1.本发明涉及一种含硼聚乙烯筒的安装工艺及专用工装。
背景技术:
2.用于存放并转运新燃料组件的运输桶设备,运输桶具有内桶体和外桶体,为了吸收中子,该运输桶的内桶体和外桶体之间设置有含硼聚乙烯筒衬层。含硼聚乙烯筒的规格为φ1794
×
φ1534
×
4060(mm),此规格较大,供应商无法一次成型,因此,含硼聚乙烯筒分段成4个筒节。
3.含硼聚乙烯材料自身受温度影响,会造成不规则变形,即热胀冷缩,若出现在夏季制造、冬季安装的时间点,受温度降低的影响,含硼聚乙烯筒的四个筒节的尺寸均有差异,尺寸均有不同程度的减小,另外,由于含硼聚乙烯筒无法安装起吊用吊耳,因此无法通过常规吊装方式进行安装,为了能顺利将四个筒节嵌套进运输桶的内桶体外部,且接触面能够完全贴合,需要设计专用工装。
技术实现要素:
4.本发明的目的是克服现有技术的缺陷,提供一种含硼聚乙烯筒的安装工艺及专用工装,可以不用考虑温度环境因素完成含硼聚乙烯筒在运输桶内的安装,生产制造进度不会受到影响。
5.实现上述目的的技术方案是:一种含硼聚乙烯筒的安装工艺及专用工装,所述含硼聚乙烯筒套在运输桶的内桶体外部,所述含硼聚乙烯筒分为四个筒节,所述专用工装包括专用支撑杆和专用抓爪,所述专用支撑杆由花篮螺丝拉紧器和设置在其两端的顶块组成,所述专用抓爪由钢板折弯呈l形,所述专用抓爪的竖向部的顶端为起吊端,该起吊端开设有安装口,该安装口内设置有卸扣,所述专用抓爪的横向部用于托住含硼聚乙烯筒的筒节底面;所述含硼聚乙烯筒的安装工艺包括以下步骤:
6.s1,扩大筒节内径步骤:在含硼聚乙烯筒的一个筒节内沿其轴向依次错位设置若干所述专用支撑杆,且每个专用支撑杆的顶块的端面与该筒节的内表面相抵触,然后采用热处理炉加热该筒节,直至筒节的内径大于运输桶的内桶体的外径,关闭热处理炉,开炉盖,然后取下筒节内的所有专用支撑杆,完成筒节内径的扩大;
7.s2,抓爪安装步骤:取三个专用抓爪均布在含硼聚乙烯筒的筒节的底部外围,且将每个专用抓爪的横向部托住含硼聚乙烯筒的筒节底面;取三根同样长度吊带,三根吊带的一端一一对应地安装在三个专用抓爪的起吊端的卸扣上,另一端连接起吊设备进行起吊;
8.s3,起吊安装步骤:安装时,人员进行辅助,当含硼聚乙烯筒的筒节通过专用抓爪起吊到运输桶的内桶体的端口时,缓慢旋转含硼聚乙烯筒的筒节,同时缓慢安装,防止因内桶体的椭圆度导致含硼聚乙烯筒的筒节卡顿,调整好安装间隙,将含硼聚乙烯筒的筒节缓慢持续下放套在运输桶的内桶体外部,直至落到运输桶的底端,然后取下三个专用抓爪,完成一个筒节的装配;
9.s4,重复步骤s1-s3,完成含硼聚乙烯筒的剩余的三个筒节的装配,待含硼聚乙烯筒的所有筒节温度降至室温后,整个含硼聚乙烯筒套在运输桶的内桶体外部。
10.上述的一种含硼聚乙烯筒的安装工艺及专用工装,步骤s1中,加热时,热处理炉的炉温温度<100℃,含硼聚乙烯筒的筒节表面温度<80℃;每隔1.5h,进热处理炉内测量含硼聚乙烯筒的筒节表面温度,同时测量含硼聚乙烯筒的筒节内径尺寸。
11.上述的一种含硼聚乙烯筒的安装工艺及专用工装,步骤s1中,所述专用支撑杆的数量10个,10个专用支撑杆沿含硼聚乙烯筒的筒节的轴向分层布置,通过调节专用支撑杆的花篮螺丝拉紧器的螺杆的拧紧力度,修正含硼聚乙烯筒的筒节内径的椭圆度。
12.上述的一种含硼聚乙烯筒的安装工艺及专用工装,步骤s2中,为了防止专用抓爪滑脱,三个专用抓爪的竖向部通过一根扎带扎紧在筒节的外周边上。
13.上述的一种含硼聚乙烯筒的安装工艺及专用工装,其中,对含硼聚乙烯筒的四个筒节分别进行加热。
14.本发明的含硼聚乙烯筒的安装工艺及专用工装,可以不用考虑温度环境因素完成含硼聚乙烯筒在运输桶内的安装,生产制造进度不会受到影响。
附图说明
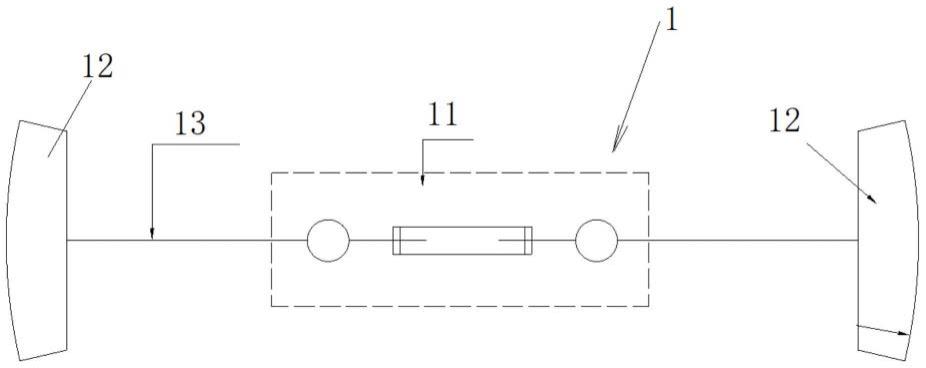
15.图1为专用支撑杆的使用状态图;
16.图2为专用抓爪的使用状态图。
具体实施方式
