1.本实用新型涉及摩托车配件技术领域,尤其涉及一种链条调节器组成自动化装配机。
背景技术:
2.摩托车链条调节器安装于后轮轴的左右两端。链条调节器包括调节器本体和调节螺钉和螺母,装配的时候,需要先把螺母装在调节螺钉上,再把调节螺钉装在调节本体上。据现有技术,利用人工把调节器本体、调节螺钉和螺母组装在一起,效率低,劳动强度大。
技术实现要素:
3.本实用新型所要解决的技术问题是:克服以上现有技术的缺陷,提供一种效率高且劳动强度低的链条调节器组成自动化装配机。
4.为了实现上述目的,本实用新型的技术方案是:一种链条调节器组成自动化装配机,它还包括:
5.转盘,所述的转盘上设有至少一个用于对调节器本体和螺母进行定位的定位座;
6.第一上料工位,用于把调节器本体放在定位座上;
7.第二上料工位,用于把螺母放在定位座上,所述的螺母位于调节器本体上方;
8.装配工位,用于把调节螺钉、螺母和调节器本体装配在一起,所述的第一上料工位、第二上料工位和装配工位沿转盘外圆周依次分布。
9.采用以上结构后,本实用新型与现有技术相比具有以下优点:在转盘上设可以同时对调节器本体和螺母进行定位的定位座,同时在转盘外分别设第一上料工位、第二上料工位和装配工位,第一上料工位、第二上料工位和装配工位沿转盘外圆周依次分布,当定位座转到第一上料工位,把调节器本体放在定位座上;当定位座转到第二上料工位,把螺母放在定位座上;当定位座转到装配工位上,装配工位把调节螺钉向下依次与螺母、调节器本体装配,这样就实现了链条调节器装配的自动化,效率高,劳动强度低。
10.作为优选,所述的定位座上分别设有:
11.挡块,所述的挡块设在定位座上表面近转盘中心的一端,在调节器本体放置在定位座上时,所述的调节器本体两内侧面分别贴合在定位座两外侧面上且调节器本体上端抵靠在挡块内侧面上;
12.定位块,用于对螺母进行定位,所述的定位块一端设在挡块上表面,所述的定位块另一端伸在定位座上方,所述的定位块上设有用于放置螺母的通孔,结构简单,使得螺母和调节器本体均能定位在定位座上。
13.作为优选,所述的定位座左右两侧面均设有挡板,防止调节器本体摆动,可靠性高。
14.作为优选,所述的定位座上表面设有与调节螺钉对应的盲孔,便于调节螺钉装配在调节器本体上。
15.作为优选,所述的定位座上还设有滑槽,所述的滑槽一端与盲孔连通,所述的滑槽另一端贯穿定位座远离转盘中心的外侧面,便于装配完成后把调节器本体取下来。
16.作为优选,所述的通孔为阶梯孔,所述的通孔上端直径大于通孔下端直径,便于实现螺母的定位,螺母不会掉落。
17.作为优选,所述的定位块远离转盘中心一端的外侧面设有缺口,所述的缺口与通孔连通,便于把螺母放在通孔内。
18.作为优选,所述的转盘外还设有用于输送螺母的第一振动盘,所述的第一振动盘通过缺口把螺母输送到通孔上端内,利用第一振动盘把螺母送到通孔内,效率高。
19.作为优选,所述的转盘外还设有用于输送调节螺钉的第二振动盘和装配机构,所述的装配机构用于把调节螺钉从第二振动盘送到螺母上方且向下依次与螺母、调节器本体螺接,便于链条调节器的装配。
20.作为优选,所述的装配机构包括:
21.支架;
22.基座,设在支架上,所述的基座在支架上水平移动;
23.夹紧气缸,设在基座上,所述的夹紧气缸用于抓取调节螺钉;
24.旋转电机,设在基座上,所述的旋转电机带动夹紧气缸的夹爪旋转;
25.升降气缸,设在基座上,所述的升降气缸带动旋转电机上下运动;
26.平移气缸,用于推动基座在支架上水平移动,结构简单,效率高。
附图说明
