包括气溶胶生成膜的气溶胶生成制品
1.本发明涉及一种包括气溶胶生成膜的加热式气溶胶生成制品以及用于生产此气溶胶生成制品的方法。
2.加热气溶胶生成基质(诸如含尼古丁基质或含烟草基质)但不使其燃烧的气溶胶生成制品是本领域已知的。通常,在此类加热式吸烟制品中,通过将热量从热源传递到物理地分离的气溶胶生成基质或材料来生成气溶胶,所述气溶胶生成基质或材料可以定位成与热源接触,在热源的内部、周围或下游。在使用气溶胶生成制品期间,挥发性化合物通过从热源的热传递而从气溶胶生成基质中释放,并夹带在通过气溶胶生成制品抽吸的空气中。随着所释放的化合物冷却,所述化合物凝结以形成气溶胶。
3.许多现有技术文献公开了用于消耗气溶胶生成制品的气溶胶生成装置。此类装置包括例如电加热式气溶胶生成装置,其中通过将热量从气溶胶生成装置的一个或多个电加热器元件传递到加热式气溶胶生成制品的气溶胶生成基质来生成气溶胶。
4.过去,通常使用随机取向的烟草材料的碎片、细条或条状物来生产用于加热式气溶胶生成制品的基质。作为替代方案,国际专利申请wo
‑
a
‑
2012/164009提出了由聚集的烟草材料的片材形成的加热式气溶胶生成制品的杆作为示例。
5.国际专利申请wo
‑
a
‑
2011/101164公开了由均质化烟草材料的股形成的加热式气溶胶生成制品的替代杆,所述替代杆可通过浇铸、轧制、压延或挤出包含颗粒烟草和至少一种气溶胶形成剂的混合物以形成均质化烟草材料的片材而形成。在替代实施例中,wo
‑
a
‑
2011/101164的杆可由均质化烟草材料的细条形成,该均质化烟草材料的股通过挤出包含颗粒烟草和至少一种气溶胶形成剂的混合物以形成连续长度的均质化烟草材料而获得。
6.还公开了包含尼古丁的基质的替代形式。举例来说,已提出了液体尼古丁组合物,通常称为电子液体。这些液体组合物可以例如由气溶胶生成装置的盘绕电阻丝来加热。
7.这种类型的基质在制造容纳液体组合物的容器时可能需要特别小心,以防止不期望的泄漏。为了解决这一问题并简化整体制造过程,还提出了提供凝胶组合物,其包括在加热时生成含尼古丁的气溶胶的尼古丁。作为实例,wo
‑
a
‑
2018/019543公开了热可逆凝胶组合物,即当加热到熔融温度时将变成流体并将在胶凝温度下再次固化成凝胶的凝胶。凝胶设置在筒的壳体内,并且当凝胶已经被消耗时,筒可以处置掉和更换。
8.需要提供具有新型气溶胶生成膜的气溶胶生成制品,其具有改善的稳定性。另外,期望向此类气溶胶生成制品提供具有高气溶胶形成剂含量的气溶胶生成膜,使得其可以成功地用作气溶胶生成基质。尤其需要的是,提供更易于在使用后处置或具有减少环境影响的此类气溶胶生成制品。还期望提供此类气溶胶生成制品,其促进在使用期间加热器元件插入到制品中。
9.本发明涉及一种气溶胶生成制品,其包括:限定纵向延伸的内腔的管状载体元件;和气溶胶生成膜。气溶胶生成膜可以设置在管状载体元件的内表面的一部分上。气溶胶生成膜的外表面可暴露于管状载体元件的内腔。气溶胶生成膜可以包括至少25重量%的多元醇。气溶胶生成膜的厚度可以在约0.05毫米与约1.0毫米之间。
10.根据本发明的第一方面,提供了一种气溶胶生成制品,其包括:管状载体元件,所
述管状载体元件限定纵向延伸的内腔;和气溶胶生成膜,所述气溶胶生成膜设置在所述管状载体元件的内表面的一部分上,使得所述气溶胶生成膜的外表面暴露于所述管状载体元件的内腔,其中所述膜包括至少25重量%的多元醇,并且其中所述膜的厚度介于约0.05毫米和约1.0毫米之间。
11.根据本发明的第二方面,提供了一种用于气溶胶生成制品中的气溶胶生成基质,所述气溶胶生成基质包括:管状载体元件,所述管状载体元件限定纵向延伸的内腔;以及设置到所述管状载体元件的内表面的一部分上的气溶胶生成膜,使得所述气溶胶生成膜的外表面暴露于所述管状载体元件的内腔,其中所述膜包括至少25重量%的甘油,并且其中所述膜的厚度在约0.05毫米与约1.0毫米之间。
12.根据本发明的第三方面,提供了一种制造气溶胶生成制品的方法,所述方法包括步骤:提供包含甘油的水性成膜组合物;提供片材材料;将所述水性成膜组合物施加到所述片材材料的表面上以形成膜层;干燥所述膜层以形成包括至少25重量%的甘油的气溶胶生成膜,其中所述气溶胶生成膜的厚度在0.05毫米与1.0毫米之间;以及轧制所述片材材料以形成管状载体元件,所述管状载体元件限定纵向延伸的内腔,并且使所述气溶胶生成膜施加到所述管状载体元件的内表面的一部分。
13.根据本发明的第四方面,提供了一种气溶胶生成系统,其包括气溶胶生成制品和电操作式气溶胶生成装置,所述电操作式气溶胶生成装置包括加热器和构造成接收所述气溶胶生成制品的细长加热室,使得所述气溶胶生成制品在所述加热室中加热。所述气溶胶生成制品包括:管状载体元件,所述管状载体元件限定纵向延伸的内腔;以及设置到所述管状载体元件的内表面的一部分上的气溶胶生成膜,使得所述气溶胶生成膜的外表面暴露于所述管状载体元件的内腔,其中所述膜包括至少25重量%的甘油,并且其中所述膜的厚度在约0.05毫米与约1.0毫米之间。
