用于制造外圆角瓷砖的方法和外圆角瓷砖
1.相关申请
2.本技术要求于2020年3月26日提交的美国专利申请第16/830,348号的权益,其全部内容通过引用结合于此。
技术领域
3.本发明涉及一种用于制造由陶瓷材料制成的瓷砖(tile,砖)的方法和由陶瓷材料制成的瓷砖。特别地,本发明涉及一种用于制造外圆角(bullnose)瓷砖(例如踢脚板)的方法以及外圆角瓷砖。
背景技术:
4.一种例如用于地板和墙壁的瓷砖包括由陶瓷材料制成的基体。瓷砖还包括至少一个覆盖陶瓷的主表面的釉层,釉料在高温下通过烧制处理固化并固定到基体,例如在基体由瓷器制成的情况下为大约1200℃,该烧制处理也是用于固结基体的相同处理。用于制造外圆角瓷砖的工艺通常从烧制的瓷砖开始,并且包括将一块瓷砖切割成一个或多个碎片的步骤。然后对所述碎片的边缘进行研磨,使得所述边缘具有外圆角形状。此切割和研磨操作去除了部分釉料,从而露出基体材料,此外,外圆角边缘是使用时旨在可见的碎片的一部分,因此需要对其提供装饰。
5.在本领域中已知两种生产外圆角瓷砖的标准方式。第一种方式包括用陶瓷油墨上釉和装饰外圆角边缘或者给外圆角边缘着色的步骤。此操作需要第二次烧制处理以将釉料固化并固定在外圆角上,因此其复杂且昂贵。第二种方式是用一层或多层油漆对外圆角边缘进行喷漆。然而,此油漆不能打印,而是只能制造纯色装饰或点状装饰。此外,每层油漆都需要在干燥室中干燥较长时间,使得该工艺也耗时、效率低并产生大量voc。两种标准方法都需要在施加着色或装饰涂层之前施加底涂层。在第一种情况下,底涂层是喷射到外圆角上的釉料的形式,而在第二种情况下,其是喷射的底涂层油漆的形式。
6.本技术的相同发明人的us 2015/0345141a1提供了一种替代方法,其包括提供可辐射固化底涂层、用可辐射固化油墨数字打印装饰涂层、以及在油墨的顶部上提供可辐射固化透明涂层的步骤。每次所述施加之后都是辐射固化相关涂层的步骤。辐射固化机制允许获得快速且有效的工艺,该工艺还为最终产品提供令人愉快的外观。然而,本发明人已经发现,为外圆角边缘提供对化学侵蚀、划痕损伤和光致损伤的高抵抵抗力的透明涂层可能不利地影响由底涂层提供的粘附促进效果。因此,为了获得最佳性能,重要的是确定底涂层和透明涂层的理想组合。
7.itre2010a000006公开了一种方法,其中,该方法包括提供可辐射固化底涂层、用可辐射固化油墨数字打印装饰涂层的步骤。此外,为了获得对化学侵蚀、划痕和光的高抵抗力,建议将陶瓷颗粒与可辐射固化油墨混合,然后像第一种方法中那样再次烧制外圆角瓷砖。在此情况下,可固化油墨将在烧制步骤期间降解。因此,可固化油墨仅用于帮助保持外圆角的陶瓷装饰的色调恒定。
8.本发明的目的首先在于提供一种用于制造瓷砖(特别是外圆角瓷砖)的替代方法,根据其若干优选实施方式,该方法旨在解决现有技术中出现的一个或多个问题。
技术实现要素:
9.在一个方面中,本发明提供了一种用于制造外圆角瓷砖的方法,包括以下步骤:提供瓷砖,该瓷砖包括由陶瓷材料制成的基体,其中,基体具有主表面和外圆角边缘;在外圆角边缘的顶部上提供装饰层,该步骤包括打印可固化油墨以形成装饰;以及固化可固化油墨,其中,可固化油墨在打印之后与基体的陶瓷材料直接接触。
10.在另一个方面中,本发明提供了一种外圆角瓷砖,其包括陶瓷主体和外圆角边缘,其中,外圆角边缘包括与陶瓷主体直接接触的固化的数字打印装饰。
11.通过阅读以下说明书并结合所附描述、权利要求和附图,本发明的这些和其他目的、特征和优点将变得更加显而易见。
附图说明
12.结合在本说明书中并构成其一部分的附图示出了本公开主题的多个实施方式,并且用于解释本公开主题的原理。这些附图并非旨在以任何方式限制本公开主题的范围。
13.图1示出了根据本发明的外圆角瓷砖的透视图;
14.图2是与图1相同的视图,其中具有位于外圆角边缘的顶部上的各层的分解图;
15.图3是根据本发明的第一方面的方法的示意图;
16.图4是图3中的f4所指示的区域的放大示意图;
17.图5是根据本发明的第二方面的方法的示意图。
具体实施方式
18.为了便于理解本发明的各种实施方式的原理和特征,下面解释各种说明性实施方式。尽管详细解释了本发明的示例性实施方式,但是应理解,可设想其他实施方式。因此,本发明的范围并不限于以下描述或实例中所阐述的部件的构造和布置的细节。本发明能够具有其他实施方式,并且能够以各种方式实践或执行。此外,在描述示例性实施方式时,为了清楚起见,将采用特定术语。
19.还必须注意,如在说明书和所附权利要求中使用的,单数形式“一”、“一个”和“该”包括复数指代,除非上下文另外清楚地指明。例如,提及一个部件也旨在包括多个部件的组合物。提及包含“一个”组成的组合物旨在包括除了所提及的组成之外的其他组成。换句话说,术语“一”、“一个”和“该”不表示数量的限制,而是表示存在“至少一个”所引用的项目。