17.为了使本技术领域的技术人员能更好地理解本发明的技术方案,下面结合附图对其具体实施方式进行详细地说明:
18.请参阅图1和图2,本发明的实施例,含硼聚乙烯筒套在运输桶的内桶体外部,含硼聚乙烯筒分为四个筒节100。
19.一种含硼聚乙烯筒的安装专用工装,包括专用支撑杆1和专用抓爪2,专用支撑杆1由花篮螺丝拉紧器11和设置在其两端的顶块12组成,两个顶块12一一对应地设置在花篮螺丝拉紧器11的两个螺杆13的末端,为了保证含硼聚乙烯筒的筒节受热变形均匀,控制筒节圆度,在筒节加热时,内部设置控制其变形的专用支撑杆1。专用支撑杆1的数量为10个,10个专用支撑杆1沿含硼聚乙烯筒的筒节的轴向分层布置,通过调节专用支撑杆的花篮螺丝拉紧器11的螺杆13的拧紧力度,修正含硼聚乙烯筒的筒节内径的椭圆度,最终达到可装配尺寸。
20.由于含硼聚乙烯筒的表面无起吊吊耳,也无法焊接吊耳。因此,需要特制专用抓爪进行起吊。专用抓爪2由钢板折弯呈l形,专用抓爪2的竖向部的顶端为起吊端21,该起吊端21开设有安装口,该安装口内设置有卸扣,专用抓爪的横向部22用于托住含硼聚乙烯筒的筒节底面。专用抓爪的折弯度足够起含硼吊聚乙烯筒的筒节。起吊聚乙烯筒的筒节100时,为了保证筒体水平,选用三根同样长度吊带进行起吊。为了防止专用抓爪2滑脱,三个专用抓爪2的竖向部通过一根扎带扎紧在筒节100的外周边上。
21.一种含硼聚乙烯筒的安装工艺,包括以下步骤:
22.s1,扩大筒节内径步骤:在含硼聚乙烯筒的一个筒节内沿其轴向依次错位设置10
个专用支撑杆1,且每个专用支撑杆1的顶块12的端面与该筒节100的内表面相抵触,然后采用热处理炉加热该筒节,直至筒节的内径大于运输桶的内桶体的外径,关闭热处理炉,开炉盖,然后取下筒节内的所有专用支撑杆1,完成筒节内径的扩大,加热时,热处理炉的炉温温度<100℃,含硼聚乙烯筒的筒节表面温度<80℃;每隔1.5h,进热处理炉内测量含硼聚乙烯筒的筒节表面温度,同时测量含硼聚乙烯筒的筒节内径尺寸,专用支撑杆1用于修正含硼聚乙烯筒的筒节内径的椭圆度。
23.s2,抓爪安装步骤:取三个专用抓爪2均布在含硼聚乙烯筒的筒节100的底部外围,且将每个专用抓爪2的横向部22托住含硼聚乙烯筒的筒节100底面;取三根同样长度吊带3,三根吊带3的一端一一对应地安装在三个专用抓爪2的起吊端21的卸扣上,另一端连接起吊设备进行起吊;
24.s3,起吊安装步骤:安装时,人员进行辅助,当含硼聚乙烯筒的筒节100通过专用抓爪起吊到运输桶的内桶体的端口时,缓慢旋转含硼聚乙烯筒的筒节,同时缓慢安装,防止因内桶体的椭圆度导致含硼聚乙烯筒的筒节卡顿,调整好安装间隙,将含硼聚乙烯筒的筒节缓慢持续下放套在运输桶的内桶体外部,直至落到运输桶的底端,然后取下三个专用抓爪2,完成一个筒节100的装配;
25.s4,重复步骤s1-s3,完成含硼聚乙烯筒的剩余的三个筒节的装配,待含硼聚乙烯筒的所有筒节温度降至室温后,整个含硼聚乙烯筒套在运输桶的内桶体外部,其尺寸可以收缩到图纸要求尺寸。
26.本发明的含硼聚乙烯筒的安装工艺及专用工装,含硼聚乙烯筒的筒节的壁厚已经达到图纸要求,无法进行二次加工。因此,扩大含硼聚乙烯筒的筒节内径的方式为加热含硼聚乙烯筒的筒节。重点强调的是需要对含硼聚乙烯筒的四个筒节分别进行加热,不可同时加热,防止因散热过快导致含硼聚乙烯筒温度下降,产生收缩。
27.本发明的含硼聚乙烯筒的安装工艺及专用工装,适用于需要安装圆筒形含硼聚乙烯材料的设备,含硼聚乙烯材料受气温影响,其自身的变形量较大,若出现在夏季制造,冬季安装的时间点,通过此安装工艺配合专用工装,可以轻松完成含硼聚乙烯筒的安装。热处理炉的加热参数可以轻松达到,配套的专用工装制取方便,安装操作简单,适合工程应用。
28.综上所述,本发明的含硼聚乙烯筒的安装工艺及专用工装,可以不用考虑温度环境因素完成含硼聚乙烯筒在运输桶内的安装,生产制造进度不会受到影响。
29.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。