1.本实用新型涉及摩托车配件技术领域,尤其涉及一种链条调节器自动化攻牙机。
背景技术:
2.摩托车链条调节器安装于后轮轴的左右两端。链条调节器包括调节器本体 11、调节螺钉和螺母,调节螺钉螺接在调节器本体的螺纹通孔14上。为了在调节器本体上加工螺纹通孔,需要依次经过钻孔、倒角、第一次攻牙和第二次攻牙这四道工序。据现有技术,钻孔、倒角、第一次攻牙和第二次攻牙这四道工序分别在四台设备上进行,效率低,成本高。
技术实现要素:
3.本实用新型所要解决的技术问题是:克服以上现有技术的缺陷,提供一种效率高且成本低的链条调节器自动化攻牙机。
4.为了实现上述目的,本实用新型的技术方案是:一种链条调节器自动化攻牙机,它包括:
5.转盘,所述的转盘上设有至少一个用于对调节器本体进行定位的定位座;
6.钻孔工位,用于对定位座上的调节器本体钻孔;
7.倒角工位,用于对孔进行倒角;
8.第一次攻牙工位,用于对孔进行第一次攻牙;
9.第二次攻牙工位,用于对孔进行第二次攻牙;
10.所述的钻孔工位、倒角工位、第一次攻牙工位和第二次攻牙工位沿转盘外圆周依次分布。
11.采用以上结构后,本实用新型与现有技术相比具有以下优点:利用钻孔工位实现调节器本体的钻孔、倒角工位实现孔的倒角、第一次攻牙工位实现孔的第一次攻牙以及第二次攻牙工位实现孔的第二次攻牙,同时把这些工位集合在一起,效率高,成本低。转盘转动带动定位座转动,当定位座转动相应地工位,就开始相应地工作。
12.作为优选,它还包括用于把待加工的调节器本体放在定位座上的上料工位,所述的上料工位位于钻孔工位前一工位,在钻孔之前把调节器本体放在定位座上。
13.作为优选,所述的转盘外还分别设有用于把调节器本体排列好的振动盘和上料机构,所述的上料机构用于把排列好的调节器本体放到上料工位上,利用上料机构把调节器本体放在定位座上。
14.作为优选,所述的上料机构包括:
15.支架;
16.基座,所述的基座水平移动在支架上;
17.夹紧气缸,设在基座上,所述的夹紧气缸用于夹住调节器本体;
18.升降电机,设在基座上,所述的升降电机用于带动夹紧气缸升降;
19.平移气缸,用于推动基座在支架上水平移动。结构简单,可靠性高。
20.作为优选,它还包括用于把加工好的调节器本体从定位座取下的下料工位,所述的下料工位位于第二次攻牙工位后一工位,在攻牙完成后把调节器本体从定位座上取下,转盘外设有下料机构,下料机构与上料机构结构相同。
21.作为优选,所述的钻孔工位、倒角工位、第一次攻牙工位和第二次攻牙工位上均设有对定位座的调节器本体进行固定的定位机构,对调节器本体进行定位,可靠性高。
22.作为优选,所述的定位座近转盘中心一端的侧面设有对调节器本体进行限位的限位板。
23.作为优选,所述的定位机构包括:
24.压紧气缸;
25.压块,所述的压紧气缸带动压块把调节器本体压紧在限位板侧面上,结构简单,可靠性高。
26.作为优选,所述的限位板通过螺栓固定在定位座上,便于安装和更换。
附图说明
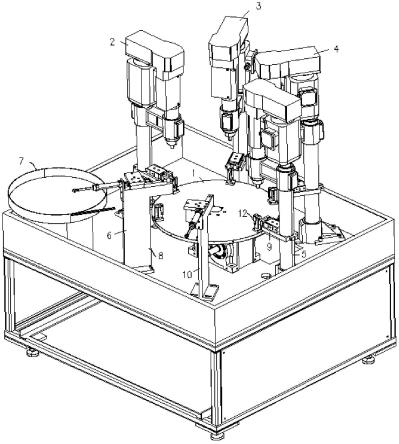
27.图1是本实用新型链条调节器自动化攻牙机的立体图。
28.图2是本实用新型链条调节器自动化攻牙机上料机构的立体图。
29.图3是本实用新型链条调节器自动化攻牙机定位座的立体图。
30.图4是本实用新型链条调节器自动化攻牙机定位座与定位机构的立体图。
31.图5是本实用新型链条调节器自动化攻牙机链条调节器的主视剖视图。
32.其中,1、转盘,2、钻孔工位,3、倒角工位,4、第一次攻牙工位,5、第二次攻牙工位,6、上料工位,7、振动盘,8、上料机构,810、支架,820、基座,830、夹紧气缸,840、升降电机,850、平移气缸,9、定位机构,910、压紧气缸,920、压块,930、定位槽,10、下料工位,11、调节器本体,12、定位座,13、限位板,14、螺纹通孔。
具体实施方式
33.下面结合附图和具体实施方式对本实用新型作进一步说明。
34.如图1所示,本实用新型提供一种链条调节器自动化攻牙机,包括转盘1和设在转盘1上的定位座12,在转盘1外分别设钻孔工位2、倒角工位3、第一次攻牙工位4和第二次攻牙工位5,且钻孔工位2、倒角工位3、第一次攻牙工位 4和第二次攻牙工位5依次沿转盘1外圆周分布,利用电机带动转盘1转动,当定位座1转动到与相应工位对应的位置时,则此工位就开始工作,把钻孔、倒角、第一次攻牙和第二次攻牙这四道工序集中在转盘上进行,效率高,成本低。