20.如本文使用的,术语“和/或”可以表示“和”,其可以表示“或”,其可以表示“异或”,其可以表示“一个”,其可以表示“一些,但不是全部”,其可以表示“两者都不”,和/或其可以表示“两者都”。术语“或”旨在表示包含性的“或”。
21.此外,在描述示例性实施方式时,为了清楚起见将采用术语。每个术语旨在考虑其最广泛的含义,如本领域技术人员所理解的,并且包括以类似方式操作以实现类似目的的所有技术等同物。应理解,可以在没有这些具体细节的情况下实践所公开的技术的实施方式。在其他情况下,没有详细示出公知的方法、结构和技术,以免混淆对本说明书的理解。对“一个实施方式”、“一实施方式”、“实例实施方式”、“一些实施方式”、“某些实施方式”、“各种实施方式”等的引用指示这样描述的所公开的技术的实施方式可以包括特定的特征、结构或特性,但是不是每个实施方式都必须包括该特定的特征、结构或特性。此外,重复使用短语“在一个实施方式中”不是必须指同一实施方式,尽管其可以指同一实施方式。
22.本发明的目的首先在于提供一种用于制造瓷砖(特别是外圆角瓷砖)的替代方法,根据其若干优选实施方式,该方法涉及解决现有技术中出现的一个或多个问题。
23.另外,根据其第一独立方面,本发明涉及一种用于制造外圆角瓷砖的方法,包括以下步骤:提供瓷砖,该瓷砖包括由陶瓷材料制成的基体,其中,基体具有主表面和外圆角边缘;通过喷墨打印可固化油墨在所述外圆角边缘的顶部上提供装饰;固化所述可固化油墨。其特征在于,所述可固化油墨在打印之后与基体的陶瓷材料直接接触。在本技术的上下文中,表述“所述可固化油墨在打印之后与陶瓷材料直接接触”、以及替代性措辞“所述可固化油墨与陶瓷材料直接接触地打印”,是指在装饰与陶瓷材料之间不存在任何层。特别地,这意味着外圆角瓷砖不含任何底涂层。例如,该方法在提供瓷砖的步骤和提供装饰的步骤之间没有任何物质施加步骤。因此,此表述不是意味着装饰是用直接接触打印技术打印的,例如胶印,而是可经由非接触打印技术来执行。本发明人已经发现,可固化油墨在固化后显示出与陶瓷材料的非常好的粘附性,使得不需要在基体和油墨之间添加任何中间层。
24.在本技术的上下文内,术语“陶瓷材料”是指通过在高温下烧结矿物原料(例如粘土、长石、碳酸钙、金属氧化物、二氧化硅等)来获得的材料。根据本发明的陶瓷材料可以是例如瓷器、陶器、粘土陶瓷、红体瓷砖、壁砖、单烧陶瓷、炼砖等。根据en 14411,陶瓷材料是基于根据en iso 10545测量的吸水率和基于成型方法来分类的。在本发明的第一优选实施方式中,基体的陶瓷材料属于b1a类,即其显示出小于0.5%的吸水率,例如瓷器。根据本发明的第二优选实施方式,基体的陶瓷材料属于b1b或b2类,即显示出在0.5%至3%之间的吸水率。在其他实施方式中,陶瓷材料可能属于其他种类。
25.优选地,瓷砖包括至少一个覆盖基板的主表面的釉层。术语“釉层”是指玻璃质涂层。此外,瓷砖的所述主表面可包括装饰,例如模仿天然材料,例如木材、石材或大理石或任何所需设计。主表面的所述装饰是通过陶瓷颜料(优选地陶瓷油墨,例如包括金属氧化物的陶瓷油墨)来制成的。主表面的装饰优选地通过喷墨打印机数字地打印。瓷砖的主表面可以至少包括设置在所述装饰下方的背景釉料。优选地,瓷砖还包括位于装饰的顶部上的透明釉料。
26.在本技术的上下文内,术语“外圆角边缘”是指圆形边缘,优选地为凸形边缘、斜面边缘、直边缘,并且通常是指在使用中注定可见的瓷砖的边缘。优选地,所述外圆角边缘是圆形的。基体的陶瓷材料是可见的并且在外圆角边缘处暴露。例如,当在根据本发明的方法的第一步骤中提供所述外圆角边缘时,所述外圆角边缘没有任何釉层或装饰。
27.在本技术的上下文内,表述“外圆角瓷砖”是指包括至少一个外圆角边缘的瓷砖。表述“瓷砖”可以指不是必须设置有外圆角的任何种类的瓷砖。外圆角瓷砖可以是例如踢脚板、墙砖或楼梯台阶。
28.该方法可以包括将瓷砖切割成一个或多个碎片的步骤,其可优选地在提供外圆角瓷砖的步骤之前。实际上,例如在生产踢脚板的情况下,踢脚板是从较大的矩形或正方形瓷砖切割的矩形和长方形碎片。所述切割步骤可经由湿式切割或经由干式切割进行。在湿式
切割的情况下,该方法还包括干燥切割的碎片以去除润滑剂水或流体的步骤。该方法还可以包括例如通过湿式研磨或干式研磨为所述瓷砖或所述一个或多个切割的碎片提供所述外圆角边缘以获得外圆角瓷砖的步骤。在湿式研磨的情况下,该方法还包括干燥切割的碎片以去除润滑剂水或流体的步骤。用于去除润滑剂水的干燥步骤可优选通过热空气进行。应注意,切割的步骤和/或提供外圆角边缘的步骤可与该方法的所有其他步骤一致地执行,无论如何,不排除其在单独的生产线或工厂中执行。