14.根据本发明的第五方面,提供了一种气溶胶生成系统,其包括气溶胶生成制品和电操作式气溶胶生成装置,所述电操作式气溶胶生成装置包括加热器元件,所述加热器元件被配置成加热所述气溶胶生成制品的气溶胶生成基质。所述气溶胶生成制品包括气溶胶生成基质,所述气溶胶生成基质包括:管状载体元件,所述管状载体元件限定纵向延伸的内腔;以及设置到所述管状载体元件的内表面的一部分上的气溶胶生成膜,使得所述气溶胶生成膜的外表面暴露于所述管状载体元件的内腔,其中所述膜包括至少25重量%的多元醇,并且其中所述膜的厚度在约0.05毫米和约1.0毫米之间。所述加热器元件是加热器叶片或加热器针,所述加热器叶片或加热器针被配置成插入到所述腔中,使得所述加热器叶片或加热器针面向所述气溶胶生成膜的外表面。
15.除非另外说明,否则本文对根据本发明的气溶胶生成制品的特征的任何提及应假定适用于本发明的所有方面。
16.如本文所使用的,术语“气溶胶生成制品”是指用于产生气溶胶的气溶胶生成制品,该气溶胶生成制品包括气溶胶生成基质,该气溶胶生成基质旨在被加热而不是燃烧以便释放可形成气溶胶的挥发性化合物。
17.如本文所使用的,术语“气溶胶生成基质”是指能够在加热时释放可形成气溶胶的挥发性化合物的基质。由本文描述的气溶胶生成制品的气溶胶生成基质生成的气溶胶可以是可见的或不可见的,并且可以包含蒸汽(例如,呈气态的物质的细颗粒,其在室温下通常
为液体或固体)以及冷凝蒸汽的气体和液滴。
18.用于加热式气溶胶生成制品的基质通常还包括“气溶胶形成剂”,即在使用中促进形成气溶胶并且优选地在气溶胶生成制品的工作温度下基本抵抗热降解的化合物或化合物的混合物。合适的气溶胶形成剂的实例包括:多元醇,诸如丙二醇、三甘醇、1,3
‑
丁二醇、甘油;多元醇的酯,诸如甘油单乙酸酯、甘油二乙酸酯或甘油三乙酸酯;以及一元羧酸、二元羧酸或多元羧酸的脂肪酸酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。
19.本发明的气溶胶生成制品的气溶胶生成膜中的多元醇也是上文所阐述含义内的气溶胶形成剂。
20.如本文所使用的,术语“膜”描述厚度小于其宽度或长度的固体层状元件。
21.所述膜可以是自支撑的。换句话说,膜可具有内聚性和机械特性,使得膜即使通过在支撑表面上流延成膜制剂而获得,也可以与支撑表面分离。
22.替代地,膜可以设置在支撑件上或夹在其它材料之间。这可以增强膜的机械稳定性。
23.根据本发明的气溶胶生成制品的气溶胶生成膜的“厚度”对应于膜的相对的基本上平行表面之间测量的最小距离。
24.气溶胶生成膜的厚度可基本上对应于相应成膜组合物被流延或挤出的厚度,因为尽管水损失,流延或挤出的成膜组合物在干燥期间基本上不收缩。
25.根据本发明的气溶胶生成制品的气溶胶生成膜的“重量”通常将对应于相应成膜组合物的组分的重量减去在干燥步骤期间蒸发的水的重量。如果膜是自支撑的,则可以单独对膜称重。如果膜设置在支撑件上,则可以对膜和支撑件称重,并且从膜和支撑件的组合重量减去在膜沉积之前测量的支撑件的重量。
26.除非另有说明,否则本文叙述的气溶胶生成膜的组分的重量百分比基于气溶胶生成膜的总重量。
27.如本文所使用的,术语“纵向”是指与在气溶胶生成制品的上游端和下游端之间延伸的气溶胶生成制品的主纵向轴线相对应的方向。在使用过程中,空气在纵向方向上被抽吸穿过气溶胶生成制品。术语“横向”是指垂直于纵向轴线的方向。
28.除非另有说明,否则对气溶胶生成制品或气溶胶生成制品的部件的“横截面”的任何提及均指横向横截面。如本文所使用的,术语“长度”是指部件在纵向方向上的尺寸,并且术语“宽度”是指部件在横向方向上的尺寸。
29.如本文所用,术语“上游”和“下游”描述气溶胶生成制品的元件或元件的部分相对于气溶胶在使用过程中输送通过气溶胶生成制品的方向的相对位置。
30.如上所述,本发明提供了一种具有新型的气溶胶生成基质布置的气溶胶生成制品。根据本发明,气溶胶生成基质为设置在管状载体元件的内表面上的气溶胶生成膜的形式。特别地,将气溶胶生成膜的层施加到管状载体元件的内表面的至少一部分。气溶胶生成膜的外表面暴露在由管状载体元件限定的纵向内部通道内部。在加热时,由气溶胶生成膜生成气溶胶,气溶胶释放到内部通道中,并且可以通过气溶胶生成制品抽吸到消费者的口中。可以代替或补充在气溶胶生成制品内的任何其它气溶胶生成基质提供气溶胶生成膜。
31.管状载体元件为气溶胶生成膜的薄膜提供支撑表面。气溶胶生成膜被支撑在管状载体元件的内表面上并固定到其上,使得其在使用期间保持在适当位置。因此,使用管状载
体元件提供了将气溶胶生成膜并入气溶胶生成制品中的便利方式。具有所施加的气溶胶生成膜的管状载体元件可容易地并入到气溶胶生成制品的现有构造中,而不需要重大修改,因此,可使用现有制造设备和方法以高速制造根据本发明的气溶胶生成制品。气溶胶生成膜可从管状载体元件的外部容易地加热,或借助于插入到管状载体元件的内部通道中的热元件在内部加热,如下文更详细地描述的。通过在管状载体元件的内表面上提供气溶胶生成膜,管状载体元件的内部通道可以保持畅通,这可以促进加热器元件插入到气溶胶生成制品中。
32.可以选择气溶胶生成膜的组合物,使得膜的大多数组分在气溶胶生成制品的使用期间在加热时蒸发,在中空管状载体元件内部留下最少的残留物。这可以有利地提供更易于处置并且具有减少的环境影响的气溶胶生成制品。
33.可容易地调适气溶胶生成膜的特性和组成,以便控制在膜加热时生成的所得气溶胶。使用气溶胶生成膜还使得能够向消费者提供高度一致的气溶胶。
34.根据本发明的气溶胶生成制品的气溶胶生成膜具有介于约0.05毫米与约1.0毫米之间的厚度。使用管状载体元件使得能够提供相对薄层的气溶胶生成膜。因此,在使膜的暴露表面区域最大化的同时,可以最小化气溶胶生成膜的量。这优化了从气溶胶生成膜释放气溶胶的效率。气溶胶生成膜的浪费量也可以减少。
