊73清扫的纤维飞絮从上铺网帘11上吹下,完成对上铺网帘11的清洁处理。其中,上清洁箱7一端设有开口且开口处设有挡门,开口处滑动安装有位于上清洁箱7内且位于上铺网帘11下方的抽拉式废料筐,从上铺网帘11上清洁下来的纤维飞絮落入废料筐内被收集,可定期打开挡门将废料筐取出进行清理。
39.如图1和图3所示,在本实施例中,润棉机构02包括竖直设置在上输送架1上且位于上铺网帘11两侧的润棉架2,在润棉架2上设有沿上输送架1宽度方向设置的喷水管21,喷水管21连接外部供水设备,且喷水管21上连接有若干开口向下的雾化喷头22,每个雾化喷头22带有独立的开关阀221。根据上铺网帘11输送的棉絮纤维宽度选择工作的雾化喷头22数量和位置,开启对应雾化喷头22上的开关阀221,雾化喷头22将喷水管21送来的水雾化喷射到棉絮纤维的上表面,使得棉絮纤维上表面微微湿润,减少纤维飞絮的产生,同时降低棉絮纤维输送过程中产生的静电现象。
40.其中,如图1和图3所示,在润棉架2上还定位转动安装有沿其宽度方向设置的润棉辊23,润棉辊23位于喷水管21靠近铺网机构03的一侧且位于上铺网帘11上方,且其连接有驱动其转动的润棉电机231。经过雾化湿润的棉絮纤维继续输送时从润棉辊23下方经过,润棉辊23对棉絮纤维上表面进行压平处理,保证棉絮纤维的平整性,同时能够将棉絮纤维表面的部分杂絮粘附走,在一定程度上实现对棉絮纤维的清洁。另外,在润棉辊23远离喷水管21的一侧设有倾斜设置的刮板24,刮板24上端靠近润棉辊23为较高端且与润棉辊23上端相切抵接。在润棉辊23转动过程中,刮板24对其表面粘附的杂絮进行清理,避免润棉辊23表面粘附的杂絮重新附着到后送来的棉絮纤维表面。
41.如图3所示,刮板24长时间工作后,其从润棉辊23上刮下的杂絮会附着在刮板24表面,因此,在润棉架2上设有沿刮板24倾斜方向滑动的清理板26,清理板26的下表面位于刮板24上表面的延长线上,常态时清理板26位于润棉辊23上方与刮板24错开,且润棉架2上设有与刮板24下端配合的废料槽25。当刮板24清理下来的杂絮在刮板24上堆积到一定程度后,驱动清理板26沿刮板24倾斜方向滑动,清理板26下端面与刮板24上端面抵接,在清理板26滑动过程中将刮板24上堆积的杂絮推理到废料槽25内进行统一收集。在本实施例中,刮板24较高端和清理板26靠近刮板24的底端均做尖端处理,保证其清理效果。而为了实现清理板26驱动,在润棉架2上设有位于清理板26远离刮板24一侧的清理缸261,清理缸261的活塞杆沿清理板26滑动方向设置且与清理板26连接。
42.如图1和图4所示,铺网机构03包括沿上输送架1长度方向设置在上输送架1出料端的铺网架3,在铺网架3上设有沿其长度方向往复滑动的铺网座31,在铺网座31上定位转动安装有多组轴线沿上输送架1宽度方向设置的铺网辊32,若干铺网辊32上下交错设置,且其一端设有驱动其转动的送料电机321。上铺网帘11送出的棉絮纤维端部从若干组铺网辊32之间穿过,经过铺网辊32的换向棉絮纤维竖直向下运送到下输送机构05处。
43.如图4所示,在本实施例中,为了实现驱动铺网座31的往复移动,在铺网座31上端
设有导向块34,在铺网架3上设有沿其长度方向设置且与导向块34配合的导向槽33,导向块34滑动安装在导向槽33内。在导向槽33内定位转动安装有沿其长度方向设置且与导向块34螺纹连接的铺网丝杆35,铺网丝杆35一端连接有可驱动其正反转的铺网电机351。通过铺网电机351驱动铺网丝杆35正反转,在铺网丝杆35与导向块34的螺纹连接作用以及导向槽33对导向块34的限位导向作用下,实现驱动铺网座31带动铺网辊32整体沿铺网架3往复运动,实现对棉絮纤维的多层堆叠。