29.提供外圆角瓷砖的步骤可包括将外圆角瓷砖放置在运输机或输送机(例如传送带)上的步骤,该运输机或输送机配置成将瓷砖运输通过外圆角制造设备的多个站。
30.有利地,在所述打印步骤之前,该方法可以包括例如经由红外线灯干燥至少外圆角边缘的步骤。所述干燥至少外圆角边缘的步骤是在湿式切割或研磨的情况下所需的那些干燥步骤中的进一步干燥步骤。此外,该方法可包括此进一步的干燥步骤,而与外圆角瓷砖被切割或研磨的事实无关。由于此进一步的干燥步骤,确保外圆角边缘在执行打印步骤时完全干燥。形成基体材料的陶瓷材料的孔隙率可吸收大气中存在的水分,从而不利地影响油墨与陶瓷材料之间的粘附。
31.在相关步骤中设置在外圆角边缘上的装饰可代表天然产品、木材、大理石或任何其他设计。优选地,外圆角边缘上的装饰是相同的,或者其基于外圆角瓷砖的主表面上的装饰。甚至更优选地,外圆角边缘上的装饰的设计可与主表面上的装饰匹配,例如,在木材设计的情况下,木材神经可从主表面连续到外圆角边缘而不中断。
32.提供装饰的方法优选地通过用可固化油墨组打印来执行。所述可固化油墨优选地是可辐射固化的,例如uv辐射或电子束(eb)。该可固化油墨组可以优选地包括丙烯酸基油墨,例如包括不同类型的丙烯酸酯低聚物和/或单体的共混物,例如聚酯丙烯酸酯、聚醚丙烯酸酯、聚氨酯丙烯酸酯、环氧丙烯酸酯。优选地,油墨包括光引发剂以在预定辐射存在的情况下激活油墨的固化。
33.在本发明的第一优选实施方式中,该油墨组是cmyk组,即其包括青色、品红色、黄色和黑色的油墨。因此,根据本发明,cmyk油墨组直接打印在基体的陶瓷材料上,而不需要任何底漆和/或底涂层。在基体的陶瓷材料具有浅色(例如白色、灰色、米色及其色度)的情况下,此第一优选实施方式是特别有效的,当基体的陶瓷材料是瓷器时尤其如此。当待打印装饰由深色(例如深色木材、黑色大理石或深色石材)构成时,此第一优选实施方式也是特别有效的。通常,当主体的陶瓷材料的颜色比构成装饰的颜色浅时,此第一优选实施方式是优选的。在此情况下,实际上,陶瓷材料的颜色代表用于装饰的良好背景,使得装饰本身的颜色可充分地显现。
34.在本发明的第二优选实施方式中,该油墨组可包括cmyk和一种或多种额外油墨。所述额外油墨可优选包括白色和/或黄色油墨。更优选地,所述额外油墨直接打印到基体的陶瓷材料上,而不需要任何底漆和/或底涂层,并且可打印以便为主要由cmyk油墨形成的装饰创建背景色。额外油墨也可与cmyk油墨一起形成装饰的一部分。此外,在黄色额外油墨的情况下,打印机可优选地配置成打印两种黄色油墨,一种是cmyk组的一部分,而另一种形成额外油墨。在基体的陶瓷材料具有深色(例如棕色、红色或深灰色及其色度)的情况下,此第一优选实施方式是特别有效的,当基体的陶瓷材料是红体粘土时尤其如此。当待打印装饰由浅色(例如浅色木材、白色大理石或白色/米色石材)组成时,此第二优选实施方式也是特
别有效的。通常,当主体的陶瓷材料的颜色比构成装饰的颜色更深时,此第二实施方式是优选的。在此情况下,实际上,额外油墨可形成覆盖陶瓷材料的颜色的背景,以便帮助装饰的颜色的显现。
35.因此,根据执行打印装饰的该第二优选实施方式的第一种方式,该方法可以包括在打印cmyk油墨的步骤之前立即打印一种或多种额外油墨的步骤。在此情况下,额外油墨以这样的方式打印,即使得其覆盖外圆角边缘的至少一部分(优选地全部表面),从而形成装饰的背景。有利地,所述额外油墨可在打印之后混合在一起,以便获得所需的背景色调或色度。重要的是注意到,额外油墨不是底涂层、粘结层或底漆。实际上,额外油墨是具有与cmyk油墨相同的化学和物理特性的油墨,使得其提供覆盖基体的陶瓷材料的颜色的唯一功能,并且帮助装饰的颜色的显现。因此,额外油墨不提供任何粘附改善效果。在此第一种方式中,额外油墨可用与用于打印额外的cmyk油墨的打印机不同的打印机,尽管额外油墨和cmyk油墨也可用相同的打印机来打印。此外,额外油墨有利地与cmyk油墨一起固化。在替代实施方式中,所述额外油墨可能在固化cmyk油墨的步骤之前固化。
36.根据执行打印装饰的该第二优选实施方式的第二种方式,该方法可以包括将一种或多种额外油墨与cmyk油墨一起打印的步骤。通过这种方式,即使额外油墨没有打印以形成背景,其也与cmyk混合,以帮助装饰的颜色的显现。
37.根据一个替代实施方式,该油墨组可由任意颜色的油墨形成。所述颜色可以这样的方式选择,即使得对于执行预定设计颜色的打印是最佳的。当打印数量减少的装饰时,此替代实施方式是有效的。实际上,cmyk提供了增加用油墨可获得的颜色的多样性的优点以及还增加待打印的可能装饰的多样性的优点。
