1.本发明涉及卷烟制造领域,尤其涉及一种制丝流水线节能调控系统。
背景技术:
2.制丝流水线生产具有叶线及丝线生产线内部工序较长,且辅联设备较多的特点,这就会造成设备在全线启动时,前段过料而后段仍处于轻载、甚至空载运行的情况,使得电机的电能大量浪费,导致成本升高且利润降低。
3.针对于此,行业内考虑针对制丝流水线,设定相应的启动延时以此来达到节能的目的。
4.然而,设定生产延时会因为不同物料、不同的工艺加工标准,需要根据实际情况进行人工调节,但目前无法对流水线生产的设备启停进行动态监控。具体来说,在生产过程中,需要根据物料状态、周期性、季节性以及生产主机设备状态对物料流向进行动态把控,但受到不同加工工艺流量的影响,对于物料的流向生产控制继而进行人工延时调控的难度很大,往往因为人工调控不及时会进一步造成物料浪费、乃至生产产品达标率低等问题。
技术实现要素:
5.鉴于上述,本发明旨在提供一种制丝流水线节能调控系统,以解决制丝生产线中辅联设备存在空载或轻载的问题。
6.本发明采用的技术方案如下:
7.本发明提供了一种制丝流水线节能调控系统,其中包括:物料实时监测装置、制丝流水线上的暂储柜底带、制丝流水线上的辅联设备、第一延时装置、第二延时装置以及调速控制单元;
8.所述物料实时监测装置用于将采集到的负载量信号发送至所述调速控制单元;
9.所述第一延时装置用于设定针对暂储柜底带的启停运行延迟时长;
10.所述第二延时装置用于设定针对辅联设备的启停运行延迟时长;
11.所述调速控制单元用于触发暂储柜底带及辅联设备启停,并调节流水线的运行速率,所述运行速率包括暂储柜底带及辅联设备的频率。
12.在其中至少一种可能的实现方式中,暂储柜底带及辅联设备均具有变频模块。
13.在其中至少一种可能的实现方式中,所述物料实时监测装置为用于指示输送皮带上是否有料的皮带电子秤。
14.在其中至少一种可能的实现方式中,所述物料实时监测装置为设于暂储柜内的料位检测装置,所述料位检测装置用于检测表征出料以及尾料状态的柜内物料堆积高度。
15.在其中至少一种可能的实现方式中,所述第一延时装置以及所述第二延时装置为延时继电器或电子计时器。
16.在其中至少一种可能的实现方式中,所述调速控制单元包括独立配置的plc或制丝线的原机控制器。
17.本发明的主要设计构思在于,考虑到对于制丝流水线生产控制而言,精准把控工序的适时启停及运行速率能够极大克服辅联设备在空载或轻载过程中带来的能源浪费的问题。由此提出通过物料实时监测装置、制丝流水线上的暂储柜底带及辅联设备、第一、第二延时装置及调速控制单元构建节能控制系统的框架,其中物料实时监测装置将采集到的负载量信号发送至所述调速控制单元;第一、第二延时装置分别设定针对暂储柜底带及辅联设的启停运行延迟时长;而调速控制单元则负责触发暂储柜底带及辅联设备启停,并调节流水线的运行速率。本发明可将辅联设备的运行效率提高并降低电量消耗,为烟草行业制丝车间及类似的生产流水线生提供借鉴和参考。
附图说明
18.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
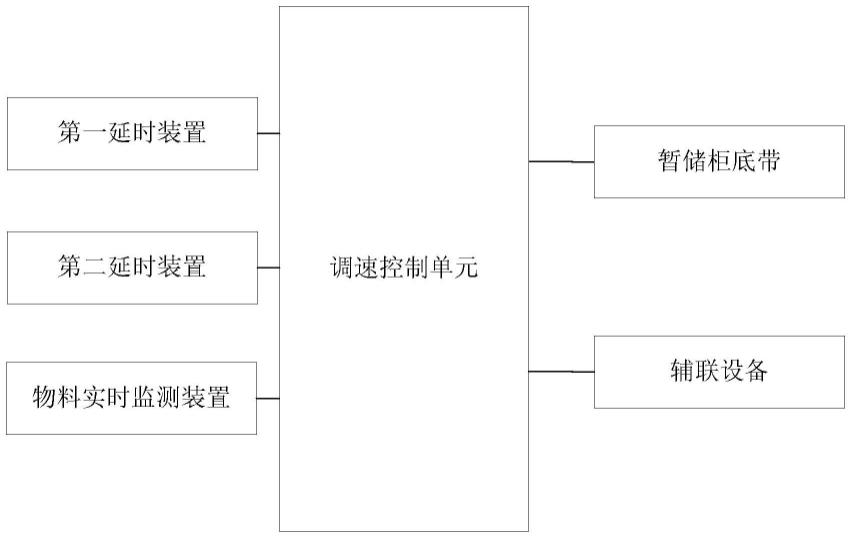
19.图1为本发明实施例提供的制丝流水线节能调控系统的架构示意图。
具体实施方式
20.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
21.本发明提出了一种制丝流水线节能调控系统的实施例,具体来说,如图1所示,其中包括:物料实时监测装置、制丝流水线上的暂储柜底带、制丝流水线上的辅联设备(在流水线上,相对于暂储柜来说,不同的辅联设备具有先后顺序,如位于暂储柜之后依次设置的输送皮带电机、振槽等)、第一延时装置、第二延时装置以及调速控制单元(如独立的plc或制丝线的原机控制器);
22.所述物料实时监测装置用于将采集到的负载量信号发送至调速控制单元;
23.所述第一延时装置用于设定针对暂储柜底带的启停运行延迟时长;
