1.本技术涉及测试设备技术领域,特别是一种板件检测系统及板件检测方法。
背景技术:
2.在板件的制作生产中,板件成型之后,通常需要对板件逐一进行检测,其中检测包括了板件表面缺陷检测。在现有技术中,需要依靠人工将板件货架拉到需要检测流程对应检测设备的进料口,进行板件测试,一批板件测试完成后,将板件放到出料口货架上,然后再将货架拉往下一个测试流程的待加工区。这种方式作业导致板件中转周期长、生产效率低,易出现漏检风险。
3.因此,有必要设计一种板件检测系统及板件检测方法。
技术实现要素:
4.本技术要解决的技术问题是提供一种板件检测系统及板件检测方法,缩短板件中转周期,提升整体效率。
5.一方面,本技术提供了一种板件检测系统,板件检测系统包括控制单元、外观检测单元以及至少一组输送单元,输送单元包括:机械手、传输机构、电测机构、上载台以及下载台,其中,电测机构、上载台、外观检测单元以及下载台依次设置在传输机构一侧;机械手设置在传输机构的上游,用于搬运板件至传输机构;传输机构用于输送放板机搬运的板件;电测机构用于对传输机构输送的板件进行初检,以判断板件中是否混有其它板件;上载台位于电测机构的下游且位于外观检测单元的上游,上载台用于放置经电测机构检测合格的板件;下载台位于外观检测单元的下游,下载台用于放置经外观检测单元检测的板件;其中,机械手、电测机构以及外观检测单元均与控制单元通讯连接。
6.另一方面,本技术提供了一种板件检测系统,板件检测系统包括控制单元、外观检测单元、第一输送单元以及第二输送单元,其中,第一输送单元和第二输送单元为如前述的输送单元。
7.又一方面,本技术提供了一种板件检测方法,方法包括以下步骤:在机械手抓取板件时,触发传输机构启动;通过机械手传输机构输送板件;通过控制单元向电测机构、外观检测单元以及检修机构下发与板件相关的样本信息;通过电测机构对传输机构输送的板件进行初检,以判断板件中是否混有其它板件;通过外观检测单元比对板件的图像和样本信息,并按照预设规则输出检测结果;通过检修机构根据外观检测单元输出的检测结果对板件进行检修处理。
8.本技术的有益效果是:区别于现有技术的情况,本技术将多个测试组件组合在一起并统一由控制单元进行控制,用一个传输机构实现板件的输送,并在板件的输送过程中完成初检和外观检测,实现测试的自动化,缩短板件的中转周期,减轻了劳动强度的同时,大大提高了生产效率,并保证了产品质量,提高产品合格率。
附图说明
9.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。其中:
10.图1是本技术第一实施例提供的板件检测系统的结构示意图;
11.图2是本技术第二实施例提供的板件检测系统的结构示意图;
12.图3是本技术第三实施例提供的板件检测系统的结构示意图;
13.图4是本技术第四实施例提供的板件检测系统的结构示意图;
14.图5是本技术第五实施例提供的板件检测系统的结构示意图;
15.图6是本技术第六实施例提供的板件检测方法的流程示意图;
16.图7是本技术第七实施例提供的板件检测方法的流程示意图。
具体实施方式
17.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
18.本技术的板件可以为印制电路板(pcb)中的板件,例如绝缘板、软金板、软硬金板、硬金板、沉镍钯金板、沉镍金板、osp板、电银板、喷锡板等。
19.pcb的板件上通常至少附有一个导电图形,并布有如元件孔、紧固孔、金属化孔等孔结构,其用来替代传统电子元器件的底盘,并实现电子元器件的相互连接。随着智能电子产品的迅猛发展和普及,且不断向轻薄化及高密化方向发展,对pcb的产量和质量要求也越来越高,pcb布线越来越密集,从而使得对pcb板的外观要求不断提高,由于印制电路板在生产过程中,受生产工艺、电路板运输环境等因素影响,可能会出现印制线断裂、开路损坏异常等问题,导致pcb无法正常工作,因此在印制电路板生产过程中尤其是阻焊显影工序后,需对pcb板外观进行检查,如有异常则及时返修,以提高产品质量,降低不良率。
