1.本实用新型涉及铝合金生产技术领域,尤其涉及一种铝合金铸轧上料设备。
背景技术:
2.铝合金板材冷轧、箱轧生产工艺技术对铸轧板板形的要求较为严格,而铸轧板生产中影响板形的因素较多,如铸轧设备、工艺、操作水平等,需要结合铸轧板形的具体特征,通过分析铸轧辊结构、车削工艺、冷却水条件、生产工艺参数等因素,找出影响铝合金铸轧坯料板形的主要原因,并提出相应的控制措施,有效地解决了板形不良的问题,生产中通过控制铸轧辊设备进水口水温、水压,要求进水温度在25~30℃,进、出口水温差控制在2~5℃;进口水压为0.25~0.3mpa,并要求在整个生产过程中铸轧辊芯内充满冷却水,实践表明,这些措施能使铸轧板板形得到有效控制,然而现有铝合金铸轧上料设备不具有提前对铝合金原材料冷却而无法使铸轧板板形进一步得到有效控制的功能。
3.现有专利(公开号cn213350790u)公开了一种用于铝合金锭半连续浇铸设备的上料装置,包括支撑台,所述支撑台的顶部转动连接有转动盘,通过复位剔除机构,能够快速实现其上料的同时,还可以在上料结束后,且石墨坩埚进行复位的同时,能够对石墨坩埚在倾倒上料时侧壁所残留的余料进行快速清除,无需停机操作;上述方案实施过程中,无法对铝合金铸轧上料时提前对铝合金原材料冷却而无法使铸轧板板形进一步得到有效控制,仅通过铸轧辊设备使铸轧板板形得到控制的效果有限,且效率较低,铸轧板本身的温度易影响板形控制的效果,其进水温度需控制的更低,与铸轧辊芯存在的温差易影响铸轧板生产后的板形,故一种用于铝合金锭半连续浇铸设备的上料装置在铝合金铸轧上料过程中存在较大的局限性。
4.为此,有必要提供一种铝合金铸轧上料设备解决上述技术问题。
技术实现要素:
5.本实用新型提供一种铝合金铸轧上料设备,解决了现有一种用于铝合金锭半连续浇铸设备的上料装置无法对铝合金铸轧上料时提前对铝合金原材料冷却而无法使铸轧板板形进一步得到有效控制的技术问题。
6.为解决上述技术问题,本实用新型提供的一种铝合金铸轧上料设备,包括水箱,所述水箱内壁转动连接有多个转轴,每个所述转轴的外壁均一体成型有输送辊,相邻的两个所述输送辊的外壁相互靠近,每个所述转轴延伸至水箱外部的一端均安装有齿轮,相邻的两个所述齿轮啮合连接,所述水箱的后侧安装有电机,所述电机的驱动端与其中一个转轴远离齿轮的一端连接,所述水箱的外壁安装有第一电动阀门,所述第一电动阀门的进水端安装有冷水管,使用者通过控制面板控制电机,使其中一个转轴转动,并通过多个齿轮,其过程中,相邻的两个所述齿轮啮合连接,从而带动多个输送辊转动,进而方便输送水箱上的铸轧板至铸轧辊机床,便于铝合金铸轧上料,通过第一电动阀门和冷水管将水箱内注入冷水并使输送辊的下部位于冷水中而降温,因此对其上输送的铸轧板冷却,使铸轧板板形进
一步得到有效控制。
7.优选的,所述水箱上设置有温控机构,所述温控机构包括安装在水箱前侧的控制面板和分别安装在水箱右侧和底部的第二电动阀门与第三电动阀门,所述电机、第一电动阀门、第二电动阀门和第三电动阀门均与控制面板电性连接,所述第二电动阀门与第三电动阀门远离水箱的一端分别安装有热水管和出水管,控制面板储存有预设的温度值,用于与温度传感器传送的当前温度值进行比较,当实际值高于或低于预设值时,表示水箱的水温过高或过低,并启动第一电动阀门和第二电动阀门对水箱内加入冷水或热水,进而控制铸轧板冷却后的温度,通过设置并启动第三电动阀门,方便水箱内排水,避免泄漏现象,因而在铝合金铸轧过程中控制水箱内水温而控制影响坯料板形的因素,确保了产品质量。
8.优选的,所述水箱的外壁涂布有防腐涂层,通过设置防腐涂层,使水箱的外壁不易腐蚀受损,从而延长了水箱的使用寿命。
9.优选的,所述输送辊和齿轮的材质均为不锈钢,不锈钢比其它相同厚度的金属材料更具有耐磨性和耐压痕性,并且不易腐蚀受损,通过设置为不锈钢材质的输送辊和齿轮,延长了输送辊和齿轮使用寿命,确保了传动效果。