38.优选地,所述打印步骤是单程打印操作。单程意味着打印机包括固定打印单元,并且待打印碎片(在此情况下为外圆角瓷砖)在打印单元下方或前方连续移动。
39.特别地,打印机可以优选地包括沿着所述前进方向对准的多个打印单元,其中,每个打印单元配置成打印一种颜色。打印单元,通常也称为杆或梁,可包括一个或多个打印头。每个打印单元优选地专用于特定颜色。因此,基于打印单元在前进方向上的顺序,顺序地打印颜色。为了执行本发明的第二实施方式,用于打印额外油墨的打印单元优选地相对于前进方向设置在上游。在实践中,其中,瓷砖沿着所述前进方向遇到的第一打印单元配置成打印额外油墨,更优选地是白色油墨。如果额外油墨包括黄色油墨,则打印机可优选地包括用于打印黄色额外油墨的一个打印单元和用于打印cmyk油墨组中的黄色油墨的第二打印单元。
40.打印所述可固化油墨的所述步骤可以包括喷射12pl或更多的液滴。例如,打印所述可固化油墨的所述步骤可经由具有60μm直径的喷嘴的打印头来执行。这可允许打印具有6至25μm之间的厚度的装饰层。此外,形成装饰的油墨以0.75至1.15mg/sqcm的量提供。这帮助形成足够厚的层,以显示良好的粘附性能以及机械、物理和化学性质。此外,装饰可以以360dpi的分辨率打印。
41.优选地,所述打印单元可相对于打印机的支撑框架成角度地设置或者可以倾斜,以这种方式在外圆角边缘的构造上正确地执行打印,特别是当外圆角边缘弯曲或倾斜时。
42.打印机还可包括检测装置,该检测装置适于识别进入的外圆角瓷砖和/或其主表面上的装饰,以这种方式确定要在外圆角边缘上打印的正确装饰,使得两个装饰可以匹配。
43.固化可固化油墨的步骤可以包括将可固化油墨暴露于辐射,例如uv辐射或电子束(eb)。在其中可固化油墨是uv可固化的优选实施方式中,该方法包括将外圆角瓷砖(特别是其外圆角边缘)暴露于uv灯(例如汞灯、镓灯或led-uv灯)的步骤。为了固化可固化油墨,led-uv灯是优选的,因为其发射窄波长辐射中并且具有高强度的辐射以更快地固化油墨。例如,uv辐射可以在波长为315至400nm的uva范围内。这是因为对于着色的可固化物质,例如油墨,更长的波长是优选的以更深地固化装饰层。固化可固化油墨的步骤优选地在打印步骤之后立即执行。固化油墨的步骤也可以是部分固化,并且该方法可以包括完全固化油墨的后续步骤。与其他固化机制相比,辐射固化机制是特别有利的,因为其提供了快速且几乎瞬时的固化。
44.该方法还可以包括在所述装饰的顶部上提供保护涂层的步骤。有利地,保护涂层可以是透明的或半透明的。保护涂层可以是有光泽的或无光泽的。优选地,保护涂层的厚度大于装饰(即装饰涂层)的厚度。保护涂层具有为装饰的外圆角提供机械、物理和化学抵抗力的功能。特别地,提高了对划痕和化学侵蚀的抵抗力。但是本发明人已经令人惊讶地发现,装饰的顶部上的保护涂层比在陶瓷材料和装饰之间提供的底涂层或底漆更好地有助于改善装饰对陶瓷材料的粘附,并且这种改善的粘附是出乎意料的。
45.在优选的实施方式中,保护涂层是可固化的保护涂层,优选地是可辐射固化的保护涂层,例如uv辐射或电子束(eb)。保护涂层可以优选地包括丙烯酸基树脂,例如包括不同类型的丙烯酸酯低聚物和/或单体的共混物,例如聚酯丙烯酸酯、聚醚丙烯酸酯、聚氨酯丙烯酸酯、环氧丙烯酸酯。优选地,保护涂层包括光引发剂,用于在预定辐射存在的情况下激活其保护涂层的固化。
46.在一些实施方式中,保护涂层可包括填料(例如矿物颗粒),例如滑石、碳酸钙、氧化铝。所述填料旨在改变保护涂层的外观和/或机械、物理和/或化学性能。例如,所述填料可以是所谓的消光剂,其适于降低保护涂层的光泽度。
47.提供保护涂层的步骤是涂覆步骤,例如喷涂或辊涂步骤。根据一个替代实施方式,提供保护涂层的步骤可以是喷墨打印步骤。涂覆步骤比喷墨打印优选,因为其允许施加在更粘的组合物上,并且当保护涂层包括填料时就是这种情况。此外,涂覆技术可允许形成更厚的保护涂层。作为喷墨打印的替代方式,可能可以使用其他数字打印技术,例如阀喷射打印。当与喷墨打印相比时,阀喷射打印允许打印更粘的油墨,并且还提供更大量的油墨以制造更厚的保护涂层。
48.固化保护涂层的步骤可以包括将保护涂层暴露于辐射,例如uv辐射或电子束(eb)。在其中保护涂层是uv可固化的优选实施方式中,该方法包括将外圆角瓷砖(特别是其外圆角边缘)暴露于uv灯(例如汞灯、镓灯或led-uv灯)的步骤。为了固化保护涂层,汞灯是优选的,特别是发射uvb辐射的汞灯。例如,uv辐射可以在波长为280-315nm的uvb范围内。这是因为对于透明的可固化物质,例如保护涂层,更短的波长是优选的以更深地固化装饰层。固化保护涂层的步骤优选地在提供保护涂层的步骤之后立即执行。应注意,在固化油墨的步骤是部分固化的情况下,固化保护性固化的步骤还可包括完全固化油墨的步骤。
