技术特征:
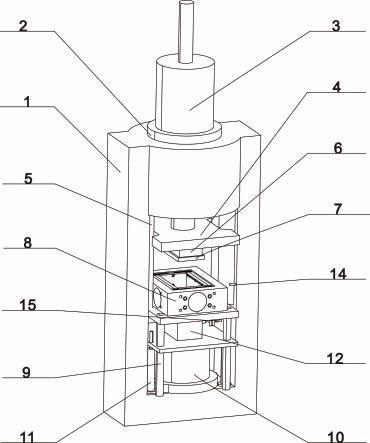
1.一种双向加压的耐火砖成型压力机,包括压力机架、端面连接板、上液压缸;压力机架为前后开口,上下封闭的长方体结构;端面连接板为圆形,所述端面连接板固定设置在压力机架的上部中间位置,其特征在于:上液压缸安装在端面连接板中心位置;滑动板固定设置在上液压缸伸缩缸的下部位置,上锤头固定设置在滑动板的底部中心位置,模具上板固定设置在上锤头的下部位置;滑动轨固定设置在所述压力机架的内部上侧左右两侧位置,所述滑动轨呈左右对称设置,所述滑动板套装在滑动轨上可上下配合滑动;成型模具固定设置在成型模具支架的上部,成型模具支架固定设置在所述压力机架内底部上;下液压缸固定设置在成型模具支架的底部中间位置,所述下液压缸的底部与所述压力机架内侧底部固定连接;脱模油缸固定设置在所述成型模具支架左右两侧位置,脱模油缸设置有四个,两个为一组,所述脱模油缸的底部与所述压力机架的内底部固定连接,脱模油缸的上部穿过所述成型模具支架的左右两侧;下锤头固定设置在所述下液压缸伸缩缸上部,所述下锤头的上部设置有模具下板,下锤头和模具下板穿过所述成型模具支架的中心延伸到成型模具支架的上部;位移传感器一固定设置在所述成型模具上部右侧对应位置,所述位移传感器一与所述压力机架的右侧内壁固定连接;位移传感器二固定设置在所述模具下板的上部对应的右侧位置,所述位移传感器二与所述压力机架的右侧内壁固定连接;液压伺服系统通过管道分别与上液压缸和下液压缸固定连接,液压伺服系统用于通过上液压缸和下液压缸的自动精确控制,实现模具上板和模具下板双向对耐火砖成型物料挤压厚度的自动精确控制。2.根据权利要求1所述的一种双向加压的耐火砖成型压力机,其特征在于:所述滑动板包括滑动板本体,滑动板本体为方形状,滑动板本体的左右两侧开设有滑动凹槽,滑动凹槽套装在滑动轨上。3.根据权利要求1所述的一种双向加压的耐火砖成型压力机,其特征在于:所述成型模具包括液压缸一、液压缸二、液压缸三;液压缸一固定设置在模套左侧面的靠近后端位置,液压缸二固定设置在所述液压缸一的前侧位置;液压缸三固定设置在所述模套的前侧面中间位置,液压缸四固定设置在所述模套后侧面中间位置;液压缸五固定设置在所述模套右侧面靠近后端位置,液压缸六固定设置在所述液压缸五的前侧位置;液压缸一、液压缸二与液压缸五、液压缸六在所述模套的左右侧面上呈左右对应设置;液压缸三和液压缸四在所述模套的前后侧面上呈前后对应设置;所述模套的左右侧面上围绕所述液压缸一、液压缸二、液压缸五、液压缸六四周上下对称设置有导向柱;在所述模套的前后侧面上围绕所述液压缸三和液压缸四上下对称设置有导向柱;限位螺栓上下对称设置在所述液压缸三和液压缸四的左右两侧位置;所述模套为中空的四方体结构,模套包括模套本体,模套本体为上下开口的四方体,台阶孔在模套本体的左右侧面前后对应设置有四个,螺栓孔一固定设置在模套本体的前后侧面台阶孔两侧上下对称设置有四个;导向孔一在模套本体的左右侧面上下对称设置有六个,导向孔一模套本体的前后侧面上下对称设置有四个;所述液压缸一固定安装在模套本体的左侧面的靠近后端台阶孔中,液压缸二固定安装在模套本体的左侧面靠近前端的台阶孔中;液压缸三安装在模套本体的前侧面中心的台阶孔中,液压缸三安装在模套本体的后侧面中心的台阶孔中;液压缸五安装在模套本体的右侧面靠近后后端台阶孔中,液压缸六安装在模套本体的右侧面靠近前端台阶孔中;液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六的伸缩杆穿过模套本体台阶孔、长移动板或短移动板的