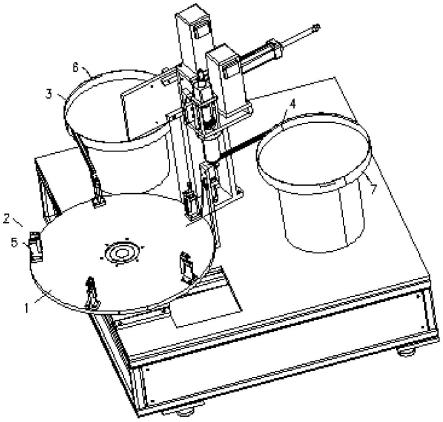
27.图1是本实用新型链条调节器组成自动化装配机的立体图。
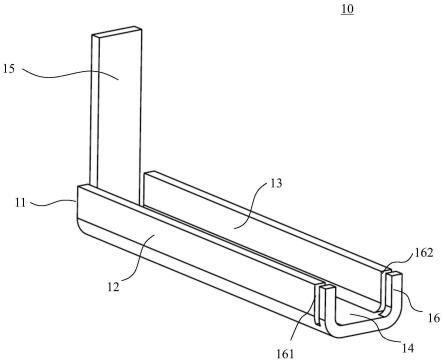
28.图2是本实用新型链条调节器组成自动化装配机定位座的立体图。
29.图3是本实用新型链条调节器组成自动化装配机调节螺钉与定位座的立体图。
30.图4是本实用新型链条调节器组成自动化装配机装配机构一个角度的立体图。
31.图5是本实用新型链条调节器组成自动化装配机装配机构另一个角度的立体图。
32.图6是本实用新型链条调节器组成自动化装配机链条调节器的主视剖视图。
33.其中,1、转盘,2、第一上料工位,3、第二上料工位,4、装配工位,5、定位座,510、挡块,520、定位块,530、通孔,540、挡板,550、盲孔,560、滑槽,570、缺口,6、第一振动盘,7、第二振动盘,8、装配机构,810、支架, 820、基座,830、夹紧气缸,840、旋转电机,850、升降气缸,860、平移气缸, 9、调节器本体,10、螺母,11、调节螺钉。
具体实施方式
34.下面结合附图和具体实施方式对本实用新型作进一步说明。
35.如图1和6所示,本实用新型提供一种链条调节器组成自动化装配机,包括转盘1和设在转盘1上的定位座5,定位座5用于对调节器本体9和螺母10进行定位且螺母10位于调节器本体9的正上方,便于调节螺钉11依次与螺母10、调节器本体9装配,在转盘1外分别设第一上料工位2、第二上料工位3和装配工位4,第一上料工位2、第二上料工位3和装配工位4沿转盘1外圆周依次分布,转盘1转动带动定位座5运动,当定位座5转到相应工位,对应的工位就开始工作。具体地,先利用第一上料工位2把调节器本体9放在定位座5上,再利用第二上
料工位3把螺母10放在定位座5上,最后利用装配工位4把调节螺钉11、螺母10和调节器本体9组装在一起,装配工位4带动调节螺钉11往下运动且带动调节螺钉11转动使得调节螺钉11依次与螺母10、调节器本体9 旋合。
36.作为一种实施例,如图2和3,为了同时实现对调节螺钉11和螺母10的定位,定位座5横截面的形状为倒“t”字形,定位座5上表面近转盘1中心的一端设挡块510,当调节器本体9放在定位座5上时,调节器本体9顶表面抵靠在定位座5上表面,调节器本体9两内侧壁分别贴合在定位座5左右两外侧面上,且调节器本体9上端抵靠在挡块510远离转盘1中心的侧面;它还设有用于对螺母10进行定位的定位块520,定位块520一端设在挡块510上,定位块520 另一端为自由端且定位块520另一端伸向定位座5正上方,定位块520上设有用于放置螺母10的通孔530。具体地,为了便于稳定放置螺母10,通孔530为阶梯孔,通孔530上端直径大于通孔530下端直径,螺母10放置通孔530上端内。
37.作为一种实施例,为了防止调节器本体9周向转动,定位座5近转盘1中心一端的左右两均侧面设有挡板540,调节器本体9近转盘1中心的外侧面抵靠在挡板540侧面。
38.作为一种实施例,为了便于调节螺钉11装配在调节器本体9上,定位座5 对应螺母10的位置设有盲孔550,当调节螺钉11螺接在调节器本体9上时不会损坏定位座5,同时也确保调节螺钉11与调节器本体9螺接的长度。具体地,为了便于把装配好的调节器本体9从定位座5取下,定位座5上表面还设有滑槽560,滑槽560一端与盲孔550连通,滑槽560另一端贯穿定位座5远离转盘 1中心一端的外侧面,通过调节螺钉11滑动配合在滑槽560,实现调节器本体9 顺利脱离定位座5。