35.根据本发明的气溶胶生成制品特别适合用于气溶胶生成系统中,所述气溶胶生成系统包括电加热式气溶胶生成装置,所述电加热式气溶胶生成装置具有用于加热气溶胶生成基质的内部加热器元件,如下文更详细地描述的。例如,根据本发明的气溶胶生成制品在气溶胶生成系统中有特定应用,所述气溶胶生成系统包括电加热式气溶胶生成装置,所述气溶胶生成装置具有内部加热器叶片,所述内部加热器叶片适于在气溶胶生成基质附近插入到气溶胶生成制品中。在现有技术中,例如在欧洲专利申请ep
‑
a
‑
0822 670中描述了这种类型的气溶胶生成制品。
36.本文所述的气溶胶生成膜特别适合从气溶胶生成制品内部加热。当由内部加热器元件加热时,管状载体元件的内表面上的气溶胶生成膜可以收缩,这可以有利地使气溶胶生成膜更靠近加热器元件的表面,从而优化气溶胶生成膜的加热。
37.如本文所使用的,术语“气溶胶生成装置”是指包括加热器元件的装置,所述加热器元件与气溶胶生成制品的气溶胶生成基质相互作用以生成气溶胶。
38.根据本发明的气溶胶生成制品可包括用于在使用期间加热气溶胶生成基质的可燃碳热源。在现有技术中,例如在国际专利申请wo
‑
a
‑
2009/022232中描述了这种类型的气溶胶生成制品。
39.如上所述,提供管状载体元件以充当气溶胶生成膜的支撑表面。管状载体元件优选地是中空圆柱形管,其优选地提供在纵向方向上延伸穿过管状载体元件的圆柱形内部通道。优选地,内部通道具有基本圆形的横截面形状。
40.优选地,管状载体元件的壁厚介于约0.05毫米与约0.5毫米之间,更优选地介于约0.15毫米与约0.3毫米之间。壁厚可以根据所使用的材料来选择,使得可以提供所需的硬度水平。
41.优选地,管状载体元件的外径大致等于气溶胶生成制品的外径。这有助于将管状载体元件并入到气溶胶生成制品中。优选地,管状载体元件的外径至少约5毫米,更优选地
至少6毫米。优选地,管状载体元件的外径小于或等于约10毫米,更优选地小于或等于约8毫米。在优选的实施例中,管状载体元件的外径约7毫米。
42.管状元件可以由任何适合材料形成。优选地,管状载体元件是由例如纸或纸板的纤维素片材材料形成的中空管。在本发明的一些实施例中,管状载体元件由层压片材材料形成,所述层压片材材料包括纸或纸板的外层和内层金属,例如铝。在此类实施例中,气溶胶生成膜设置在金属层上方。包括金属层可以有利地优化在使用期间气溶胶生成膜的加热。
43.在本发明的一些实施例中,管状载体元件可以仅出于支撑气溶胶生成膜的目的设置。因此,管状载体元件提供气溶胶生成制品的气溶胶生成基质部件,其可以与一个或多个额外部件组合以形成气溶胶生成制品。在此类实施例中,管状载体元件将仅沿着气溶胶生成制品延伸与气溶胶生成膜一样远,管状载体元件的长度将小于气溶胶生成制品的长度。例如,在此类实施例中,管状载体元件的长度可以在约7毫米与约15毫米之间。
44.更优选地,管状载体元件沿着气溶胶生成制品的全长延伸,其中仅管状载体元件的上游部分具有施加到内表面的气溶胶生成膜。在此类实施例中,构成气溶胶生成基质的管状载体元件的上游部分与气溶胶生成制品的其余部分成一体。可有利地调适在气溶胶生成膜下游的管状载体元件的部分,以提供气溶胶生成制品的其它所需部件,如下文更详细地描述的。使用单个一体式管来提供气溶胶生成制品可以促进气溶胶生成制品的组装。在此类实施例中,管状载体元件的长度优选地在约30毫米与约50毫米之间。
45.如上所述,在根据本发明的气溶胶生成制品中,将气溶胶生成膜施加到管状载体元件的内表面的至少一部分。优选地,气溶胶生成膜设置在气溶胶生成制品的上游端处,所述上游端是通常在气溶胶生成制品插入到气溶胶生成装置中时加热的那端。
46.优选地,将气溶胶生成膜施加到管状载体元件的内表面的至少上游部分。在如上文所述管状载体元件提供气溶胶生成基质,其它部件单独设置在下游的实施例中,气溶胶生成膜可施加到管状载体元件的基本上整个内表面。在如上文所描述管状载体元件延伸气溶胶生成制品的全长的替代实施例中,优选将气溶胶生成膜仅施加到管状载体元件的内表面的上游部分。例如,在此类实施例中,气溶胶生成膜可以从管状载体元件的上游端纵向延伸小于管状载体元件的长度的约50%,或小于管状载体元件的长度的约35%。
47.优选地,气溶胶生成膜沿着管状载体元件的长度延伸至少约6毫米,更优选地沿着管状载体元件纵向延伸至少约8毫米。优选地,气溶胶生成膜沿着管状载体元件纵向延伸不超过约15毫米,更优选地沿着管状载体元件纵向延伸不超过约12毫米。优选地,气溶胶生成膜从管状载体元件的上游边缘延伸,但在一些实施例中,气溶胶生成膜的上游端可以设置在距管状载体元件的上游边缘一定距离处。
48.优选地,气溶胶生成膜围绕管状载体元件的内表面全部周向地延伸。
49.气溶胶生成膜在管状载体元件的内表面上的布置意指气溶胶生成膜的外表面暴露于管状载体元件的内腔。这允许加热气溶胶生成膜,并且允许将气溶胶生成膜加热后生成的挥发性组分释放到内腔中。气溶胶生成膜的暴露表面积可取决于使用期间所需的气溶胶递送水平而调适。优选地,暴露于内腔的气溶胶生成膜的外表面的表面积为至少约0.5平方厘米,更优选地至少1平方厘米。优选地,暴露于内腔的气溶胶生成膜的外表面的表面积小于约2.5平方厘米,更优选地小于约2平方厘米。例如,暴露于内腔的气溶胶生成膜的外表
