1.本发明涉及冶金自动化技术领域,特别涉及一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法及系统。
背景技术:
2.单机架冷轧机厚度自动控制系统(automatic gauge control)一般包含有前馈agc、秒流量agc、监控agc三种控制方式。现有技术中,公开号为cn 108057720a的中国专利公开了一种秒流量厚度控制对入口张力的前馈补偿方法及系统;公开号为cn 107913911a的中国专利公开了一种监视厚度控制对入口张力的前馈补偿方法及系统。秒流量agc、监控agc两种厚度控制方式属于反馈控制,为消除带钢速度、张力、摩擦系数变化对机架出口厚度的影响。辊缝位置调节,将引起入口张力波动,现有技术中的上述两个专利能够消除秒流量agc和监控agc辊缝位置调节导致的入口张力波动,然而,现有技术中,还缺少前馈agc对入口张力的前馈补偿方法的技术方案。
技术实现要素:
3.为了解决背景技术提出的技术问题,本发明提供一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法及系统,前馈agc通过安装在机架入口的测厚仪测量机架入口带钢厚度偏差,控制系统根据入口厚度偏差调节机架辊缝位置,实现对机架出口带钢厚度的准确控制。前馈agc能够有效抑制机架入口带钢厚度偏差对机架出口带钢厚度的影响,快速消除短期厚度偏差。前馈agc辊缝位置调节,将引起机架入口带钢张力波动,因此必须在调节辊缝位置的同时对机架入口张力进行前馈补偿,消除入口张力波动。
4.为了达到上述目的,本发明采用以下技术方案实现:
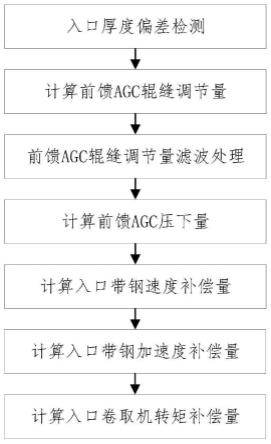
5.一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法,包括如下步骤:
6.步骤1:测量带钢入口厚度偏差;
7.步骤2:将测量的带钢入口厚度偏差延时跟踪至轧机辊缝处,根据厚度偏差计算前馈agc辊缝调节量;
8.步骤3:对前馈agc辊缝调节量滤波处理;
9.步骤4:根据滤波后的辊缝调节量计算实际压下量;
10.步骤5:根据压下量计算入口带钢速度补偿;
11.步骤6:根据入口线速度补偿计算入口线加速度补偿;
12.步骤7:根据入口线加速度补偿计算入口卷取转矩补偿;
13.步骤8:通过卷取电机转矩调节实现对入口张力补偿。
14.进一步地,所述的步骤1中,通过机架入口测厚仪测量带钢入口厚度偏差。
15.进一步地,所述的步骤2中,根据厚度偏差计算计算前馈agc辊缝调节量具体为:
16.17.式中:δs-前馈agc辊缝调节量(mm);
18.δh-机架入口厚度偏差(mm);
19.m-带钢塑性系数(t/mm);
20.k-机架弹性系数(t/mm)。
21.进一步地,所述的步骤3中,对辊缝调节量进行一阶低通滤波,传递函数为:
[0022][0023]
式中:t
a-辊缝调节量滤波时间常数(s);
[0024]
ta设置为辊缝调节系统的时间常数。
[0025]
进一步地,所述的步骤4中,根据滤波后的前馈agc辊缝调节量计算实际压下量:
[0026][0027]
式中:δh
act-前馈agc实际压下量;
[0028]
δs'-滤波后的辊缝调节量;
[0029]
m-带钢塑性系数(t/mm);
[0030]
k-机架弹性系数(t/mm)。
[0031]
进一步地,所述的步骤5中,根据金属秒流量相等原理计算入口带钢速度补偿量;
[0032]
初始状态,机架入、出口金属流量相等:
[0033]
v*h=v
x
*h
x
[0034]
入口厚度变化时,为保持金属秒流量不变,需要对入口线速度进行补偿,机架入、出口金属流量:
[0035]
(v δv)*(h δh
act
)=v
x
*h
x
[0036]
式中:h
x-出口厚度设定值(mm);
[0037]
h-入口厚度设定值(mm);
[0038]vx-出口线速度(m/s);
[0039]
v一入口线速度(m/s);
[0040]
δv一入口线速度补偿量(m/s);
[0041]
δh
act-前馈agc实际压下量;
[0042]