44.如图1和图5所示,在本实施中,下输送机构05包括沿下输送机构05送料方向设置的下输送架5,在下输送架5上定位转动安装有两根下输送轴52和两根下换向轴53,两根下输送轴52的轴线位于同一平面,两根下换向轴53的轴线位于同一平面,两根下换向轴53位于两根下输送轴52下方且位于其中间,且两根下输送轴52和两根下换向轴53的轴心连线构成上宽下窄的等腰梯形结构。在两根下输送轴52和两根下换向轴53上闭环绕设有循环运动的下铺网帘51,且其中一根下输送轴52连接有驱动其转动的下输送电机54。
45.如图1和图5所示,下清洁机构08包括设置在两根下换向轴53之间的下清洁箱8,下清洁箱8沿下换向轴53轴向的长度大于下铺网帘51的长度,且下清洁箱8两侧设有与下铺网帘51配合的下入口81和下出口82,下出口82靠近整料机构04,下入口81远离整料机构04。在下清洁箱8内定位转动安装有两根上下对称且沿下输送架5宽度方向设置的下毛刷辊83,下毛刷辊83连接有驱动其转动的下清洁电机831。两根下毛刷辊83靠近下入口81且下铺网帘51从两根下毛刷辊83之间穿过,在下清洁箱8其中一侧壁设有位于下毛刷辊83和下出口82之间的下吹风板84,下吹风板84靠近下铺网帘51的侧壁设有与其配合的下吹风口841,且下吹风口841的高度大于下铺网帘51的厚度。
46.如图1和图5所示,下铺网帘51从下入口81进入下清洁箱8内并从两根下毛刷辊83之间穿过,下清洁电机831驱动两根下毛刷辊83转动对下铺网帘51内外表面进行清洁处理,避免纤维飞絮缠绕粘结在下铺网帘51上。下吹风板84通过下吹风口841对下铺网帘51内外表面进行吹风处理,将经过下毛刷辊83清扫的纤维飞絮从下铺网帘51下吹下,完成对下铺网帘51的清洁处理。其中,下清洁箱8一端也设有开口且开口处设有挡门,开口处也滑动安装有位于下清洁箱8内且位于下铺网帘51下方的抽拉式废料筐,从下铺网帘51下清洁下来的纤维飞絮落入废料筐内被收集,可定期打开挡门将废料筐取出进行清理。
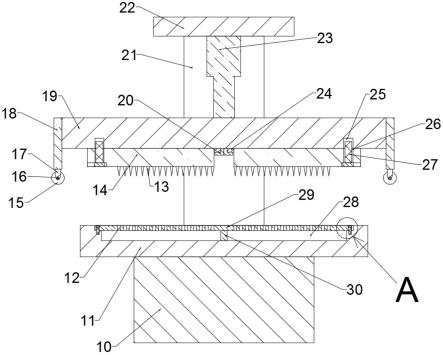
47.如图6和图7所示,在本实施中,整料机构04包括设置在下输送架5上料端且沿下输送架5宽度方向设置的整料架4,在整料架4上沿竖直方向设有多层整料轴41,且整料轴41轴向沿下输送架5长度方向设置。相邻层整料轴41分别位于整料架4两端,且整料轴41沿整料架4长度方向滑动安装在整料架4上,常态时,铺网辊32位于整料架4两端的整料轴41之间。在下输送架5上设有沿其长度方向设置且靠近下铺网帘51两侧的吸风板46,吸风板46位于下铺网帘51上表面和下表面之间且与铺网机构03对应配合。每个吸风板46上端面阵列设有若干吸风孔461,两个吸风板46连通有同一吸风机47,且吸风机47通过吸风孔461与下铺网帘51上表面连通。
48.其中,如图6和图7所示,在整料架4两端分别设有切断组件4-2,整料轴41位于两组切断组件4-2之间,切断组件4-2用于切断铺网机构03送下的棉絮纤维,使得下铺网帘51上的多层棉絮纤维独立。在整料轴41远离整料架4的一端设有压料组件4-3,压料组件4-3沿下输送架5长度方向滑动安装在下输送架5上,用于将整料机构04上独立的多层棉絮纤维退料
输送道切边机构06处。在铺网架3上设有挑平组件4-1,且挑平组件4-1沿铺网座31滑动方向滑动安装在铺网架3上,挑平组件4-1用于将铺网机构03继续向下输送的棉絮纤维挑平。