49.该方法还可以包括完成步骤,例如分类和/或包装。应注意,有利地,该方法的所有操作可顺序地执行。特别地,外圆角瓷砖可通过自动运输机或输送机朝向用于执行上述步骤的几个操作站输送,该自动运输机或输送机优选地对于所有操作可以是相同的。实际上,
使用辐射可固化物质的重要优点是生产线或设备的确比标准方法所需的那些小。这一优点通过去除提供底涂层和固化底涂层的步骤而进一步增强。
50.根据其第二独立方面,本发明涉及一种外圆角瓷砖,其包括陶瓷主体和外圆角边缘,其中,所述外圆角边缘包括与陶瓷主体直接接触的固化的数字打印装饰。根据本发明的第二方面的外圆角瓷砖可包括参考第一方面描述的一个或多个特征。
51.通过将装饰直接打印到基体的陶瓷材料上提供了非常好的粘附,而与该瓷砖是外圆角瓷砖并且装饰打印到外圆角边缘上的事实无关。即使打印在瓷砖的主表面上也可获得相同的效果。因此,根据其第三独立方面,本发明涉及一种用于制造瓷砖的方法,包括以下步骤:提供具有由陶瓷材料制成的基体的瓷砖,其中,基体包括主表面;通过喷墨打印可固化油墨在所述主表面的顶部上提供装饰;固化所述装饰。其特征在于,所述可固化油墨与所述基体的陶瓷材料直接接触。根据此第三独立方面的方法可包括以上参考第一独立方面描述的一个或多个特征。因此,本发明还涉及一种具有由陶瓷材料制成的基体的瓷砖,其中,基体包括主表面。其特征在于,瓷砖在所述主表面上包括与陶瓷体直接接触的固化的数字打印装饰。
52.根据本发明的替代的第四独立方面,该方法可以包括提供密封剂的步骤,以在打印装饰之前至少部分地填充陶瓷材料的开孔率。当陶瓷材料包括相对高的开孔率时,特别是对于根据en 14411的b1b类和b2类陶瓷材料,而且对于根据en iso 10545显示出大于0.1%(例如大于0.3%)的孔隙率的陶瓷材料,情况尤其如此。实际上,在此情况下,当可固化油墨渗透到孔隙率深处时,用于固化油墨的辐射几乎不能到达所有可固化油墨。因此,至少部分地填充此孔隙率的密封剂可帮助将可固化油墨保持在表面上以允许其固化。因此,根据其第四独立方面,本发明涉及一种制造外圆角瓷砖的方法,该方法包括以下步骤:提供包括由陶瓷材料制成的基体的瓷砖,其中,基体具有主表面和外圆角边缘,并且其中,所述陶瓷材料具有根据en iso 10545测量的大于0.1(更优选地大于0.3)的吸水率,或根据en 14411属于b1b类或b2类;提供密封剂以至少对应于所述外圆角边缘至少部分地填充陶瓷材料的开孔率;通过喷墨打印辐射可固化油墨在所述外圆角边缘的顶部上提供装饰;固化所述辐射可固化油墨。
53.根据此第四独立方面的一个优选实施方式,密封剂可包括可固化物质,优选地是可热固化物质。因此,该方法还包括固化(优选地热固化)密封剂的步骤,例如干燥密封剂。此密封剂固化步骤优选地在所述打印步骤之前执行。
54.优选地,密封剂可包括聚合物、低聚物、单体或其共混物,其是环氧基、硅氧烷基不饱和聚酯基或聚乙烯基或其混合物。
55.应注意,根据第四方面的方法可包括关于第一方面描述的一个或多个特征。此外,提供密封剂的想法可以类似于第三独立方面的方式应用到基体的主表面,从而形成另外的独立方面。此外,本发明还提供了一种包括密封剂和固化的数字装饰的瓷砖,例如外圆角瓷砖。
56.应注意,本发明还可涉及一种用于执行根据第一独立方面、第三独立方面和/或第四独立方面中的任一方面的方法的设备。例如包括数字喷墨打印机的设备配置成将可固化油墨直接打印到陶瓷材料上,例如此设备没有任何底涂层施加器。此设备可包括关于本发明的其他独立方面描述的一个或多个特征。
57.为了更好地显示本发明的特性,在下文中,作为没有任何限制性特征的实例,参考附图描述实施方式的几种优选形式,其中:
58.图1示出了根据本发明的外圆角瓷砖的透视图;
59.图2是与图1相同的视图,其中具有位于外圆角边缘的顶部上的各层的分解图;
60.图3是根据本发明的第一方面的方法的示意图;
61.图4是图3中的f4所指示的区域的放大示意图;
62.图5是根据本发明的第二方面的方法的示意图。
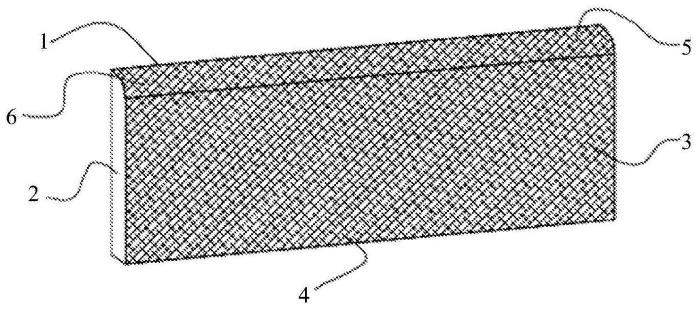
63.图1示出了外圆角瓷砖1,其包括由陶瓷材料制成的基体2。所述陶瓷材料优选地是瓷器,例如,其显示根据en iso 10545测量的低于0.1的吸水率。基体2包括设置有由玻璃质材料(特别是至少一种釉料)获得的装饰4的主表面3。更详细地,在主表面3上设置一个或多个釉层和通过陶瓷油墨的喷墨打印获得的打印物。
64.外圆角瓷砖1还包括一个具有圆形形状的外圆角边缘5。所述外圆角边缘5包括优选地与瓷砖1的主表面3上的装饰4匹配的装饰。