两式联立计算δv:
[0043][0044]
与步骤4的前馈agc实际压下量公式联立,δv表示为:
[0045][0046]
式中:δs'-滤波后的辊缝调节量。
[0047]
进一步地,所述的步骤6中,使用微分环节将入口线速度补偿量转换为入口线加速度补偿量:
[0048]
[0049]
式中:a
corr_ffc-入口线加速度补偿量(m/s2);
[0050]
h-入口厚度设定值(mm);
[0051]
v一入口线速度(m/s);
[0052]
δv一入口线速度补偿量(m/s);
[0053]
δh
act-前馈agc实际压下量;
[0054]
δs'-滤波后的辊缝调节量;
[0055]
m-带钢塑性系数(t/mm);
[0056]
k-机架弹性系数(t/mm)。
[0057]
进一步地,所述的步骤7中,根据入口线加速度补偿,计算入口卷取机的转矩补偿:
[0058][0059]
式中:a
corr_ffc-入口线加速度补偿量(m/s2);
[0060]
j一入口卷取机转动惯量kg
·
m2;
[0061]
i一入口卷取机传动比;
[0062]
r一入口卷取机钢卷半径(m)。
[0063]
本发明还提供一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿系统,包括检测装置、处理器和卷取电机驱动装置;
[0064]
所述的检测装置用于检测带钢入口厚度偏差;
[0065]
所述的处理器接收检测装置的检测信号,运行前述的方法,计算入口带钢速度补偿、入口线速度补偿计算入口线加速度补偿和入口卷取转矩补偿;
[0066]
所述的处理器输出速度、转矩信号至卷取电机驱动装置,通过卷取电机驱动装置驱动卷取电机进行转矩调节实现对机架入口带钢张力的补偿。
[0067]
本发明还提供一种计算机的处理器,所述的处理器接收检测装置的检测信号,运行前述的方法,计算入口带钢速度补偿、入口线速度补偿计算入口线加速度补偿和入口卷取转矩补偿,通过卷取电机进行转矩调节实现对机架入口带钢张力的补偿。
[0068]
与现有技术相比,本发明的有益效果是:
[0069]
本发明的单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法及系统,实现了前馈agc辊缝调节对入口张力的前馈补偿,提高了入口张力的控制精度,消除了前馈agc辊缝调节引起的入口张力波动。
附图说明
[0070]
图1是本发明的一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法的流程图;
[0071]
图2是本发明的一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿系统框图。
具体实施方式
[0072]
以下结合附图对本发明提供的具体实施方式进行详细说明。
[0073]
本发明的单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法及系统,用于单
机架冷轧机,机架入出口安装有测厚仪和带钢速度检测仪表,入口、出口卷取机采用转矩控制模式。
[0074]
实施例1:
[0075]
如图1所示,一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法,包括如下步骤:
[0076]
步骤1:测量带钢入口厚度偏差;
[0077]
步骤2:将测量的带钢入口厚度偏差延时跟踪至轧机辊缝处,根据厚度偏差计算前馈agc辊缝调节量;
[0078]
步骤3:对前馈agc辊缝调节量滤波处理;
[0079]
步骤4:根据滤波后的辊缝调节量计算实际压下量;
[0080]
步骤5:根据压下量计算入口带钢速度补偿;
[0081]
步骤6:根据入口线速度补偿计算入口线加速度补偿;
[0082]
步骤7:根据入口线加速度补偿计算入口卷取转矩补偿;
[0083]
步骤8:通过卷取电机转矩调节实现对入口张力补偿。
[0084]
具体实现过程如下:
[0085]
所述的步骤1中,通过机架入口测厚仪测量带钢入口厚度偏差。
[0086]
所述的步骤2中,根据厚度偏差计算计算前馈agc辊缝调节量具体为:
[0087][0088]
式中:δs-前馈agc辊缝调节量(mm);
[0089]
δh-机架入口厚度偏差(mm);
[0090]
m-带钢塑性系数(t/mm);
[0091]
k-机架弹性系数(t/mm)。
[0092]
所述的步骤3中,对辊缝调节量进行一阶低通滤波,传递函数为:
[0093][0094]
式中:t
a-辊缝调节量滤波时间常数(s);
[0095]
ta设置为辊缝调节系统的时间常数。
[0096]
所述的步骤4中,根据滤波后的前馈agc辊缝调节量计算实际压下量:
[0097][0098]
式中:δh
act-前馈agc实际压下量;
[0099]
δs'-滤波后的辊缝调节量;
[0100]
m-带钢塑性系数(t/mm);
[0101]
k-机架弹性系数(t/mm)。
[0102]
所述的步骤5中,根据金属秒流量相等原理计算入口带钢速度补偿量;
[0103]
初始状态,机架入、出口金属流量相等:
[0104]
v*h=v
x
*h
x
[0105]
入口厚度变化时,为保持金属秒流量不变,需要对入口线速度进行补偿,机架入、
出口金属流量:
[0106]
(v δv)*(h δh
act
)=v
x
*h
x
[0107]
式中:h
x-出口厚度设定值(mm);
[0108]
h-入口厚度设定值(mm);
[0109]vx-出口线速度(m/s);
[0110]
v一入口线速度(m/s);
[0111]
δv一入口线速度补偿量(m/s);
[0112]
δh
act-前馈agc实际压下量;
[0113]
两式联立计算δv:
[0114][0115]
与步骤4的前馈agc实际压下量公式联立,δv表示为:
[0116][0117]
式中:δs'-滤波后的辊缝调节量。
[0118]
所述的步骤6中,使用微分环节将入口线速度补偿量转换为入口线加速度补偿量:
[0119][0120]
式中:a
corr_ffc-入口线加速度补偿量(m/s2);
[0121]
h-入口厚度设定值(mm);
[0122]
v一入口线速度(m/s);
[0123]
δv一入口线速度补偿量(m/s);
[0124]
δh
act-前馈agc实际压下量;
[0125]
δs'-滤波后的辊缝调节量;
[0126]
m-带钢塑性系数(t/mm);
[0127]
k-机架弹性系数(t/mm)。
[0128]
所述的步骤7中,根据入口线加速度补偿,计算入口卷取机的转矩补偿:
[0129][0130]
式中:a
corr_ffc-入口线加速度补偿量(m/s2);
[0131]
j一入口卷取机转动惯量kg
·
m2;
[0132]
i一入口卷取机传动比;
[0133]
r一入口卷取机钢卷半径(m)。
[0134]
实施例2:
[0135]
本发明还提供一种单机架冷轧机前馈厚度控制对入口张力的前馈补偿系统,包括检测装置、处理器和卷取电机驱动装置。
[0136]
所述的检测装置用于检测带钢入口厚度偏差。
[0137]
所述的处理器接收检测装置的检测信号,运行前述的方法,计算入口带钢速度补偿、入口线速度补偿计算入口线加速度补偿和入口卷取转矩补偿。
[0138]
所述的处理器输出速度、转矩信号至卷取电机驱动装置,通过卷取电机驱动装置驱动卷取电机进行转矩调节实现对机架入口带钢张力的补偿。
[0139]
实施例3:
[0140]
本发明还提供一种计算机的处理器,所述的处理器接收检测装置的检测信号,运行前述的方法,计算入口带钢速度补偿、入口线速度补偿计算入口线加速度补偿和入口卷取转矩补偿,通过卷取电机进行转矩调节实现对机架入口带钢张力的补偿。
[0141]
综上,本发明的单机架冷轧机前馈厚度控制对入口张力的前馈补偿方法及系统,实现了前馈agc辊缝调节对入口张力的前馈补偿,提高了入口张力的控制精度,消除了前馈agc辊缝调节引起的入口张力波动。
[0142]
以上实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于上述的实施例。上述实施例中所用方法如无特别说明均为常规方法。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。