面的表面积可以在约0.5平方厘米与约2.5平方厘米之间,或在约1平方厘米与约2平方厘米之间。
50.根据本发明,气溶胶生成制品中的气溶胶生成膜的厚度至少约0.05毫米,优选至少约0.1毫米,更优选至少约0.15毫米。气溶胶生成膜的厚度不超过约1.0毫米,优选不超过约0.5毫米,更优选不超过约0.3毫米。例如,膜的厚度可以在约0.05毫米与约1.0毫米之间,或者在约0.1毫米与约0.5毫米之间,或者在约0.15毫米与约0.3毫米之间。因此,本发明提供了气溶胶生成膜的相对较薄的层,使得可最大化表面积与膜的重量的比率。这提高了在加热时从气溶胶生成膜释放挥发性组分的效率。使用相对薄层的气溶胶生成膜还使得膜的重量能够保持低,同时保持足够的表面积。这有利地减小了气溶胶生成膜的热惯性,以进一步提高气溶胶生成的效率。
51.管状元件中的气溶胶生成膜的重量还可取决于使用期间所需的气溶胶递送水平而调适。优选地,选择气溶胶生成膜的重量,使得气溶胶生成膜的基本上所有挥发性组分在气溶胶生成制品的典型加热周期期间释放,以便最小化浪费并最大化管状载体元件的降解性。
52.优选地,管状载体元件提供至少约20毫克的气溶胶生成膜,更优选地至少约50毫克的气溶胶生成膜,更优选地至少约100毫克的气溶胶生成膜。优选地,管状载体元件提供不超过约300毫克的气溶胶生成膜,更优选地不超过约200毫克的气溶胶生成膜。例如,管状载体元件可以提供介于约20毫克与约300毫克之间的气溶胶生成膜,或介于约50毫克与约200毫克之间的气溶胶生成膜,或介于约100毫克与约200毫克之间的气溶胶生成膜。
53.气溶胶生成膜优选地具有至少约100克/平方米,更优选地至少约120克/平方米,最优选地至少约140克/平方米的基重。优选地,气溶胶生成膜具有不超过300克/平方米,更优选地不超过280克/平方米,最优选地不超过260克/平方米的基重。例如,气溶胶生成膜可具有介于约100克/平方米与约300克/平方米之间,或介于约120克/平方米与约280克/平方米之间,或介于约140克/平方米与约260克/平方米之间的基重。
54.在本发明的某些实施例中,气溶胶生成膜可在其表面的至少一部分上纹理化。如本文所使用的,术语“纹理的”是指已卷曲、凸印、凹印、穿孔或以其他方式局部变形的膜。例如,气溶胶生成膜可包括多个间隔开的压痕、凸起、穿孔或其组合。纹理可以设置在气溶胶生成膜的一侧上,或设置在气溶胶生成膜的两侧上。纹理的提供可以有利地增加气溶胶生成膜的暴露表面积,以提高气溶胶生成膜的挥发性组分在加热时的释放效率。
55.在特别优选的实施例中,气溶胶生成膜被卷曲。如本文所使用的,术语“卷曲”表示膜具有多个基本上平行的隆脊或波纹。
56.根据本发明的气溶胶生成制品的气溶胶生成膜具有包含至少约25重量%的多元醇、更优选至少约30重量%的多元醇、更优选至少约35重量%的多元醇、更优选至少约40重量%的多元醇的组成。
57.优选地,气溶胶生成膜优选包含小于约90重量%的多元醇、更优选小于约80重量%的多元醇、更优选小于约70重量%的多元醇、更优选小于约60重量%的多元醇。
58.例如,气溶胶生成膜可包含约25重量%至约90重量%之间的多元醇、或约30重量%至约80重量%之间的多元醇、或约35重量%至约70重量%之间的多元醇、或约40重量%至约60重量%之间的多元醇。
59.适合用于气溶胶生成膜中的多元醇包括但不限于丙二醇、三乙二醇、1,3
‑
丁二醇和甘油。优选地,在根据本发明的气溶胶生成膜中,多元醇选自甘油、丙二醇及其组合。在特别优选的实施方案中,多元醇为甘油。
60.因此,本发明有利地提供了具有显著的多元醇含量的膜,其可容易地从具有凝胶样质地的组合物开始流延或挤出和固化。由于可以膜的形式提供显著百分数的多元醇,特别是甘油,同时能够精细地控制膜的几何形状,故本发明有利地提供了特别适合用作设计为加热以释放气溶胶的气溶胶生成制品中的气溶胶生成基质的膜。
61.优选地,气溶胶生成膜还包含至少约3重量%的基于纤维素的成膜剂、更优选至少约6重量%的基于纤维素的成膜剂、更优选至少约10重量%的基于纤维素的成膜剂、更优选至少约14重量%的基于纤维素的成膜剂、更优选至少约16重量%的基于纤维素的成膜剂、更优选至少约18重量%的基于纤维素的成膜剂。
62.气溶胶生成膜可包含至多约70重量%的基于纤维素的成膜剂。优选地,气溶胶生成膜优选包含不超过约26重量%的基于纤维素的成膜剂、更优选不超过约24重量%的基于纤维素的成膜剂、更优选不超过约22重量%的基于纤维素的成膜剂。
63.例如,气溶胶生成膜可包含约3重量%至约70重量%之间的基于纤维素的成膜剂、或约6重量%至约26重量%之间的基于纤维素的成膜剂、或约10重量%至约24重量%之间的基于纤维素的成膜剂、或约14重量%至约24重量%之间的基于纤维素的成膜剂、或约16重量%至约22重量%之间的基于纤维素的成膜剂、或约18重量%至约22重量%之间的基于纤维素的成膜剂。
64.在本发明的上下文中,术语“基于纤维素的成膜剂”用于描述能够独自地或在辅助增稠剂的存在下形成连续膜的纤维素聚合物。
65.优选地,基于纤维素的成膜剂选自羟丙基甲基纤维素(hpmc)、甲基纤维素(mc)、乙基纤维素(ec)、羟乙基甲基纤维素(hemc)、羟乙基纤维素(hec)、羟丙基纤维素(hpc)及其组合。在特别优选的实施方案中,基于纤维素的成膜剂为hpmc。