49.如图6和图7所示,铺网机构03送下来的棉絮纤维端部放置到下铺网帘51上并平铺第一层时,其端部下方的吸风板46将其端部吸附固定,然后最下层整料轴41滑动到远离该吸风板46的一侧,铺网机构03铺第二层棉絮纤维时,相当于从最下层的整料轴41外绕过。当第二层棉絮纤维平铺完成后,将下方第二层整料轴41滑动到远离最下层整料轴41的一侧,铺网机铺第三层棉絮纤维时,相当于从下方第二层整料轴41外绕过。如此往复,根据需要平铺多层棉絮纤维,多层棉絮纤维呈s型绕过多根整料轴41,且位于同一侧的多根整料轴41对齐。这样利用多层往复滑动的整料轴41将多层棉絮纤维绷紧对齐,而且整料轴41移动过程中对棉絮纤维上表面梳理滚平,避免相邻层棉絮纤维之间发生错位产生褶皱,从而保证针刺棉的产品质量。
50.如图6和图8所示,在本实施例中,为了实现驱动整料轴41往复滑动,在整料架4上设有多层沿其长度方向设置的整料槽42,每根整料轴41靠近整料架4的一端设有滑动安装在整料槽42内的整料座43。每个整料槽42侧壁设有沿其长度方向设置的整料齿条45,每个整料座43上定位转动安装有与整料齿条45啮合的整料齿轮44,且整料齿轮44连接有驱动其转动的整料电机441。为了满足对不同长度的多层棉絮纤维的整理,两个吸风板46沿下输送架5宽度方向相对滑动安装在下输送架5上,且其之间设有双向的吸风缸48,吸风缸48的两个活塞杆水平设置且分别与吸风板46连接,用于其同步运动相互靠近或远离。
51.如图6和图7所示,在本实施例中,切断组件4-2包括竖直设置在下输送架5一侧的切断架4-21,在切断架4-21上设有竖直设置的切断槽4-24,且切断槽4-24内竖直滑动安装有切刀座4-22。在切刀座4-22上设有沿整料轴41长度方向设置且与其对应的切断刀4-23,切断刀4-23的刀刃朝向与其靠近的整料轴41,切断刀4-23沿下输送架5宽度方向滑动安装在切刀座4-22上,且其连接有驱动其滑动的切断缸4-26。其中,切断槽4-24内定位转动安装有竖直设置的切断丝杆4-25,切断丝杆4-25与切刀座4-22螺纹连接,且其一端连接有驱动其转动的切断电机4-251。
52.如图6和图7所示,根据铺网层数将切刀座4-22移动到合适位置,使得切断刀4-23与铺网层数对应的整料轴41高度相同。以铺五层棉絮纤维为例,启动切断电机4-251将切刀座4-22竖直滑动调整到切断刀4-23与第五根(整料轴41位置从下至上数,下同)整料轴41齐平,当棉絮纤维铺完第五层时,从下至上第五根整料轴41运动到远离第四根整料轴41一侧,铺网机构03送来的棉絮纤维绕过第五根整料轴41且第五根整料轴41上方的棉絮纤维竖直向下。此时启动切断缸4-26驱动切断刀4-23向靠近第五根整料轴41侧壁方向移动,切断刀4-23刀刃与整料轴41外壁抵接后将整料轴41外绕设的棉絮纤维切断,从而使得下铺网帘51上的多层棉絮纤维独立,而铺网机构03继续送来的棉絮纤维端头可以被挑平组件4-1挑平移开。
53.如图6所示,在本实施例中,在整料轴41内设有与其同轴的通风腔411,通风腔411靠近整料架4的一端贯穿整料轴41端部,且整料轴41靠近整料架4的一端设有连通通风腔411和吸风机47的吸风软管471。在整料轴41下表面沿其长度方向阵列设有若干轴线竖直设置的吸料孔412,且若干吸料孔412均与通风腔411连通。
54.如图6和图7所示,当整料轴41移动绷紧对应层棉絮纤维后,吸风机47通过对应的
吸风软管471从对应整料轴41的通风腔411吸风,并通过吸料孔412吸风固定整料轴41下表面绕过过的棉絮纤维,即每根整料轴41都可以将对应层的棉絮纤维绷紧固定,避免其上层整料轴41移动时扯动下层棉絮纤维,保证棉絮纤维铺网及整料过程中的稳定性,从而保证对棉絮纤维的绷紧对齐整理效果。尤其是切断棉絮纤维时,切断刀4-23对应的整料轴41将棉絮纤维吸附固定,避免多层棉絮纤维的最上层在切断瞬间回弹而脱离整料轴41,导致多层棉絮纤维的最上层不平整。