20.本技术提出一种板件检测系统10,板件检测系统10包括控制单元11、外观检测单元12以及至少一组输送单元13,输送单元13包括:机械手131、传输机构132、电测机构133、上载台134以及下载台135,其中,电测机构133、上载台134、外观检测单元12以及下载台135依次设置在传输机构132一侧。
21.机械手131设置在传输机构132的上游,机械手131用于搬运板件至传输机构132。
22.具体而言,机械手131包括支架、四轴运动机构和抓取机构。四轴运动机构包括安装在支架上的y向导轨、滑动安装在y向导轨上的x向导轨和驱动x向导轨沿y向导轨移动的第一驱动元件、滑动安装在x向导轨上的z向导轨和驱动z向导轨沿x向导轨移动的第二驱动元件、滑动安装在z向导轨上的运动平台和驱动运动平台沿z向导轨移动的第三驱动元件、枢接在运动平台底部的连接件和驱动连接件旋转的第四驱动元件。所述y向导轨和x向导轨水平设置,y向导轨垂直于x向导轨,所述z向导轨竖直设置。
23.抓取机构安装在连接件的底部,抓取机构包括安装在连接件底部的第一升降气
缸、安装在升降气缸活塞杆上的升降组件、安装在升降组件底部的一对吸附装置。
24.上述吸附装置包括吸附主体、吸附组合件、压杆、第二升降气缸。所述吸附主体内设中空腔,所述吸附组合件包括固定在吸附主体中空腔底部的安装座、固定在安装座底部且向下突出中空腔的风琴形吸盘、活动插设在安装座中的升降杆、套设在升降杆上的弹簧、固定在升降杆顶部的限位件;弹簧位于安装座和限位件之间,风琴形吸盘顶部设气孔,升降杆活动插设在气孔内,升降杆底端设环形凸缘,环形凸缘位于风琴形吸盘内,在弹簧的弹力下,环形凸缘封堵气孔;所述压杆活动插设在中空腔中,压杆的顶部向上突出中空腔,压杆的顶部连接第二升降气缸的活塞杆,第二升降气缸安装在吸附主体的顶面上;所述压杆的中部设径向凸缘,径向凸缘抵在中空腔的顶壁上,压杆底部开设压腔,压腔套在升降杆的顶部。
25.当抓取机构运动到传输机构132的高度位置时,驱动元件驱使x向导轨沿y向导轨移动,抓取机构伸出支架而位于传输机构132的上方,待检板件被放置于传输机构132上。
26.传输机构132用于输送放板机搬运的板件,具体而言,传输机构132为自动传输带。
27.电测机构133用于对传输机构132输送的板件进行初检,以判断板件中是否混有其它板件。
28.上载台134位于电测机构133的下游且位于外观检测单元12的上游,上载台134用于放置经电测机构133检测合格的板件。下载台135位于外观检测单元12的下游,下载台135用于放置经外观检测单元12检测的板件。
29.其中,机械手131、电测机构133以及外观检测单元12均与控制单元11通讯连接。
30.区别于现有技术的情况,本技术将多个测试组件组合在一起并统一由控制单元11进行控制,用一个传输机构132实现板件的输送,并在板件的输送过程中完成初检和外观检测,实现测试的自动化,缩短板件的中转周期,减轻了劳动强度的同时,大大提高了生产效率,并保证了产品质量,提高产品合格率。
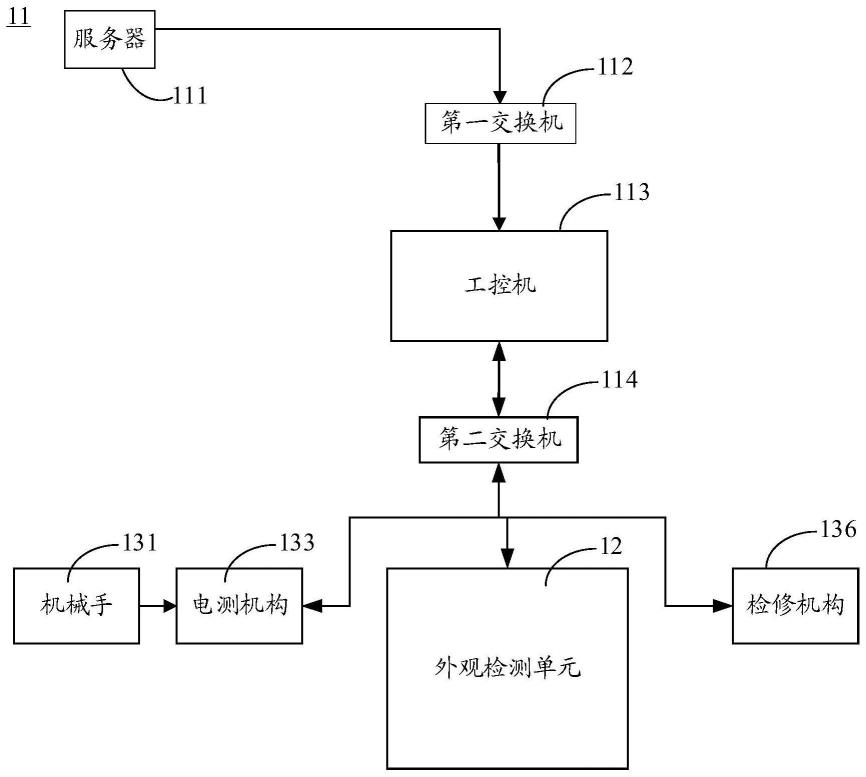
31.如图2所示,在一实施例中,控制单元11包括:服务器111、第一交换机112、工控机113以及第二交换机114。服务器111连接于第一交换机112的一端,第一交换机112的另一端连接于工控机113的一端,工控机113的另一端连接与第二交换机114的一端,第二交换机114的另一端分别与电测机构133、机械手131以及外观检测单元12通讯连接。