66.优选地,气溶胶生成膜中基于纤维素的成膜剂的重量与多元醇的重量之间的比率为至少约0.1,更优选至少约0.2,甚至更优选约0.3。另外,或作为替代方案,气溶胶生成膜中基于纤维素的成膜剂的重量与多元醇的重量之间的比率优选小于或等于约1。
67.在优选的实施方案中,气溶胶生成膜中基于纤维素的成膜剂的重量与多元醇的重量之间的比率为约0.1至约1。
68.本发明人已惊奇地发现,包含至少6重量%的基于纤维素的成膜剂、优选hpmc的气溶胶生成膜尤其稳定。因此,当暴露于各种环境条件时,如相对湿度从10%到60%变化时,它们将基本上保持其形状。相应地,如上所述的气溶胶生成膜在储存或运输期间有利地不会释放液相。
69.优选地,气溶胶生成膜还包含至少约1重量%的基于非纤维素的增稠剂、更优选至少约2重量%的基于非纤维素的增稠剂、更优选至少约3重量%的基于非纤维素的增稠剂。优选地,气溶胶生成膜优选包含不超过约10重量%的基于非纤维素的增稠剂、更优选不超过约8重量%的基于非纤维素的增稠剂、更优选不超过约6重量%的基于非纤维素的增稠剂。例如,气溶胶生成膜可包含约1重量%至约10重量%之间的基于非纤维素的增稠剂、或约2重量%至约8重量%之间的基于非纤维素的增稠剂、或约3重量%至约6重量%之间的基
于非纤维素的增稠剂。
70.如本文中结合本发明所用,术语“基于非纤维素的增稠剂”用于描述当加到水性或非水性液体组合物中时将增加液体组合物的粘度而基本上不改变其其他性质的非纤维素物质。增稠剂可增加稳定性,并改善组分在液体组合物中的悬浮。增稠剂也可称为“增稠试剂”或“流变改性剂”。
71.优选地,在根据本发明的气溶胶生成膜中,基于非纤维素的增稠剂选自琼脂、黄原胶、阿拉伯树胶、瓜尔胶、刺槐豆胶、果胶、角叉菜胶、淀粉、藻酸盐及其组合。在优选的实施方案中,基于非纤维素的增稠剂为琼脂。
72.优选地,气溶胶生成膜中基于非纤维素的增稠剂的重量与多元醇的重量之间的比率为至少约0.05,更优选至少0.1,甚至更优选至少0.2。另外,或作为替代方案,气溶胶生成膜中基于非纤维素的增稠剂的重量与多元醇的重量之间的比率优选小于或等于约0.5。
73.在优选的实施方案中,气溶胶生成膜中基于非纤维素的增稠剂的重量与多元醇的重量之间的比率为约0.1至约0.5。
74.本发明人已惊奇地发现,将基于纤维素的成膜剂和基于非纤维素的增稠剂的组合与多元醇一起并入到膜中可提供具有改善的稳定性的膜,所述膜可以高的精度和可重复性产生。
75.优选地,气溶胶生成膜包含小于约30重量%的水。更优选地,气溶胶生成膜包含约10重量%至约20重量%之间的水。
76.在一些实施方案中,气溶胶生成膜还包含生物碱化合物。
77.如本文中结合本发明所用,术语“生物碱化合物”描述含有一个或多个碱性氮原子的一类天然存在的有机化合物中的任何一种。通常,生物碱在胺型结构中包含至少一个氮原子。生物碱化合物分子中的这个或另一个氮原子可以在酸碱反应中用作碱。大多数生物碱化合物的氮原子中的一个或多个作为环状系统的一部分,例如杂环。在自然界中,生物碱化合物主要存在于植物中,在某些开花植物科中尤为常见。然而,一些生物碱化合物存在于动物物种和真菌中。在本发明的上下文中,术语“生物碱化合物”用于描述天然来源的生物碱化合物和合成制造的生物碱化合物。
78.优选地,生物碱选自:尼古丁、阿那他滨及其组合。
79.通常,气溶胶生成膜可包含至多约10重量%的生物碱化合物。可增加和调节膜中生物碱化合物的含量以优化生物碱化合物以气溶胶形式向消费者的递送。与基于植物材料的使用的现有气溶胶生成基质相比,这可有利地允许每体积基质(膜)或每重量基质(膜)的较高生物碱化合物的含量,这从制造角度可能是合乎需要的。
80.优选地,气溶胶生成膜包含至少约0.5重量%的生物碱化合物。因此,气溶胶生成膜优选包含至少约0.5重量%的生物碱化合物。
81.更优选地,气溶胶生成膜包含至少约1重量%的生物碱化合物,更优选至少约2重量%的生物碱化合物。气溶胶生成膜优选包含小于约6重量%的生物碱化合物,更优选小于约5重量%的生物碱化合物,更优选小于约4重量%的生物碱化合物。
82.例如,气溶胶生成膜可包含约0.5重量%至约10重量%的生物碱化合物,或约1重量%至约6重量%的生物碱化合物,或约2重量%至约5重量%的生物碱化合物。
83.在一些实施方案中,气溶胶生成膜包含生物碱化合物,所述生物碱化合物包含尼
古丁或阿那他滨。在一些优选的实施方案中,气溶胶生成膜包含尼古丁。
84.如本文中结合本发明所用,术语“尼古丁”用于描述尼古丁、尼古丁碱或尼古丁盐。在其中气溶胶生成膜包含尼古丁碱或尼古丁盐的实施方案中,本文记载的尼古丁的量分别是游离碱尼古丁的量或质子化尼古丁的量。
85.气溶胶生成膜可包含天然尼古丁或合成尼古丁。
86.气溶胶生成膜可包含一种或多种单质子尼古丁盐。
87.如本文中结合本发明所用,术语“单质子尼古丁盐”用于描述单质子酸的尼古丁盐。
88.优选地,气溶胶生成膜包含至少约0.5重量%的尼古丁。更优选地,气溶胶生成膜包含至少约1重量%的尼古丁。甚至更优选地,气溶胶生成膜包含至少约2重量%的尼古丁。另外,或作为替代方案,气溶胶生成膜优选包含小于约10重量%的尼古丁。更优选地,气溶胶生成膜包含小于约6重量%的尼古丁。甚至更优选地,气溶胶生成膜包含小于约5重量%的尼古丁。例如,气溶胶生成膜可包含约0.5重量%至约10重量%之间的尼古丁、或约1重量%至约6重量%之间的尼古丁、或约2重量%至约5重量%之间的尼古丁。
89.气溶胶生成膜可以是基本上无烟草的气溶胶生成膜。