55.如图4和图7所示,在本实施例中,挑平组件4-1包括两根平行于铺网辊32且位于铺网辊32下方的挑平辊4-11,每根挑平辊4-11两端均设有挑平座4-12,在铺网架3底部设有沿铺网座31滑动方向且竖直设置的挑平支板4-13,挑平座4-12沿挑平支板4-13长度方向滑动安装在挑平支板4-13上,两个挑平辊4-11上下设置且分别位于挑平支板4-13的两端。为实现驱动挑平座4-12的往复滑动,在挑平支板4-13上设有沿其长度方向滑动的挑平槽4-14,挑平座4-12滑动安装在挑平槽4-14内。每根挑平辊4-11其中一端的挑平座4-12上定位转动安装有挑平齿轮4-15,对应的挑平槽4-14内设有沿其长度方向设置且与挑平齿轮4-15啮合的挑平齿条4-17,且挑平齿轮4-15连接有驱动其转动的挑平电机4-16。
56.如图4和图7所示,常态时,多组铺网辊32位于两根挑平辊4-11之间,避免挑平辊4-11影响铺网座31往复移动的铺网工作。当切断组件4-2将多层棉絮纤维切断后,两根挑平辊4-11向相互靠近方向运动交换位置,即从铺网辊32送出的棉絮纤维呈s型绕过最下层铺网辊32和两根挑平辊4-11,增加棉絮纤维的运动行程,避免铺网机构03送出的棉絮纤维下垂到下铺网帘51上,影响压料组件4-3的工作及多层棉絮纤维从整料轴41上的退料。当整料轴41上的多层棉絮纤维完成退料后,两根挑平辊4-11逐渐复位,使得铺网机构03送出的棉絮纤维平铺到下铺网帘51上进行多层铺叠。
57.如图5和图6所示,在本实施例中,压料组件4-3包括竖直设置且沿下输送架5长度方向滑动安装在下输送架5上的压料支架4-31,在压料支架4-31上竖直滑动安装有压料座4-32,在压料座4-32上偏心转动安装有压料板4-33,且压料板4-33的转动轴线沿下输送架5宽度方向设置,常态时,压料板4-33的转动轴线靠近整料机构04且位于整料轴41上方。压料板4-33沿其转动轴线方向的宽度小于相邻层整料轴41之间的距离,压料板4-33的长度大于下铺网帘51宽度的二分之一。
58.如图5至图7所示,当需要压料并将多层棉絮纤维从整料轴41上退料时,先将压料板4-33向靠近整料机构04方向转动至水平状态,并驱动压料支架4-31移动至压料板4-33水平覆盖在多层棉絮纤维上方。然后驱动压料座4-32整体向下移动,使得压料板4-33配合下铺网帘51压住多层棉絮纤维,关闭吸风机47解除整料轴41对多层棉絮纤维的吸附固定作用。接着压料支架4-31和下铺网帘51同步移动,将多层棉絮纤维从多层整料轴41上拔出,且保证多层棉絮纤维的平整性。当多层棉絮纤维完全从整料轴41上退料后,压料组件4-3复位,下铺网帘51继续将多层纤维棉絮送往切边机构06处进行下一步切边处理。
59.如图5和图6所示,为实现驱动压料支架4-31沿下输送架5长度方向滑动,在下输送架5上设有沿其长度方向设置的压料槽4-34,压料支架4-31底部滑动安装在压料槽4-34内。在下输送架5上设有位于压料槽4-34一侧且沿其长度方向设置的压料齿条4-35,在压料支架4-31侧壁定位转动安装有与压料齿条4-35啮合的压料齿轮4-36,且压料齿轮4-36连接有驱动其转动的压料电机4-361。为实现驱动压料座4-32整体竖直滑动,在压料支架4-31上设
有压料缸4-37,压料缸4-37的活塞杆竖直向下设置且与压料座4-32上端面连接。为实现驱动压料板4-33翻转,在压料座4-32上设有与压料板4-33转动轴卡接的翻转电机4-38。
