1.本实用新型涉及一种自动连续气氛炉配件,尤其涉及一种用于自动连续气氛炉升降机构的自动挡料装置。
背景技术:
2.气氛炉可以在某一既定温度下,通过向炉内通入一定成分的人工制备气氛,从而达到某种热处理的目的,如气体渗碳,碳氮共渗及光亮淬火,退火,正火等。气氛炉上设有用于工件位置控制的升降机构,当操作人员将装好工件的工装装到升降机构上时,并按下确认操作键即可进入自动生产状态,气氛炉的升降机构将工件从低工位处上升至高工位处。
3.在现有技术的气氛炉中,为了避免工装在上升过程中发生倾斜或抖动,通常会在升降机构上安装挡料板,挡料板由人工手动翻转控制,在升降机构上升过程中翻起并挡住工件侧端,避免工件发生抖动或倾斜,从而避免生产事故。在工件上升至高工位后,人工手动翻下挡料板,等待自动料车将工件取走。一旦操作人员忘记将挡料板翻下,将导致自动装料车无法成功卸料,导致严重的生产事故。同时,随着生产技术的自动化程度越来越高,人工翻转控制的挡料板也无法适用于自动连续气氛炉生产线。
技术实现要素:
4.本实用新型的目的在于提供一种用于自动连续气氛炉升降机构的自动挡料装置,能在自动连续气氛炉上对工件提供可靠的遮挡,提高自动连续气氛炉的生产效率和安全性。
5.本实用新型是这样实现的:
6.一种用于自动连续气氛炉升降机构的自动挡料装置,包括挡料气缸、电磁阀、气缸到位开关、挡料盘和触发开关组件;挡料气缸固定安装在自动连续气氛炉的升降机构上,挡料气缸的活塞端与挡料盘固定连接,使挡料盘可升降式设置在置于升降机构上的工装的一侧端;气缸到位开关安装在挡料气缸上,挡料气缸通过气缸到位开关经电磁阀外接供气源,气缸到位开关的控制端分别与触发开关组件电连接。
7.所述的气缸到位开关上设有进气开关和出气开关,进气开关和出气开关的一端分别与挡料气缸连接,进气开关和出气开关的另一端分别通过气管经电磁阀外接供气源;进气开关和出气开关与触发开关组件电连接。
8.所述的触发开关组件包括第一触发开关和第二触发开关,第一触发开关安装在升降机构与工装的接触位置并与进气开关电连接,第二触发开关安装在升降机构与自动料车的接触位置并与出气开关电连接。
9.所述的触发开关组件还包括第三触发开关,第三触发开关设置在升降机构的一侧端并与升降机构电连接;挡料盘上形成有接触块,且接触块能与第三触发开关接触连接。
10.所述的升降机构的另一侧端设有固定挡板,作为工装另一侧端的挡板。
11.本实用新型与现有技术相比,具有以下有益效果:
12.1、本实用新型由于设有挡料气缸和气缸到位开关,能通过气缸到位开关经电磁阀控制挡料气缸的活塞端的升降,从而控制挡料盘在工装置放于升降机构上时升起,并在升降机构上升过程中对工装进行限位遮挡,防止工装倾斜或抖动;同时能在自动料车取料时将挡料盘下降,避免影响自动料车的正常取料,无需设置人工翻转的挡料板,大大提高了生产安全性,适用于自动连续气氛炉的生产线,保证有效、稳定的生产,避免生产事故、故障停炉等情况的发生。
13.2、本实用新型由于设有触发开关组件,能在工装置于升降机构上时利用第一触发开关触发挡料气缸启动并升高挡料盘,有效避免工装倾斜或抖动,再利用第三触发开关触发升降机构启动提升工装,最后利用第二触发开关触发挡料气缸启动并降下挡料盘,确保自动料车安全取料,整个过程无需人工控制,自动化程度高,能配合自动连续气氛炉生产线的生产流程,增加自动连续气氛炉生产线的安全可靠性能,提高生产能力。
附图说明
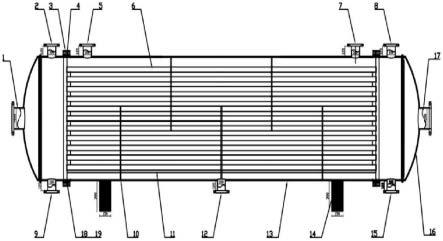
14.图1是本实用新型用于自动连续气氛炉升降机构的自动挡料装置的主视图;
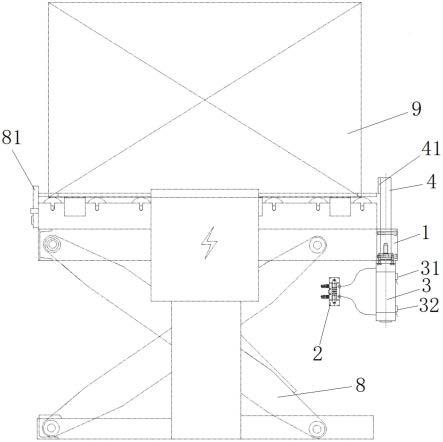
15.图2是本实用新型用于自动连续气氛炉升降机构的自动挡料装置中触发开关的连接示意图,图中,实线为电连接,虚线为接触式连接。
16.图中,1挡料气缸,2电磁阀,3气缸到位开关,31进气开关,32出气开关,33气管,4挡料盘,41接触块,5第一触发开关,6第二触发开关,7第三触发开关,8升降机构,81固定挡板,9工装。
具体实施方式
17.下面结合附图和具体实施例对本实用新型作进一步说明。
18.请参见附图1,一种用于自动连续气氛炉升降机构的自动挡料装置,包括挡料气缸1、电磁阀2、气缸到位开关3、挡料盘4和触发开关组件;挡料气缸1通过螺栓固定安装在自动连续气氛炉的升降机构8上,挡料气缸1的活塞端与挡料盘4固定连接,使挡料盘4可升降式设置在置于升降机构8上的工装9的一侧端;气缸到位开关3安装在挡料气缸1上,挡料气缸1通过气缸到位开关3经电磁阀2外接供气源,气缸到位开关3的控制端分别与触发开关组件电连接。