90.如本文中结合本发明所用,术语“基本上无烟草的气溶胶生成膜”描述了烟草含量小于1重量%的气溶胶生成膜。例如,气溶胶生成膜可具有小于约0.75重量%、小于约0.5重量%或小于约0.25重量%的烟草含量。
91.气溶胶生成膜可以是无烟草的气溶胶生成膜。
92.如本文中结合本发明所用,术语“无烟草的气溶胶生成膜”描述了烟草含量为0重量%的气溶胶生成膜。
93.在一些实施方案中,气溶胶生成膜包含烟草材料或非烟草植物材料或植物提取物。举例来说,气溶胶生成膜可包含烟草颗粒,如烟草烟片颗粒,以及其他植物如丁香和桉属植物的颗粒。在气溶胶生成膜包含烟草的情况下,烟草含量优选不超过约70重量%、更优选不超过约50重量%、更优选不超过约30重量%、最优选不超过约10重量%。
94.在优选的实施方案中,气溶胶生成膜包含酸。更优选地,气溶胶生成膜包含一种或多种有机酸。甚至更优选地,气溶胶生成膜包含一种或多种羧酸。在特别优选的实施方案中,酸为乳酸或乙酰丙酸。
95.在包含尼古丁的气溶胶生成膜的实施方案中,酸的包含是特别优选的,因为已观察到酸的存在可稳定成膜组合物中的溶解物种,如尼古丁和其他植物提取物。不希望受理论束缚,但应理解,酸可与尼古丁分子相互作用,尤其是在尼古丁以盐形式提供的情况下,并且这将基本上防止尼古丁在干燥操作期间蒸发。因此,膜的制造过程中的尼古丁损失可最小化,并可有利地确保向消费者更高、更好地控制的尼古丁递送。
96.优选地,气溶胶生成膜包含至少约0.25重量%的酸。更优选地,气溶胶生成膜包含至少约0.5重量%的酸。甚至更优选地,气溶胶生成膜包含至少约1重量%的酸。另外,或作为替代方案,气溶胶生成膜优选包含小于约3.5重量%的酸。更优选地,气溶胶生成膜包含小于约3重量%的酸。甚至更优选地,气溶胶生成膜包含小于约2.5重量%的酸。
97.例如,气溶胶生成膜可包含约0.25重量%至约3.5重量%之间的酸、或约0.5重量%至约3重量%之间的酸、或约1重量%至约2.5重量%之间的酸。
98.气溶胶生成膜可任选地包含调味剂。在一些实施方案中,气溶胶生成膜可包含至多约2重量%的调味剂。举例来说,气溶胶生成膜可包含以下中的一种或多种:薄荷醇、萜烯、类萜、丁香酚和桉树脑。
99.可以通过形成膜的组分的成膜组合物,优选水性成膜组合物,将成膜组合物流延或挤出到支撑表面上,使成膜组合物胶凝,然后干燥成膜组合物以获得气溶胶生成膜,来产生气溶胶生成膜。然后,膜可以从支撑表面分离,并入到用于气溶胶生成制品的气溶胶生成基质中。替代地,膜可以与支撑表面一起并入到气溶胶生成基质中,例如在气溶胶生成膜直接施加到片材材料上以用于形成管状载体元件的实施例中,如下所述。
100.在加热时,发现气溶胶生成膜的大多数组分蒸发。实际上,已观察到,在使用之后通常仅留下一些基于纤维素的成膜剂的残留物(在存在时)。因而,并入有包括如所描述的气溶胶生成膜的基质的气溶胶生成制品可能更容易处置,并且可具有改进的环境影响。
101.在使用期间,可以将气溶胶生成膜加热到约180摄氏度到约250摄氏度的温度,以便生成气溶胶。本发明人已惊讶地发现,当气溶胶生成膜在气溶胶生成装置中加热时,其可释放多元醇而基本上不释放液相。
102.根据本发明的气溶胶生成制品并入有如上文所描述的管状载体元件。如所讨论的,在本发明的某些优选实施例中,管状载体元件基本上延伸气溶胶生成制品的全长。在此类实施例中,管状载体元件优选地并入有气溶胶生成制品的一个或多个额外部件。优选地,气溶胶生成制品还包括在管状载体元件的内腔内在气溶胶生成膜下游的流动限制元件。优选地,流动限制元件借助于摩擦配合保持在管状载体元件的内腔内部。
103.可以有利地并入流动限制元件,以便为气溶胶生成制品提供可接受的抽吸阻力(rtd)水平。用于提供所需水平的rtd的合适的流动限制元件将是技术人员已知的。在一些实施例中,流动限制元件可以收缩,例如其直径小于内腔的直径的一个或多个孔。在优选实施例中,流动限制元件包括一个或多个纤维过滤材料塞,例如一个或多个乙酸纤维素塞。
104.在插入加热器元件之后气溶胶生成制品的抽吸阻力(rtd)优选地在约40mm wg与约140mm wg之间,更优选地在约80mm wg与约120mm wg之间。
105.如本文中所使用,抽吸阻力用“mm wg”或“毫米水表”的压力单位表示并且根据iso 6565:2002进行测量。
106.流动限制元件可以延伸到管状载体元件的下游端。备选地,流动限制元件可以延伸到管状载体元件的下游端上游的位置,使得中空腔设置在流动限制元件的下游。
107.流动限制元件优选地沿着管状载体元件纵向延伸约15毫米与约25毫米之间的距离。
108.优选地,流动限制元件在纵向方向上与气溶胶生成膜间隔开,使得流动限制元件和气溶胶生成膜由管状载体元件的内腔内部的中空空间分开。管状载体元件内的部件的这种分离有利地为在气溶胶生成制品内形成气溶胶提供了空间。优选地,流动限制元件与气溶胶生成膜之间的纵向间隔是管状载体元件的长度的至少约10%,更优选地是长度的至少约20%。优选地,气溶胶生成膜与流动限制元件之间的空间的长度是由气溶胶生成膜覆盖的管状载体元件的部分的长度的至少50%。
109.优选地,管状载体元件的至少一端被密封。特别优选地,管状载体元件的两端被密封。管的端部的密封有利地防止空气和水在使用之前进入管状载体元件的内腔。这有助于