60.如图1和图5所示,在本实施例中,切边机构06包括竖直设置的切边架6,在切边架6上竖直滑动安装有位于下铺网帘51上方的压棉板61,压棉板61沿下输送架5宽度方向设置的两侧设有刀刃向下的切边刀62,切边刀62沿下输送架5宽度方向设置,且沿下输送架5长度方向滑动安装在压棉板61上。其中,为实现驱动压棉板61竖直滑动,在切边架6上设有竖直设置的切边槽63,压棉板61两端设有竖直滑动安装在切边槽63内的凸块。在切边架6上设有压棉缸64,压棉缸64的活塞杆竖直向下设置,且与凸块的上端面连接。为驱动切边刀62相对滑动,在压棉板61上端面设有双向的切边缸65,切边缸65两端的活塞杆沿下输送架5长度方向设置且分别与两个切边刀62侧壁连接。
61.如图5所示,当下铺网帘51将多层棉絮纤维移动到切边机构06处后,压棉缸64驱动压棉板61整体竖直向下运动,压棉板61压紧多层棉絮纤维,切边刀62将多层棉絮纤维沿下输送架5宽度方向的两个侧边切掉,保证其侧边对齐平整。这样切边机构06配合整料机构04,保证多层棉絮纤维四个侧边均对齐平整,便于后续针刺加工且保证针刺棉的产品质量。其中,切边刀62沿下输送架5长度方向滑动安装在压棉板61上,可以根据棉絮纤维的宽度调整两个切边刀62之间的距离,也可以根据切边宽度需求调整两个切边刀62之间的距离,满足不同尺寸棉絮纤维的加工需求,提高本发明的适用范围。
62.另外,如图1和图5所示,在下输送架5一侧设有与两个切边刀62对应配合的收边组件6-1,收边组件6-1包括设置在下输送架5一侧的负压棉箱6-11,负压棉箱6-11上连接有吸边腔板6-12,且吸边腔板6-12呈开口向下且朝向切边刀62的l型结构。在下输送架5侧壁设有与吸边腔板6-12配合的让位口55,吸边腔板6-12沿下输送架5长度方向设置在让位口55内,且其靠近切边刀62的侧壁设有与两个切边刀62端部对应的吸边口6-13,吸边口6-13长度大于切边刀62的宽度,且吸边口6-13与吸边腔板6-12内腔及负压棉箱6-11连通。
63.如图5所示,切边刀62将多层棉絮纤维的两个侧边切下后,负压棉箱6-11工作,通过吸边腔板6-12和吸边口6-13将两个废边熊吸边口6-13吸走,侧边从吸边口6-13、吸边腔板6-12吸入负压棉箱6-11内,完成对侧边的吸边处理和统一收集。其中,吸边口6-13设置两个分别与切边刀62端部对应,避免吸边口6-13长度过长或开口过大,一方面降低负压棉箱6-11的吸力压力,另一方面避免压棉板61压住的多层棉絮纤维被吸附拉扯,避免影响多层棉絮纤维的整体强度。
64.本发明的工作原理和使用方法:润棉:根据上铺网帘11输送的棉絮纤维宽度选择工作的雾化喷头22数量和位置,雾化喷头22将喷水管21送来的水雾化喷射到棉絮纤维的上表面,使得棉絮纤维上表面微微湿润,减少纤维飞絮的产生,同时降低棉絮纤维输送过程中产生的静电现象。经过雾化湿润的棉絮纤维继续输送时从润棉辊23下方经过,润棉辊23对棉絮纤维上表面进行压平处理。在润棉辊23转动过程中,刮板24对其表面粘附的杂絮进行清理,当刮板24清理下来的杂絮在刮板24上堆积到一定程度后,驱动清理板26沿刮板24倾斜方向滑动,将刮板24上堆积的杂絮推理到废料槽25内进行统一收集。
65.上清洁:上铺网帘11从上入口71进入上清洁箱7内并从两根上毛刷辊73之间穿过,两根上毛刷辊73转动对上铺网帘11的内外表面进行清洁处理,避免纤维飞絮缠绕粘结在上
铺网帘11上。上吹风板74通过上吹风口741对上铺网帘11的内外表面进行吹风处理,将经过上毛刷辊73清扫的纤维飞絮从上铺网帘11上吹下,完成对上铺网帘11的清洁处理。
66.铺网:上铺网帘11送出的棉絮纤维端部从若干组铺网辊32之间穿过,经过铺网辊32的换向棉絮纤维竖直向下运送到下输送机构05处,铺网座31带动铺网辊32整体沿铺网架3往复运动,实现对棉絮纤维的多层堆叠。