39.作为一种实施例,为了便于把螺母10放入通孔530内,在定位块520远离转盘1中心的外侧面设有缺口570,缺口570与通孔530连通。
40.作为一种实施例,为了便于把螺母10送到通孔530内,转盘1外还设第一振动盘6,第一振动盘6的出料口对准缺口570。
41.作为一种实施例,为了实现把调节螺钉11同时与螺母10、调节器本体9装配,转盘1外还设第二振动盘7和装配机构8,第二振动盘7把调节螺钉11排列好,利用装配机构8把调节螺钉11夹住送到通孔530正上方,然后装配机构 8带动调节螺钉11往下运动同时装配机构8带动调节螺钉11转动,使得调节螺钉11向下依次与螺母10、调节器本体9旋合(调节器本体9上有螺纹通孔)。具体地,如图4和5,装配机构8包括支架810、基座820、夹紧气缸830、旋转电机840、升降气缸850和平移气缸860,基座820位于支架810侧面,在支架810侧面设有导轨。导轨沿支架810长度方向设置,基座820左右滑动配合在导轨上,平移气缸860带动基座820在导轨上左右移动,升降气缸850设在基座820上,在基座820上还设有底座,夹紧气缸830设在底座底部,旋转电机840设在底座上表面,旋转电机840带动夹紧气缸830的夹爪转动,升降气缸850带动底座升降。当定位座5转动到对应装配工位4的位置时,平移气缸 860把夹紧气缸830平移到第二振动盘7下方,然后利用升降气缸850带动夹紧气缸830靠近调节螺钉11并利用夹紧气缸830抓取调节螺钉11,接着利用升降气缸850和平移气缸860把调节螺钉11移动到通孔530上方,然后利用升降气缸850带动调节螺钉11靠近定位块520内的螺母10,同时旋转电机840带动夹紧气缸830的夹爪旋转,这样调节螺钉11与螺母10旋合,调节螺钉11继续下降,直到调节螺钉11与调节器本体9旋合,则装配完成,夹紧气缸830复位。
42.具体地,定位座5的数量为五个,效率高,第一上料工位2可以利用人工进行上料,
人工也可以进行下料,具体是把位于第一上料工位2后面的定位座5 的调节器本体9取下。也就是说人工可以把位于第一上料工位2的定位座5进行上料也狂野对位于第一上料工位2后面的定位座5进行下料。
43.具体来说,本实用新型的原理是在转盘1上设可以同时对调节器本体9和螺母10进行定位的定位座5,同时在转盘1外分别设第一上料工位2、第二上料工位3和装配工位4,第一上料工位2、第二上料工位3和装配工位4沿转盘1外圆周依次分布,当定位座5转到第一上料工位3,把调节器本体9放在定位座5上;当定位座5转到第二上料工位3,把螺母10放在定位座5上;当定位座5转到装配工位4上,装配工位4把调节螺钉11向下依次与螺母10、调节器本体9装配,这样就实现了链条调节器装配的自动化,效率高,劳动强度低。
44.动作过程:一、转盘1启动,当定位座5转动到第一上料工位2时,人工把调节器本体9装在此定位座5上,同时把后面定位座5上已经装配好的调节器本体9取下;二、当定位座5转动到第二上料工位3时,第一振动盘6把螺母10通过缺口570送到通孔530上端内;三、当定位座5转动到装配工位4时,装配机构8的夹紧气缸830把调节螺钉11从第二振动盘7送到通孔530正上方,再利用升降气缸850和旋转电机840带动调节螺钉11往下运动并旋转,使其依次与螺母10、调节器本体9旋合;四、装配好的调节器本体9转动到靠近第一上料工位2的位置,便于人工取下。
45.在上述方案的基础上,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。