32.具体而言,服务器111通过第一交换机112连接工控机113,电测机构133、机械手131以及外观检测单元12通过第二交换机114连接工控机113,组成板件检测系统10架构的局域网。
33.具体地,机械手131抓取板件时,可将板件的条码信息通过第二交换机114录入至工控机113中。工控机113根据板件的条码信息通过第一交换机112向服务器111发送查找指令,服务器111根据查找指令查找数据库,以得到与板件相关的样本信息,服务器111通过第一交换机112向工控机113下发与板件相关的样本信息。工控机113通过第二交换机114向电测机构133、外观检测单元12下发与板件相关的样本信息。
34.如图3所示,在一实施例中,输送单元13还包括:检修机构136,位于下载台135的下游,用于根据外观检测单元12输出的检测结果对板件进行检修处理。
35.如图2所示,在一实施例中,第二交换机114的另一端还与检修机构136通讯连接。
36.如图4所示,在一实施例中,输送单元13还包括:出料口137,出料口137位于检修机
构136的下游,出料口137用于实现经检修机构136检修后的板件的出料。
37.如图4所示,在一实施例中,输送单元13还包括:进料口138,进料口138位于放板机的上游,进料口138用于实现板件的进料。
38.在一实施例中,外观检测单元12包括:avi相机装置和处理器,avi相机装置至少包括cd相机以及avi光源,avi相机装置用于对待测板件进行拍照,以得到板件的图像,处理器用于比对板件的图像和样本信息,并按照预设规则输出检测结果。
39.具体而言,外观检测单元12能检测的板件不良有开路、短路、邦定线细、邦定偏小,引线未蚀断、引线残留、引线偏、金面缺损、掉pad、金面异色、色差、刮伤、金面凹坑、台阶、漏镀、渗镀、粗糙、空洞、颗粒、阴阳色、金面发红发黑、掉油、油面异色、油面刮花、油面凹坑、油面脏污、油墨偏薄、油墨发白、曝光不良、掉t字、防焊偏、菲林印、黄孔以及水印等。
40.外观检测单元12的检测过程如下:先通过avi相机装置扫描标准板件得到样本信息,再将样本信息与avi相机装置扫描待测板件得到的板件图像对比检查,外观检测单元12输出检测结果,检测结果为板件外观不一致处,以便后续检修机构136根据该检测结果对不良板件进行检修处理。
41.本技术板件检测系统10的工作原理如下:
42.具体工作时,板件由进料口138进入板件检测系统10,机械手131搬运板件至传输机构132,由传输机构132进行传输,经过电测机构133时,电测机构133通过第二交换机114向工控机113发出第一请求指令,工控机113根据第一请求指令通过第一交换机112向服务器111发送第二请求指令,服务器111根据第二请求指令查找数据库,以得到与板件相关的样本信息,服务器111通过第一交换机112向工控机113下发与板件相关的样本信息。工控机113通过第二交换机114向电测机构133、外观检测单元12以及检修机构136下发与板件相关的样本信息。
43.电测机构133根据该与板件相关的样本信息对传输机构132输送的板件进行初检,以判断板件中是否混有其它板件。当板件中混有其它板件时,传输机构132可暂停输送,并由人工分拣出其它板件;当板件中未混有其它板件时,传输机构132继续输送该板件至上载台134。
44.进一步地,在板件到达检测位置后,外观检测单元12中的avi相机装置对待测板件进行拍照,以得到板件的图像,外观检测单元12中的处理器比对板件的图像和样本信息,并按照预设规则输出检测结果。
45.在板件检测完成后,工控机113采集检测结果并进行保存,并通过第二交换机114下发给检修机构136。
46.在上述过程中板件判定为不良品时,由传输机构132携带板件继续流入检修机构136,由检修机构136进行检修处理,检修合格的板件以及良品板件由传输机构132输送至出料口137。
47.至此,完成一个检测周期。