在储存期间保持气溶胶生成膜的新鲜性,以便优化加热时气溶胶的递送。此外,管状载体元件的端部的密封可以减少在储存期间气溶胶生成膜的挥发性组分的损耗,使得这些组分可以最大化地递送给消费者。
110.在一端或两端处的管状载体元件的密封可以通过任何合适的手段进行。优选地,管状载体元件的所述或每个开口端由密封元件覆盖,所述密封元件固定到管状载体元件的所述端以便覆盖内腔的开口。密封元件优选地呈覆盖管状载体元件的内腔的开口的材料片的形式。优选地,所述材料片是基本上不可渗透的。密封元件可以由任何合适的片材材料形成,包括但不限于纸、铝、聚合物或其组合。
111.优选地,在管状元件的上游端处设置脆性密封元件,其中脆性密封元件适于阻挡气流进入和离开管状载体元件的内腔。在此类实施例中,密封元件是脆性的,使得在将气溶胶生成制品插入气溶胶生成装置中时,其可被加热器元件或其它穿孔装置穿透。如果需要,可以在脆性密封元件的正后方提供支撑元件,例如纤维过滤材料塞,以便促进由加热器元件或其它穿透装置穿透脆性密封元件。
112.替代地,在管状载体元件的上游端处设置的密封元件可包括折叠片或膜,该折叠片或膜适于接收加热器元件并且在加热器元件被插入时展开和延伸,使得片或膜在加热期间保持在加热器元件周围。这可防止污染加热器元件。优选地,在此类实施例中,折叠片或膜由铝片形成。
113.在另一替代方案中,在管状载体元件的上游端处设置的密封元件可包括具有凹部的片或膜,所述凹部纵向延伸回到管状载体元件的内腔中并且适于在使用期间接收加热器元件。与上文描述的实施例一样,片或膜在使用期间保留在加热器元件周围以防止污染加热器元件。优选地,在此类实施例中,包括凹部的片或膜由铝片形成。
114.在密封元件设置在管状载体元件的上游端处的情况下,管状载体元件的下游端可以保持打开。替代地,密封元件可以另外设置在管状载体元件的下游端处,可以具有与设置在上游端处的密封元件相同或不同的形式。
115.当在下游端处设置密封元件时,下游密封元件可以是可移除的,使得在使用之前可以从气溶胶生成制品移除。
116.替代地或除了在管状载体元件的上游端处设置密封元件之外,管状支撑元件可以设置在管状载体元件的上游端处。例如,中空乙酸盐管可以设置在管状载体元件的上游端处气溶胶生成膜的上游。管状支撑元件可以有利地在使用前最小化气溶胶生成制品损失任何气溶胶生成膜的风险。此外,管状支撑元件可促进在气溶胶生成装置中使用气溶胶生成制品期间内部加热器元件插入到气溶胶生成制品中和从气溶胶生成制品移除。此外,管状支撑元件可用于引导或控制气流通过气溶胶生成制品。
117.如上文所定义,本发明的第二方面提供一种用于气溶胶生成制品的气溶胶生成基质,其中所述气溶胶生成基质包括具有施加到内表面的气溶胶生成膜的管状载体元件。管状载体元件和气溶胶生成膜可以具有上文关于本发明的第一方面所描述的任何特征或特性。然而,根据本发明的第二方面,管状载体元件仅充当气溶胶生成膜的支撑件,并且适于与气溶胶生成制品中的其它部件组合。
118.上文描述的根据本发明的气溶胶生成制品可以使用如上文所定义的根据本发明的第三方面的方法来生产。该方法包括提供包含多元醇的水性成膜组合物的第一步和提供
片材材料的第二步。在第三步中,将水性成膜组合物涂覆到片材材料的表面上以形成膜层,并且在第四步中,将膜层干燥以形成具有至少25重量%的多元醇并且厚度介于约0.05毫米与约1.0毫米之间的气溶胶生成膜。在第五步中,轧制片材材料以形成管状载体元件,所述管状载体元件限定纵向延伸的内腔,并且具有施加到管状载体元件的内表面的一部分的气溶胶生成膜。
119.在此类实施例中,膜层可沉积或渗润到片材材料中,所述片材材料优选为基于纤维素的纸。
120.在根据本发明的替代方法中,气溶胶生成膜与管状载体元件分开形成,并且随后施加到管状载体元件的内表面。
121.在此类实施例中,在根据本发明的方法的第一步中,提供一种管状载体元件,其中所述管状载体元件限定纵向延伸的内腔。在第二步中,提供了包括多元醇的水性成膜组合物。在第三步中,将水性成膜组合物施加到平面表面上以形成膜层。在第四步中,将膜层干燥以形成具有至少25重量%的多元醇且具有0.05毫米至1.0毫米的厚度的气溶胶生成膜。在第五步中,将气溶胶生成膜施加到内腔内的管状载体元件的内表面的一部分,使得气溶胶生成膜的外表面暴露于内腔。
122.本发明还提供气溶胶生成系统,所述气溶胶生成系统包括与电操作式气溶胶生成装置组合的如上文详细描述的根据本发明的气溶胶生成制品,所述气溶胶生成装置适于接收气溶胶生成制品并且具有加热器元件,所述加热器元件被配置成加热在气溶胶生成制品的管状载体元件内设置的气溶胶生成膜,使得生成气溶胶。
123.优选地,加热器元件被配置成将气溶胶生成膜加热到约120摄氏度到约350摄氏度的温度,更优选地加热到约200摄氏度到约220摄氏度的温度。
124.在根据本发明的第四方面的气溶胶生成系统中,电操作式气溶胶生成装置被配置成从管状载体元件的外部从外部加热气溶胶生成制品。提供了一种细长加热室,其适于接收气溶胶生成制品,并且加热器元件周向地围绕加热室设置以部分或完全地环绕在腔室内的气溶胶生成制品,使得气溶胶生成膜被加热。
125.在根据本发明的第五方面的气溶胶生成系统中,电操作式气溶胶生成装置被配置成从管状载体元件内从内部加热气溶胶生成制品。提供了一种呈细长加热器叶片或针形式的加热器元件,其适于插入到管状载体元件的内腔中,使得加热器叶片或针面向气溶胶生成膜的暴露外表面,以便加热气溶胶生成膜。