65.如图2所示,外圆角瓷砖1包括设置有由固化的油墨制成的所述装饰6的装饰层7。应注意,装饰层7,特别是其油墨,与基体2的陶瓷材料直接接触。装饰层7,特别是其装饰,通过数字喷墨打印获得,优选地具有320dpi的分辨率。装饰层7具有包括在6μm至25μm之间的厚度。
66.在装饰层7的顶部上设置保护涂层8。保护涂层8是透明的或半透明的。优选地,保护涂层8的厚度大于装饰层7的厚度。保护涂层8还可包括填料,例如矿物颗粒(未示出)。特别是消光剂(例如滑石或碳酸钙),以产生哑光效果。
67.图3示出了根据本发明的第一独立方面的用于制造图1和图2的外圆角瓷砖1的方法的一些步骤。在提供所述外圆角瓷砖1的第一步骤s1中,外圆角瓷砖1设置在运输机t的顶部上。运输机t,例如运输带,在前进方向a上移动外圆角瓷砖1。应注意,在第一步骤s1提供的外圆角瓷砖1包括位于主表面3上的釉面装饰4,并且具有不含任何釉料或涂层的外圆角边缘5,使得形成基体2的陶瓷材料在所述外圆角边缘5处暴露。所述外圆角瓷砖1可通过将瓷砖切割成碎片并且然后研磨所述碎片以形成外圆角边缘5而获得。所述切割和研磨步骤,尽管未示出,但是可形成本发明的方法的一部分。由于所述切割和/或研磨步骤可在湿式工艺中借助于润滑剂执行,所以其随后可进行干燥步骤。
68.在干燥步骤s2中,将外圆角瓷砖1运输到优选地设置有ir灯10的干燥站9,以用于至少干燥外圆角瓷砖1的外圆角边缘5。在所述干燥步骤s2中,确保外圆角边缘5在执行后续步骤时完全干燥。实际上,应注意,形成基体2的陶瓷材料的孔隙率可吸收大气中存在的水分,从而不利地影响油墨和陶瓷材料之间的粘附。此干燥步骤s2是比研磨或切割步骤之后执行的干燥步骤更进一步的干燥步骤。
69.然后,将干燥的外圆角瓷砖1运输到设置有喷墨打印机12的打印站11,以用于通过将辐射可固化油墨直接喷墨打印到基体2的陶瓷材料上而将具有装饰6的装饰层7设置在所述外圆角边缘5上的步骤s3c。实际上,图3示出在打印步骤s3之前在外圆角上没有任何材料施加步骤。
70.可固化油墨组可以优选地包括丙烯酸基油墨,例如包括不同类型的丙烯酸酯低聚物和/或单体的共混物,例如聚酯丙烯酸酯、聚醚丙烯酸酯、聚氨酯丙烯酸酯、环氧丙烯酸
酯。
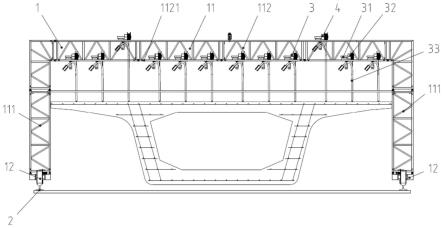
71.图4示意性地示出了打印机12的细节。打印机12是单程打印机,其包括多个打印单元13,每个打印单元包括一个或多个打印头,并且配置成仅打印一种颜色。更详细地,在单程打印机12中,打印单元是固定的,并且外圆角瓷砖1在所述打印单元13下方以连续运动的方式移动,所述打印单元在外圆角瓷砖1移动时喷射墨滴。
72.在图4所示的实例中,打印单元13包括打印头,该打印头具有60μm直径的喷嘴,并且配置成用于喷射12pl或更多的液滴,优选地,用于打印0.75至1.15mg/sqcm之间的墨量。这帮助形成足够厚的层,以显示良好的粘附性能以及机械、物理和化学性质。此外,装饰可以360dpi的分辨率打印。
73.图4所示的优选实例涉及本发明的优选实施方式,其中,打印机配置成打印cmyk油墨组,因此包括cmyk组打印单元14,并且打印机配置成打印一组额外油墨,优选地是白色和黄色的额外油墨,并且包括额外组打印单元15。特别地,这额外组打印单元15相对于前进方向设置在cmyk组打印单元14的上游,使得首先打印该额外油墨。这样,打印在外圆角边缘5上的额外油墨可形成cmyk油墨的背景,从而帮助显现装饰6的颜色。将白色和黄色油墨混合在一起以提供背景的期望阴影。这在装饰6的颜色比形成基体2的陶瓷材料的颜色浅的情况下是特别优选的,例如米色或灰色瓷器上或者红体瓷砖上的白色大理石装饰。应注意,在此优选实例中,打印机包括两个黄色打印单元13,一个是cmyk组打印单元14的一部分,另一个是该额外组打印单元15的一部分。
74.在一个替代的优选实施方式中,打印机12可配置成仅打印cmyk油墨而不打印额外油墨。这取决于待打印的装饰6,并且当装饰6具有比基体的陶瓷材料的颜色更深的颜色时,优选的是这种情况,例如白色或灰色瓷器上的深色木材装饰。在此情况下,打印机12可没有该额外组打印单元14。无论如何,根据此替代的优选实施方式,优选的是,印刷打印机包括在打印期间保持未使用的所述额外组打印单元14。
75.转回到图3,将打印的外圆角瓷砖运送到设置有uv灯17(优选地led-uva灯)的第一固化站16,以在第一固化步骤s4中固化装饰层。
76.在固化装饰层7之后,将外圆角瓷砖1运送到包括辊涂机19的涂覆站18,该辊涂机执行在装饰层7的顶部上提供可固化保护涂层8的步骤s5。保护涂层8优选地为透明的或半透明的,并且优选地为丙烯酸基的。保护涂层8可以悬浮液的形式提供,该悬浮液包括未固化的保护涂层组合物和填料或添加剂,例如矿物颗粒。