19.在自动连续气氛炉的生产线上,当操作人员将工件9放置在升降机构8上时,触发开关组件检测到工件到位,并触发气缸到位开关3打开,使外部供气源通过电磁阀2向挡料气缸1供气,从而通过挡料气缸1的活塞端将挡料盘4升高至挡料所需高度,从而防止工件9在低工位向高工位上升的过程中保持稳定不倾斜,实现挡料功能。在自动料车到位并进行取料时,挡料气缸1通过气缸到位开关3经电磁阀2排气,使挡料气缸1的活塞端将挡料盘4下降至工件9外侧下方,避免影响自动料车取料。自动连续气氛炉的生产线的其他生产工序均按照现有流程进行生产,此处不再赘述。
20.优选的,挡料气缸1可采用单作用气缸,结构简单,易于控制。
21.请参见附图1和附图2,所述的气缸到位开关3上设有进气开关31和出气开关32,进气开关31和出气开关32的一端分别与挡料气缸1连接,进气开关31和出气开关32的另一端分别通过气管33经电磁阀2外接供气源;进气开关31和出气开关32与触发开关组件电连接。
进气开关31打开时,外部供气源通过电磁阀2经气管33向挡料气缸1内供气,使挡料气缸1的活塞端上升,从而升高挡料盘4;出气开关32打开时,挡料气缸1内的气体通过气管33经电磁阀2外排或排至外部供气源,使挡料气缸1的活塞端下降,从而降低挡料盘4。
22.请参见附图2,所述的触发开关组件包括第一触发开关5和第二触发开关6,第一触发开关5安装在升降机构8与工装9的接触位置并与进气开关31电连接,如附图2中的实线连接所示,第二触发开关6安装在升降机构8与自动料车的接触位置并与出气开关32电连接,如附图2中的实线连接所示。
23.优选的,第一触发开关5可采用压力传感器,用于检测升降机构8上是否放置了工装9,第一触发开关5的压力阈值可根据工装9的重量设定,用于利用第一触发开关5触发打开进气开关31进气,从而使挡料气缸1的活塞端上升。第二触发开关6可采用压力传感器,利用自动料车的取料端取料时与升降机构8接触时的压力触发打开出气开关32并排气,从而使挡料气缸1的活塞端下降。
24.请参见附图1和附图2,所述的触发开关组件还包括第三触发开关7,第三触发开关7设置在升降机构8的一侧端并与升降机构8电连接;挡料盘4上形成有接触块41,且接触块41能与第三触发开关7接触连接,如附图2中的虚线连接所示。
25.挡料盘4上升到位后,通过凸起设置的接触块41与第三触发开关7接触,用于通过第三触发开关7触发开启升降机构8,从而使升降机构8带动工装9从低工位上升至高工位,无需人工确认开启,自动化程度高。优选的,第三触发开关7可采用压力传感器,通过接触块41对第三触发开关7的挤压力触发第三触发开关7,挤压力的阈值等参数可根据实际需求设定。
26.请参见附图1,所述的升降机构8的另一侧端设有固定挡板81,可作为工装9另一侧的挡板,用于放置工装9向另一侧倾斜,不影响自动料车对工装9的取料。
27.请参见附图1和附图2,本实用新型的工作过程及其工作原理是:
28.当操作人员将装好工件的工装9放到升降机构8上时,升降机构8上的第一触发开关5检测到升降机构8上有工装9,第一触发开关5触发进气开关31打开,供气源通过电磁阀2经气管33为挡料气缸1供气,使挡料气缸1的活塞端顶升,从而将挡料盘4向上顶起并遮挡在升降机构8和工装9的侧端。利用挡料盘4和固定挡板81在工装9的两侧形成遮挡,从而保证工装9的稳定性。
29.在挡料盘4上升到位后,接触块41与升降机构8侧端的第三触发开关7接触,第三触发开关7触发升降机构8启动,将工装9从低工位向上提升至指定高工位,等待自动料车取料。
30.自动料车移动至升降机构8处并与升降机构8接触时,第二触发开关6检测到自动料车移动到位并准备取料,第二触发开关6触发出气开关32打开,将挡料气缸1内的空气排出,使活塞端下降并带动挡料盘4同步下降,避免挡料盘4影响自动料车取料。自动料车即可将工装9取走,工装9取走后,升降机构8下降并带动挡料气缸1同步下降,升降机构8的升降过程和自动料车的取料过程均属于现有技术自动连续气氛炉的工作过程,此处不再赘述。
31.以上仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围,因此,凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。