10.优选的,所述水箱的后侧安装有防护壳,所述电机安装在防护壳的内部,通过防护壳对电机进行很好的防护,避免因外部因素造成电机的损坏,解决了现有的电机一般暴露在机器外部没有任何安全保障,容易被灰尘、污水或者飞溅物侵入导致电器短路的问题,从而延长了电机的使用寿命。
11.优选的,所述防护壳的内底壁安装有固定座,所述电机安装在固定座的顶部,通过设置固定座,不仅便于安装电机,同时提升了电机运作时的稳定性。
12.优选的,所述水箱底部的四角处均安装有支腿,通过四个支腿,使水箱具有一定高度,方便操作人员不弯腰使用。
13.优选的,所述支腿的底端设置有锁止万向轮,通过设置四个锁止万向轮,锁止万向轮移动时解锁,确定位置后上锁,不仅方便了水箱的移动和定位,且便于移动中改变方向,进而提升水箱的方向机动性和灵活性。
14.与相关技术相比较,本实用新型提供的一种铝合金铸轧上料设备具有如下有益效果:
15.1、本实用新型中,使用者通过控制面板控制电机,使其中一个转轴转动,并通过多个齿轮,其过程中,相邻的两个所述齿轮啮合连接,从而带动多个输送辊转动,进而方便输送水箱上的铸轧板至铸轧辊机床,便于铝合金铸轧上料,通过第一电动阀门和冷水管将水箱内注入冷水并使输送辊的下部位于冷水中而降温,因此对其上输送的铸轧板冷却,使铸轧板板形进一步得到有效控制。
16.2、本实用新型中,控制面板储存有预设的温度值,用于与温度传感器传送的当前温度值进行比较,当实际值高于或低于预设值时,表示水箱的水温过高或过低,并启动第一电动阀门和第二电动阀门对水箱内加入冷水或热水,进而控制铸轧板冷却后的温度,通过设置并启动第三电动阀门,方便水箱内排水,避免泄漏现象,因而在铝合金铸轧过程中控制水箱内水温而控制影响坯料板形的因素,确保了产品质量。
附图说明
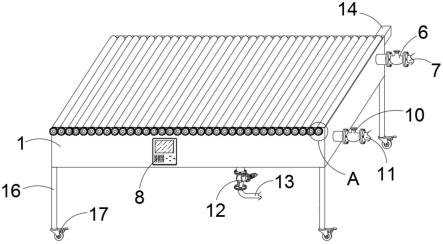
17.图1为一种铝合金铸轧上料设备的整体结构示意图;
18.图2为一种铝合金铸轧上料设备中防护壳的剖面结构示意图;
19.图3为一种铝合金铸轧上料设备中水箱的剖面结构示意图;
20.图4为图1中a处的结构放大图。
21.图中标号:1、水箱;2、转轴;3、输送辊;4、齿轮;5、电机;6、第一电动阀门;7、冷水管;8、控制面板;9、温度传感器;10、第二电动阀门;11、热水管;12、第三电动阀门;13、出水管;14、防护壳;15、固定座;16、支腿;17、锁止万向轮。
具体实施方式
22.下面详细描述本实用新型的实施方式。
23.在本实用新型的描述中,需要理解的是,如果有涉及到的术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
24.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接。可以是机械连接,也可以是电连接。可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
25.实施例一,由图1、2和4给出,一种铝合金铸轧上料设备,包括水箱1,水箱1内壁转动连接有多个转轴2,每个转轴2的外壁均一体成型有输送辊3,相邻的两个输送辊3的外壁相互靠近,每个转轴2延伸至水箱1外部的一端均固定安装有齿轮4,相邻的两个齿轮4啮合连接,水箱1的后侧固定安装有电机5,电机5的驱动端与其中一个转轴2远离齿轮4的一端固定连接,水箱1的外壁固定安装有第一电动阀门6,第一电动阀门6的进水端固定安装有冷水管7,使用者通过控制面板8控制电机5,使其中一个转轴2转动,并通过多个齿轮4,其过程中,相邻的两个齿轮4啮合连接,从而带动多个输送辊3转动,进而方便输送水箱1上的铸轧板至铸轧辊机床,便于铝合金铸轧上料,通过第一电动阀门6和冷水管7将水箱1内注入冷水并使输送辊3的下部位于冷水中而降温,因此对其上输送的铸轧板冷却,使铸轧板板形进一步得到有效控制。