77.随后将外圆角瓷砖1运输到设置有uv灯21(优选地汞uvb灯)的第二固化站20,以在第二固化步骤s6中固化保护涂层8。
78.图5示出了根据本发明的第四方面的用于制造外圆角瓷砖1的替代方法。图5所示的方法在形成基体2的陶瓷材料包括相对高的开孔率的情况下特别有效,特别是根据en 14411的b1b类和b2类陶瓷材料,但是对于根据en iso 10545显示出大于0.1%(例如大于0.3%)的孔隙率的陶瓷材料也是如此。
79.图5的方法具有与图3的方法相同的步骤,但是其还包括提供密封剂以至少对应于所述外圆角边缘至少部分地填充陶瓷材料的开孔率的步骤s7。在该实例中,在干燥步骤s2之后将外圆角瓷砖1运送到密封站22,该密封站包括施加装置23,优选地为干燥器或辊式施加器,以用于执行密封步骤s7。优选地,密封剂可包括聚合物、低聚物、单体或其共混物,其
是环氧基、硅氧烷基不饱和聚酯基或聚乙烯基或其混合物。
80.密封剂优选地是可固化物质,更优选地是可热固化物质,特别是有机物质。因此,该方法还包括固化、干燥密封剂的步骤s8。此密封剂固化步骤s8优选地在设置有干燥室25的第三固化站24中执行。
81.如图5所示,密封步骤s7和s8在所述打印步骤s3的上游执行。干燥步骤s2优选地在密封步骤s7和s8的上游执行,但是无论如何不排除干燥步骤s2在所述密封步骤s7和s8的下游或者在上游和下游执行。
82.本发明决不限于上文描述的实施方式,而是可以在不脱离本发明的范围的情况下,根据不同变型来实现这种外圆角瓷砖、方法和设备。
83.此外,从说明书的内容中可以清楚地看出,本发明涉及一个或多个以下列出的编号为1至49的项目:
84.1.一种用于制造外圆角瓷砖的方法,包括以下步骤:
[0085]-提供瓷砖,该瓷砖包括由陶瓷材料制成的基体,其中,基体具有主表面和外圆角边缘;
[0086]-通过喷墨打印可固化油墨以形成装饰,在所述外圆角边缘的顶部上提供装饰层;
[0087]-固化所述可固化油墨;
[0088]
其中,所述可固化油墨在打印之后与基体的陶瓷材料直接接触。
[0089]
2.根据项目1所述的方法,其中,所述可固化油墨是白色油墨或黄色油墨。
[0090]
3.根据前述项目中任一项所述的方法,其中,提供装饰层的所述步骤包括打印可固化油墨组,优选地是cmyk颜色组。
[0091]
4.根据前述项目中任一项所述的方法,其中,提供装饰层的所述步骤包括用cmyk油墨组和额外油墨组进行打印。
[0092]
5.根据前述项目中任一项所述的方法,其中,提供装饰层的所述步骤包括打印背景色的步骤和打印装饰的步骤。
[0093]
6.根据项目5所述的方法,其中,固化背景色的所述步骤和固化装饰的所述步骤在同一步骤中执行。
[0094]
7.根据项目5所述的方法,其中,打印背景色的所述步骤和打印装饰的所述步骤利用同一打印机来执行。
[0095]
8.根据前述项目中任一项所述的方法,其中,设置在外圆角边缘上的所述装饰与设置在瓷砖的主表面上的装饰匹配。
[0096]
9.根据前述项目中任一项所述的方法,其中,所述打印步骤是单程打印操作。
[0097]
10.根据前述项目中任一项所述的方法,包括在所述装饰的顶部上提供保护涂层的步骤。
[0098]
11.根据项目10所述的方法,其中,所述保护涂层是可固化保护涂层。
[0099]
12.根据项目11所述的方法,包括固化所述保护涂层的步骤。
[0100]
13.根据前述项目中任一项所述的方法,其中,固化的所述步骤包括uv或uv led固化。
[0101]
14.根据项目13所述的方法,其中,固化的所述步骤涉及使用镓灯、汞灯或led-uv灯。
[0102]
15.根据前述项目中任一项所述的方法,其中,所述可固化油墨是丙烯酸酯基油墨。
[0103]
16.根据前述项目中任一项所述的方法,其中,在打印步骤期间,瓷砖沿着前进方向前进,并且其中,打印机包括沿着所述前进方向对准的多个打印单元,其中,每个打印单元配置成打印一种颜色,并且其中,瓷砖沿着所述前进方向遇到的第一打印单元配置成打印白色油墨。
[0104]
17.根据前述项目中任一项所述的方法,其中,在打印步骤期间,瓷砖沿着前进方向前进,并且其中,打印机包括沿着所述前进方向对准的多个打印单元,瓷砖包括用于打印cmyk油墨组的第一组打印单元、以及用于打印至少额外油墨的第二组打印单元,并且其中,所述第二组打印单元设置在所述第一组打印单元的上游。
[0105]
18.根据前述项目中任一项所述的方法,其中,在打印步骤期间打印cmyk油墨组和至少一种额外油墨。
[0106]
19.根据项目10所述的方法,其中,提供保护涂层的所述步骤是辊涂步骤。
[0107]
20.根据前述项目中任一项所述的方法,其中,基体的主表面覆盖有釉料,并且其中,所述外圆角边缘基本上没有所述釉料。