液压缸安装孔与长模具或短模具的外侧面中心位置固定连接;长移动板对称设置在模套左右内侧面,长移动板的高度与所述模套的高度相等,长移动板为两块长移动板固定组合一起;短移动板对称设置在所述模套前后内侧面,短移动板的高度与所述模套的高度相等,短移动板为两块短移动板固定组合在一起;长垫板设置在两块长移动板的中间位置,短垫板设置在所述两块短移动板的中间位置;长模具设置在所述长移动板的内侧,短模具设置在短移动板的内侧;螺栓孔二上下对称固定设置在所述短移动板的靠近左右端位置,导向孔二上下对称设置在长移动板的上下位置,导向孔二左右对称设置在短移动板的左右两端位置;液压缸安装孔在长移动板的中间位置呈左右对称设置,液压缸安装孔在短移动板上,设置于短移动板的中心位置;固定孔设置在所述长移动板和短移动板上下的中间位置。4.根据权利要求3所述的一种双向加压的耐火砖成型压力机,其特征在于:所述导向柱在模套本体的左右侧面上从前至后上下对称设置有六个;导向柱在模套本体前后侧面上从左至右上下对称设置有四个;导向柱安装在模套本体左右、前后侧面导向孔一和长移动板、短移动板上的导向孔二中;导向柱的外端延伸至模套本体的外侧,导向柱的内端与长移动板和短移动板的内侧面平齐,并与长模具和短模具的外侧面固定连接。5.根据权利要求3所述的一种双向加压的耐火砖成型压力机,其特征在于:所述限位螺栓靠近所述液压缸三和液压缸四左右两侧,呈上下对称设置有四个;限位螺栓安装在模套本体的螺栓孔一和短移动板的螺栓孔二中将模套本体与短移动板拧紧固定连接成一体。6.根据权利要求5所述的一种双向加压的耐火砖成型压力机,其特征在于:所述模套本体前后侧面上的螺栓孔一与短移动板的螺栓孔二呈前后对应设置;模套本体左右侧面上的导向孔一与长移动板上的导向孔二呈左右对应设置;模套本体前后侧面上的导向孔一与短移动板上的导向孔二呈前后对应设置。7.根据权利要求3所述的一种双向加压的耐火砖成型压力机,其特征在于:所述长模具包括长模具本体,长模具本体为长方体状,安装槽设置在长模具本体的上下内侧位置,安装槽为平躺的凸字型,安装槽纵向贯穿于长模具本体,固定螺孔均匀横向穿过上下安装槽中;短模具包括短模具本体,短模具本体长方体状,短模具本体的上下中间对称设置有连接螺孔;在模套本体上左右对称设置的长模具与在模套本体上前后对称设置的短模具贴紧对齐形成用于使耐火砖成型的模腔。8.根据权利要求1所述的一种双向加压的耐火砖成型压力机,其特征在于:所述成型模具支架包括导向杆,导向杆设置有四根,导向杆的底部固定设置在压力机架内底部左右两侧边缘位置,导向杆的上部穿过模具固定板与模具固定板配合安装,脱模板设置在模具固定板的下部位置,脱模板为方形状,脱模板安装在四根导向杆上;模具固定板和脱模板的中间位置设置有方形孔,模具固定板上方形孔与脱模板上的方形孔呈上下对应设置。9.根据权利要求8所述的一种双向加压的耐火砖成型压力机,其特征在于:所述脱模油缸固定设置在脱模板左右两侧位置,脱模油缸的底部与压力机架的内底部固定连接,脱模油缸的伸缩缸上部穿过脱模板的左右两侧,并与脱模板固定连接;下锤头和模具下板穿过模具固定板和脱模板的中心延伸到成模具固定板的上部。10.根据权利要求1所述的一种双向加压的耐火砖成型压力机,其特征在于:所述液压伺服系统包括运动控制器,运动控制器通过导线与伺服阀一或伺服阀二固定连接,伺服阀一或伺服阀二固定上液压缸或下液压缸液压油管道输入端上;上液压缸或下液压缸与伺服
阀一或伺服阀二之间形成闭环控制,伺服阀一或伺服阀二与其本体中的阀芯位置和管道流量之间形成闭环控制。
技术总结
本发明属于耐火砖的双向加压成型技术领域,本发明公开了一种双向加压的耐火砖成型压力机,模具上板固定设置在上锤头的下部位置;滑动轨固定设置在压力机架的内部上侧左右两侧位置;成型模具固定设置在成型模具支架的上部,成型模具支架固定设置在压力机架内底部上;下液压缸固定设置在成型模具支架的底部中间位置。本发明的有益效果为:1、提高了耐火砖上下面的致密度的一致性,提高了耐火砖的成型质量。2、实现了模套的免拆卸,改变了模具组装更换模式;3、使耐火砖坯成型后脱模的摩擦力降为零,提高了耐火砖坯的成型质量;4、利用运动控制器的智能算法实现物料挤压厚度的自动调整;从而实现了对成型模具模腔中物料挤压厚度的精确控制。的精确控制。的精确控制。
技术研发人员:曾亚宏 杨海军 王鸿妹 刘纪华
受保护的技术使用者:洛阳兴达科技有限公司 洛阳迈乐耐火材料有限公司
技术研发日:2022.09.09
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。