26.对于水箱1,其外壁涂布有防腐涂层,通过设置防腐涂层,使水箱1的外壁不易腐蚀受损,从而延长了水箱1的使用寿命。
27.此外,对于水箱1,其后侧固定安装有防护壳14,电机5固定安装在防护壳14的内部,通过防护壳14对电机5进行很好的防护,避免因外部因素造成电机5的损坏,解决了现有的电机5一般暴露在机器外部没有任何安全保障,容易被灰尘、污水或者飞溅物侵入导致电
器短路的问题,从而延长了电机5的使用寿命,防护壳14的内底壁固定安装有固定座15,电机5固定安装在固定座15的顶部,通过设置固定座15,不仅便于安装电机5,同时提升了电机5运作时的稳定性。
28.此外,对于输送辊3和齿轮4,二者的材质均为不锈钢,不锈钢比其它相同厚度的金属材料更具有耐磨性和耐压痕性,并且不易腐蚀受损,通过设置为不锈钢材质的输送辊3和齿轮4,延长了输送辊3和齿轮4使用寿命,确保了传动效果。
29.实施例二,在实施例一的基础上,参考附图1和3,水箱1上设置有温控机构,温控机构包括固定安装在水箱1前侧的控制面板8和分别固定安装在水箱1右侧和底部的第二电动阀门10与第三电动阀门12,电机5、第一电动阀门6、第二电动阀门10和第三电动阀门12均与控制面板8电性连接,第二电动阀门10与第三电动阀门12远离水箱1的一端分别固定安装有热水管11和出水管13,控制面板8储存有预设的温度值,用于与温度传感器9传送的当前温度值进行比较,当实际值高于或低于预设值时,表示水箱1的水温过高或过低,并启动第一电动阀门6和第二电动阀门10对水箱1内加入冷水或热水,进而控制铸轧板冷却后的温度,通过设置并启动第三电动阀门12,方便水箱1内排水,避免泄漏现象,因而在铝合金铸轧过程中控制水箱1内水温而控制影响坯料板形的因素,确保了产品质量。
30.此外,对于水箱1,其底部的四角处均固定安装有支腿16,通过四个支腿16,使水箱1具有一定高度,方便操作人员不弯腰使用控制面板8,方便了操作,支腿16的底端设置有锁止万向轮17,通过设置四个锁止万向轮17,锁止万向轮17移动时解锁,确定位置后上锁,不仅方便了水箱1的移动和定位,且便于移动中改变方向,进而提升水箱1的方向机动性和灵活性。
31.此外,对于电机5、第一电动阀门6、温度传感器9、第二电动阀门10和第三电动阀门12采用的型号分别为msmd03zp1u、j941h-25p、pd100、j941h-25p和d973h-16c,且电机5、第一电动阀门6、控制面板8、温度传感器9、第二电动阀门10和第三电动阀门12的具体组成结构和工作原理均为属领域技术人员掌握的公知常识,在此不做过多赘述。
32.工作原理:
33.铝合金铸轧上料时提前对铝合金原材料冷却而使铸轧板板形进一步得到有效控制时:
34.使用者通过控制面板8控制电机5,使其中一个转轴2转动,并通过多个齿轮4,其过程中,相邻的两个齿轮4啮合连接,从而带动多个输送辊3转动,进而方便输送水箱1上的铸轧板至铸轧辊机床,便于铝合金铸轧上料,通过第一电动阀门6和冷水管7将水箱1内注入冷水并使输送辊3的下部位于冷水中而降温,因此对其上输送的铸轧板冷却,使铸轧板板形进一步得到有效控制。
35.铝合金铸轧过程中控制水箱1内水温而控制影响坯料板形的因素时:
36.控制面板8储存有预设的温度值,用于与温度传感器9传送的当前温度值进行比较,当实际值高于或低于预设值时,表示水箱1的水温过高或过低,并启动第一电动阀门6和第二电动阀门10对水箱1内加入冷水或热水,进而控制铸轧板冷却后的温度,通过设置并启动第三电动阀门12,方便水箱1内排水,避免泄漏现象,因而在铝合金铸轧过程中控制水箱1内水温而控制影响坯料板形的因素,确保了产品质量。
37.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,
可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。