126.在根据本发明的气溶胶生成系统中,加热器元件可以具有用于传导热量的任何合适的形式。气溶胶生成系统可为包括感应加热装置的电操作气溶胶生成系统。感应加热装置通常包括被构型成耦合到感受器的感应源。感应源产生交变电磁场,该交变电磁场在感受器中感应出磁化或涡流。感受器可由于磁滞损耗或感应涡流而被加热,所述磁滞损耗或感应涡流通过欧姆或电阻加热来加热感受器。
127.包括感应加热装置的电操作式气溶胶生成系统还可包括具有气溶胶生成膜和与气溶胶生成膜热邻近的感受器的气溶胶生成制品。通过磁滞损耗或感应涡流加热感受器,这继而加热气溶胶生成膜。通常,感受器与气溶胶生成膜直接接触,且热量主要通过传导从感受器传递到气溶胶生成膜。具有感应加热装置的电操作气溶胶生成系统和具有感受器的气溶胶生成制品的实例在wo
‑
a1
‑
95/27411和wo
‑
a1
‑
2015/177255中描述。
128.现在将参考附图进一步描述本发明,其中:
129.图1示出了根据本发明的第一实施例的气溶胶生成制品的示意性纵向截面图;
130.图2示出了与气溶胶生成装置的内部加热器元件组合的图1的气溶胶生成制品的示意性纵向截面图;
131.图3示出了与气溶胶生成装置的外部加热器元件组合的图1的气溶胶生成制品的示意性纵向截面图;以及
132.图4示出了根据本发明的第二实施例的与气溶胶生成装置的内部加热器元件组合的气溶胶生成制品的示意性纵向截面图。
133.图1中所示的气溶胶生成制品10包括管状载体元件12、气溶胶生成膜14和流动限制元件16。
134.管状载体元件12呈纸管形式,所述纸管具有大约12毫米的长度和大约7毫米的外径。管状载体元件12是圆柱形形状的,并且限定从管状载体元件12的上游端20延伸到下游端22的纵向延伸的内腔18。
135.气溶胶生成膜14作为单层设置在管状载体元件12的内表面上方。气溶胶生成膜14具有大约0.25毫米的厚度,并且沿着内腔18从管状载体元件12的上游端20向下游延伸到距上游端20大约10毫米的距离。因此,气溶胶生成膜14覆盖管状载体元件12的内表面上的大约2平方厘米的区域。
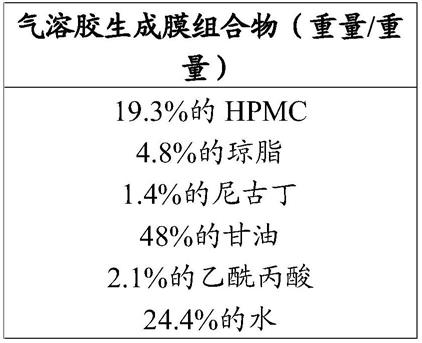
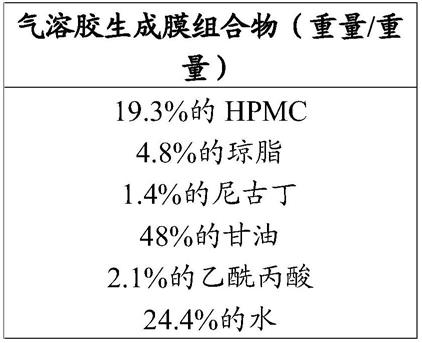
136.气溶胶生成膜14具有以下组成:
[0137][0138]
流动限制元件16包括乙酸纤维素丝束的单个区段,该单个区段设置在管状载体元件12的内腔18内下游端22处。流动限制元件16具有大约20毫米的长度和对应于管状载体元件12的内腔18的直径的外径。流动限制元件16在气溶胶生成膜14的下游并与气溶胶生成膜14间隔开,使得在管状载体元件12内部在气溶胶生成膜14的下游端与流动限制元件16的上游端之间限定空白空间。
[0139]
管状载体元件12的上游端20借助于上游密封元件24密封,所述上游密封元件包括设置在管状载体元件12的端部上方的铝片,以密封内腔18的上游端。
[0140]
管状载体元件12的下游端22借助于下游密封元件26密封,所述下游密封元件包括在管状载体元件12的下游端处在流动限制元件16的下游端上设置的纸片。
[0141]
图1中所示的气溶胶生成制品10适合与电操作式气溶胶生成装置一起使用,该电操作式气溶胶生成装置包括用于加热气溶胶生成膜14的加热器。
[0142]
图2示出了在具有加热器叶片52的气溶胶生成装置50中加热的气溶胶生成制品10的示意图。气溶胶生成制品10插入到气溶胶生成装置50中,使得加热器叶片52穿透上游密封元件24,并插入到管状载体元件12的内腔18中。加热器叶片52面向管状载体元件12内的气溶胶生成膜14的外表面。如从图2可见,气溶胶生成膜14被设置成使得其大致沿着管状载体元件12延伸与加热器叶片52一样远。
[0143]
在使用期间,加热器叶片52将气溶胶生成膜14加热到足以从气溶胶生成膜14生成气溶胶的温度。气溶胶通过流动限制元件16抽吸并且通过管状载体元件的下游端22抽吸出。
[0144]
图3示出了在具有加热室62的替代气溶胶生成装置60中加热的气溶胶生成制品10的示意图,气溶胶生成制品的上游端插入加热室中,使得外部加热器元件64包围并入有气溶胶生成膜14的管状载体元件12的上游部分。加热器元件64从管状载体元件12外部周向地加热气溶胶生成膜14。如从图3可见,气溶胶生成膜14大致沿着管状载体元件12延伸与加热器元件64一样远。
[0145]
气溶胶生成装置60还包括穿透元件66,当气溶胶生成制品10插入到加热腔室62中时,该穿透元件穿透上游密封元件24。
[0146]
图4示出了根据本发明的第二实施例的气溶胶生成制品70,其在构造上类似于图1中所示的气溶胶生成制品10,但包括修改的上游密封元件74。气溶胶生成制品70适于与具有加热器叶片52的气溶胶生成装置50一起使用,如上文参考图2所述。
[0147]
气溶胶生成制品70的上游密封元件74包括以蛇腹形布置预折叠的铝膜。在使用之前,将铝膜预折叠并聚集,使得膜与管状载体元件12的内腔内部的折痕基本上平坦。当气溶胶生成制品70插入到气溶胶生成装置50中时,加热器叶片52抵靠折叠的铝膜推动,所述折叠的铝膜在加热器叶片52向内推入管状载体元件12时展开并延伸。铝膜环绕加热器叶片52,使得加热器叶片52在使用期间保持覆盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。