35.作为一种实施例,转盘1外还设有上料工位6和振动盘7,上料工位6位于钻孔工位2前一工位,当转盘1上的定位座12转动与上料工位6对应的位置时,上料工位6把调节器本体11送到定位座12上。具体地,转盘1外设上料机构8,上料机构8包括支架810、基座820、夹紧气缸830、升降电机840、平移气缸 850,基座820设在支架810上,且平移气缸850带动基座820在支架810上水平移动,升降电机840和夹紧气缸830均设在基座820上,且升降电机840与夹紧气缸830连接,振动盘7把调节器本体11排列好,平移气缸850调节基座 820的位置使得夹紧气缸830位于振动盘7的上方,然后利用升降电机840带动夹紧气缸830下降,当夹紧
气缸830夹住调节器本体11,再让升降电机840和平移气缸850带动夹紧气缸830运动到定位座12的上方,最后夹紧气缸830把调节器本体11放在定位座12上,如图2。
36.作为一种实施例,转盘1外还设有下料工位10,下料工位10位于第二次攻牙工位5后一工位且位于上料工位6前一工位,下料工位10用于把加工好的调节器本体11从定位座12上取下来。具体地,转盘1外还设有下料机构,下料机构结构与上料机构8相同。
37.作为一种实施例,如图3,定位座12横截面的形状为倒“t”字形,调节器本体11放在定位座12上时,调节器本体11顶表面抵靠在定位座12上表面且调节器本体11两内侧面分别贴合在定位座12左右两外侧面上。具体地,为了实现对调节器本体11进行限位,在定位座12近转盘1中心一端的外侧面设限位板13,当调节器本体11位于定位座12上时,调节器本体11近转盘中心的侧面抵靠在限位板13内侧面上。具体地,定位座12与工位一一对应,这样可以对多个调节器本体11同时进行加工,效率高,总共有六个工位,就有六个定位座12。
38.作为一种实施例,除了在上料工序和下料工序中不需要对调节器本体11进行夹紧,在钻孔、倒角、第一次攻牙和第二次攻牙工序均需要对定位座12上的调节器本体11进行夹紧,具体地,如图1和4,在钻孔工位2、倒角工位3、第一次攻牙工位4和第二次攻牙工位5均设定位机构9,定位机构9包括压紧气缸 910和压块920,压紧气缸910固定在相应的工位上,压紧气缸910的活塞杆与压块920连接,压紧气缸910带动压块920往定位座12的方向运动,压块920 把调节器本体11压在限位板13上,通过压块920和限位板13实现对调节器本体11的夹紧。具体地,压块920上设有定位槽930,在压块920压在调节器本体11上时,定位槽930卡在定位座12上,可靠性高,压块920不易移位。
39.作为一种实施例,钻孔工位2有钻孔机,倒角工位3有倒角机,第一次攻牙工位4和第二次攻牙工位5均有攻牙机。
40.具体来说,本实用新型的原理是利用钻孔工位2实现调节器本体的钻孔、倒角工位3实现孔的倒角、第一次攻牙工位4实现孔的第一次攻牙以及第二次攻牙工位5实现孔的第二次攻牙,调节器本体11上的螺纹通孔14加工完成,同时把这些工位集合在一起,效率高,成本低。转盘1转动带动定位座12转动,当定位座12转动相应地工位,就开始相应地工作。
41.动作过程:一、启动转盘1,转盘1上的定位座12转动到上料工位6处;二、振动盘7启动,同时上料机构8的夹紧气缸830把振动盘7上的调节器本体11夹到定位座12;三、当定位座12转动到钻孔工位2时,钻孔机上的定位机构9和定位座12上的限位板13实现对调节器本体11的夹紧,同时钻孔机对调节器本体11上端面进行钻孔;四、钻孔结束后,钻孔机和钻孔机上的定位机构9复位;五、当定位座12转动到倒角工位3时,倒角机上的定位机构9和定位座12上的限位板13实现对调节器本体11的夹紧,同时倒角机对调节器本体 11上端面的孔进行倒角;六、倒角结束后,倒角机和倒角机上的定位机构9复位;七、当定位座12转动到第一次攻牙工位4时,攻牙机上的定位机构9和定位座12上的限位板13实现对调节器本体11的夹紧,同时攻牙机对调节器本体 11上端面的孔进行第一次攻牙;八、第一次攻牙结束后,攻牙机和攻牙机上的定位机构9复位;九、当定位座12转动到第二次攻牙工位5时,攻牙机上的定位机构9和定位座12上的限位板13实现对调节器本体11的夹紧,同时攻牙机对调节器本体11上端面的孔进行第二次攻牙,调节器本体11上的螺纹通孔14 加工完成;十、第二次攻牙结束后,攻牙机和攻牙机上的定位机构9复位;十一、当定位座12转动到下料工位10时,下料机构把加工好的调节器本体1从定位座12取下来。重复步骤一到十一,实现调节器本体1
进行螺纹通孔14的加工。
42.在上述方案的基础上,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