24.所述第二延时装置用于设定针对辅联设备的启停运行延迟时长;
25.所述调速控制单元用于触发暂储柜底带及辅联设备启停,并调节流水线的运行速率,所述运行速率包括暂储柜底带及辅联设备的频率。
26.基于此构思,暂储柜底带及辅联设备均具有变频模块(例如与输送带电机电连接的变频器)。
27.关于所述物料实时监测装置,可以包括用于指示输送皮带上是否有料的皮带电子秤,这样,可以基于出柜物料的重量来动态调节储柜底带的运行频率以及流水线上后道工序输送皮带的运行速率等。例如,在实际操作中,可以在检测到无料或具有预设的少料测量数值后,由第一延时装置延时5分钟后,再由调速控制单元降低暂储柜底带的速率至某个设定低速。可以理解地,此控制方式为示意性的,只需存在皮带电子秤、第一延时装置以及调速控制单元等硬件,本领域技术人员便可以按需进行具体的控制设计和速度、时长参数设置,本发明对此不作限定和赘述。
28.进一步地,所述物料实时监测装置还可以包括设于暂储柜内的料位检测装置,所述料位检测装置发送表征柜内物料堆积高度是否满足预设的出料以及尾料状态,例如在指
示物料堆积高度到达预设的出料标准后,便可以调控暂储柜底带速率以及之后工序的辅联设备运行频率等;而在料位检测装置的信号指示为尾料阶段,暂储柜底带可加速出料,直至排空柜内余料,并优选地,可以结合第一延时装置设定的时间,实现暂储柜底带停止运行;
29.而制丝流水线后道的输送皮带电机、振槽等辅联设备,则可以在暂储柜底带停止后结合第二延时装置的设定时间实现自动停止。可以理解地,前述控制方式同样为示意性的,只需存在料位检测装置、第一延时装置、第二延时装置以及调速控制单元等硬件,本领域技术人员便可以按需进行具体的控制设计和速度、时长参数设置,本发明对此不作限定和赘述。
30.最后还可以补充说明的是,所述第一延时装置以及所述第二延时装置可以采用延时继电器或电子计时器予以实现。
31.在上述各个实施例基础上进行了实测验证,通过非人工调控的自动控制方式,对暂储柜底带及后道的辅联设备的启停进行控制,可在每批次的开始和结尾减少约20分钟的空载运行情况,而以每批次包括空载和正常生产时间总计100分钟计算的话,每批次可减少20%的电能消耗,由此可见本发明能够大大提升设备的运行效率,达到节能降耗的目的。
32.综上所述,本发明的主要设计构思在于,考虑到对于制丝流水线生产控制而言,精准把控工序的适时启停及运行速率能够极大克服辅联设备在空载或轻载过程中带来的能源浪费的问题。由此提出通过物料实时监测装置、制丝流水线上的暂储柜底带及辅联设备、第一、第二延时装置及调速控制单元构建节能控制系统的框架,其中物料实时监测装置将采集到的负载量信号发送至所述调速控制单元;第一、第二延时装置分别设定针对暂储柜底带及辅联设的启停运行延迟时长;而调速控制单元则负责触发暂储柜底带及辅联设备启停,并调节流水线的运行速率。本发明可将辅联设备的运行效率提高并降低电量消耗,为烟草行业制丝车间及类似的生产流水线生提供借鉴和参考。
33.本发明实施例中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示单独存在a、同时存在a和b、单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。“以下至少一项”及其类似表达,是指的这些项中的任意组合,包括单项或复数项的任意组合。例如,a,b和c中的至少一项可以表示:a,b,c,a和b,a和c,b和c或a和b和c,其中a,b,c可以是单个,也可以是多个。
34.以上依据图式所示的实施例详细说明了本发明的构造、特征及作用效果,但以上仅为本发明的较佳实施例,需要言明的是,上述实施例及其优选方式所涉及的技术特征,本领域技术人员可以在不脱离、不改变本发明的设计思路以及技术效果的前提下,合理地组合搭配成多种等效方案;因此,本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。