67.整料:铺网机构03送下来的棉絮纤维端部放置到下铺网帘51上并平铺第一层时,其端部下方的吸风板46将其端部吸附固定,然后最下层整料轴41滑动到远离该吸风板46的一侧,铺网机构03铺第二层棉絮纤维时,相当于从最下层的整料轴41外绕过。当第二层棉絮纤维平铺完成后,将下方第二层整料轴41滑动到远离最下层整料轴41的一侧,铺网机铺第三层棉絮纤维时,相当于从下方第二层整料轴41外绕过。如此往复,根据需要平铺多层棉絮纤维,多层棉絮纤维呈s型绕过多根整料轴41,且位于同一侧的多根整料轴41对齐。
68.切断:根据铺网层数将切刀座4-22移动到合适位置,使得切断刀4-23与铺网层数对应的整料轴41高度相同。当铺网机构03送来的棉絮纤维绕过最后一层棉絮纤维对应的整料轴41时,驱动切断刀4-23向靠近该整料轴41侧壁方向移动,切断刀4-23刀刃与整料轴41外壁抵接后将整料轴41外绕设的棉絮纤维切断,从而使得下铺网帘51上的多层棉絮纤维独立,而铺网机构03继续送来的棉絮纤维端头可以被挑平组件4-1挑平移开。
69.挑平:当切断组件4-2将多层棉絮纤维切断后,两根挑平辊4-11向相互靠近方向运动交换位置,即从铺网辊32送出的棉絮纤维呈s型绕过最下层铺网辊32和两根挑平辊4-11,增加棉絮纤维的运动行程,避免铺网机构03送出的棉絮纤维下垂到下铺网帘51上,影响压料组件4-3的工作及多层棉絮纤维从整料轴41上的退料。
70.压料:挑平组件4-1将棉絮纤维挑走后,先将压料板4-33向靠近整料机构04方向转动至水平状态,并驱动压料支架4-31移动至压料板4-33水平覆盖在多层棉絮纤维上方。然后驱动压料座4-32整体向下移动,使得压料板4-33配合下铺网帘51压住多层棉絮纤维,关闭吸风机47解除整料轴41对多层棉絮纤维的吸附固定作用。接着压料支架4-31和下铺网帘51同步移动,将多层棉絮纤维从多层整料轴41上拔出,且保证多层棉絮纤维的平整性。当多层棉絮纤维完全从整料轴41上退料后,压料组件4-3复位,下铺网帘51继续将多层纤维棉絮送往切边机构06处进行下一步切边处理。
71.切边:当下铺网帘51将多层棉絮纤维移动到切边机构06处后,压棉缸64驱动压棉板61整体竖直向下运动,压棉板61压紧多层棉絮纤维,切边刀62将多层棉絮纤维沿下输送架5宽度方向的两个侧边切掉,保证其侧边对齐平整。切边刀62将多层棉絮纤维的两个侧边切下后,负压棉箱6-11工作,通过吸边腔板6-12和吸边口6-13将两个废边熊吸边口6-13吸走,侧边从吸边口6-13、吸边腔板6-12吸入负压棉箱6-11内,完成对侧边的吸边处理和统一收集。
72.下清洁:下铺网帘51从下入口81进入下清洁箱8内并从两根下毛刷辊83之间穿过,两根下毛刷辊83转动对下铺网帘51内外表面进行清洁处理,避免纤维飞絮缠绕粘结在下铺网帘51上。下吹风板84通过下吹风口841对下铺网帘51内外表面进行吹风处理,将经过下毛刷辊83清扫的纤维飞絮从下铺网帘51下吹下,完成对下铺网帘51的清洁处理。
73.本发明通过设置润棉机构02对棉絮纤维进行湿润处理,减少铺网过程中纤维飞絮的产生,并设置上清洁机构07和下清洁机构08在铺网过程中分别对上铺网帘11和下铺网帘
51进行清洁处理,保证铺网过程中的清洁,从而保证整个装置的正常运行。本发明还设置整料机构04及与其配合的切断组件4-2、压料组件4-3及挑平组件4-1,实现多层棉絮纤维的铺网整理,保证其端部对齐平整,从而保证针刺棉的产品质量。另外设置切边机构06多层棉絮纤维宽度方向的两侧进行切边处理,配合整料机构04,保证多层棉絮纤维四个侧边均对齐平整,便于后续针刺加工且保证针刺棉的产品质量。
74.上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。