[0108]
21.根据前述项目中任一项所述的方法,包括在打印的所述步骤之前至少干燥外圆角边缘的步骤。
[0109]
22.根据项目21所述的方法,其中,在此干燥步骤期间,从基体的陶瓷材料中去除空气水分。
[0110]
23.根据项目21和22中任一项所述的方法,包括将瓷砖切割成碎片并且研磨所述碎片以形成所述外圆角边缘的步骤,并且其中,所述切割和/或研磨是湿式工艺,并且其中,所述方法包括在外圆角边缘的干燥步骤之前用于去除水或润滑剂的另一干燥步骤。
[0111]
24.根据前述项目中任一项所述的方法,其中,陶瓷材料是瓷器。
[0112]
25.根据前述项目中任一项所述的方法,其中,打印所述可固化油墨的所述步骤经由具有60μm直径的喷嘴的打印头执行。
[0113]
26.根据前述项目中任一项所述的方法,其中,装饰包括在6至25μm之间的厚度。
[0114]
27.根据前述项目中任一项所述的方法,其中,以360dpi的分辨率打印装饰。
[0115]
28.根据前述项目中任一项所述的方法,其中,以0.75至1.15mg/sqcm的量提供装饰。
[0116]
29.根据项目10所述的方法,其中,提供保护涂层的所述步骤是喷墨打印步骤。
[0117]
30.根据项目10所述的方法,其中,所述保护涂层是透明的或半透明的。
[0118]
31.根据项目10所述的方法,其中,所述保护涂层包括消光剂。
[0119]
32.根据项目10所述的方法,其中,所述保护涂层包括矿物颗粒。
[0120]
33.根据项目10所述的方法,其中,所述保护涂层包括比装饰层的厚度大的厚度。
[0121]
34.根据前述项目中任一项所述的方法,其中,打印所述可固化油墨的步骤包括喷射12pl的液滴。
[0122]
35.一种外圆角瓷砖,通过根据前述项目中任一项所述的方法获得。
[0123]
36.一种外圆角瓷砖,包括陶瓷主体和外圆角边缘,其中,所述外圆角边缘包括与陶瓷主体直接接触的固化的数字打印装饰。
[0124]
37.根据项目36所述的外圆角瓷砖,包括经由根据项目2至34中任一项所述的方法获得的一个或多个特征,而与项目1的特征无关。
[0125]
38.一种用于装饰瓷砖的方法,包括以下步骤:
[0126]-提供具有由陶瓷材料制成的基体的瓷砖,所述基体具有主表面;
[0127]-通过喷墨打印可固化油墨以形成装饰,在所述主表面的顶部上提供装饰层;
[0128]-固化所述装饰;
[0129]
其中,所述可固化油墨直接打印在基体的陶瓷材料上。
[0130]
39.根据项目38所述的方法,包括根据项目2至34中任一项所述的一个或多个特征,而与项目1的特征无关。
[0131]
40.一种瓷砖,经由根据项目38或39所述的方法获得。
[0132]
41.一种用于制造外圆角瓷砖的方法,包括以下步骤:
[0133]-提供包括由陶瓷材料制成的基体的瓷砖,其中,基体具有主表面和外圆角边缘,并且其中,所述陶瓷材料具有根据iso-en14411测量的大于0.1、更优选地大于0.3的吸水率;
[0134]-提供密封剂以至少在所述外圆角边缘处至少部分地填充所述陶瓷材料的开孔;
[0135]-通过喷墨打印辐射可固化油墨在所述外圆角边缘的顶部上提供装饰;
[0136]-固化所述辐射可固化油墨。
[0137]
42.根据项目41所述的方法,其中,密封剂是可固化物质,例如可热固化的,并且其中,该方法包括固化密封剂的步骤。
[0138]
43.根据项目41或42所述的方法,其中,所述密封剂由环氧基树脂制成。
[0139]
44.根据项目41至43中任一项所述的方法,包括在根据项目1至34中任一项所述项目中包括的任何特征,而与项目1无关。
[0140]
45.一种用于制造外圆角瓷砖的设备,包括用于接收外圆角瓷砖的装载站、喷墨打印机和固化站,其中,该设备在装载站和打印机之间没有任何材料施加装置。
[0141]
46.一种用于制造外圆角瓷砖的设备,包括用于接收外圆角瓷砖的装载站、喷墨打印机和固化站,其中,打印机包括沿着外圆角瓷砖的前进方向对准的多个打印单元,其中,所述方向从装载站延伸至固化站,并且其中,打印机包括用于打印cmyk油墨组的第一组打印单元和用于打印至少额外油墨的第二组打印单元,并且其中,所述第二组打印单元相对于所述前进方向设置在所述第一组打印单元的上游。
[0142]
47.根据项目45或47中任一项所述的设备,包括介于打印机和装载站之间的干燥站。
[0143]
48.根据项目45至47中任一项所述的设备,包括保护涂层涂覆站。
[0144]
49.根据项目48所述的设备,包括保护涂层固化站。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。