48.如图5所示,本技术还提出一种板件检测系统10,板件检测系统10包括控制单元11、外观检测单元12、第一输送单元1301以及第二输送单元1302。第一输送单元1301以及第二输送单元1302用于输送不同型号的板材。
49.第一输送单元1301包括:第一机械手1311、第一传输机构1321、第一电测机构
1331、第一上载台1341以及第一下载台1351,第一机械手1311设置在第一传输机构1321的上游,第一电测机构1331、第一上载台1341以及第一下载台1351依次设置在第一传输机构1321上。
50.第二输送单元1302包括:第二机械手1312、第二传输机构1322、第二电测机构1332、第二上载台1342以及第二下载台1352,第二机械手1312设置在第二传输机构1322的上游,第二电测机构1332、第二上载台1342以及第二下载台1352依次设置在第二传输机构1322上。
51.外观检测单元12设置在第一传输机构1321和第二传输机构1322上,外观检测单元12位于第一上载台1341、第二上载台1342的下游,且外观检测单元12位于第一下载台1351、第二下载台1352的上游。
52.其中,第一机械手1311、第二机械手1312、第一电测机构1331、第二电测机构1332、第一外观检测单元12以及第二外观检测单元12均与控制单元11通讯连接。
53.第一输送单元1301还包括:第一进料口1381和第一出料口1371。
54.第二输送单元1302还包括:第二进料口1382和第二出料口1372。
55.板件检测系统10还包括:第一检修机构1361和第二检修机构1362。
56.如图6所示,本技术提出一种板件检测方法,该方法基于上述实施例中的板件检测系统10,具体包括以下步骤:
57.s10:在机械手131抓取板件时,触发传输机构132启动。
58.s20:通过机械手131传输机构132输送板件。
59.s30:通过控制单元11向电测机构133、外观检测单元12以及检修机构136下发与板件相关的样本信息。
60.s40:通过电测机构133对传输机构132输送的板件进行初检,以判断板件中是否混有其它板件。
61.s50:通过外观检测单元12比对板件的图像和样本信息,并按照预设规则输出检测结果。
62.s60:通过检修机构136根据外观检测单元12输出的检测结果对板件进行检修处理。
63.在一实施例中,控制单元11包括:服务器111、第一交换机112、工控机113以及第二交换机114,服务器111连接于第一交换机112的一端,第一交换机112的另一端连接于工控机113的一端,工控机113的另一端连接与第二交换机114的一端,第二交换机114的另一端分别与电测机构133、机械手131以及外观检测单元12通讯连接;
64.如图7所示,步骤s30包括以下步骤:
65.s31:电测机构133通过第二交换机114向工控机113发送第一请求指令;
66.s32:工控机113通过第一交换机112向根据第一请求指令向服务器111发送第二请求指令;
67.s33:服务器111根据第二请求指令查找数据库,以得到与板件相关的样本信息;
68.s34:服务器111通过第一交换机112向工控机113下发与板件相关的样本信息;
69.s35:工控机113通过第二交换机114向电测机构133、外观检测单元12以及检修机构136下发与板件相关的样本信息。
70.区别于现有技术的情况,本技术将多个测试组件组合在一起并统一由控制单元11进行控制,用一个传输机构132实现板件的输送,并在板件的输送过程中完成初检和外观检测,实现测试的自动化,缩短板件的中转周期,减轻了劳动强度的同时,大大提高了生产效率,并保证了产品质量,提高产品合格率。
71.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。