1.本发明涉及复合纤维,更具体而言,涉及至少由金属烧结体和陶瓷烧结体构成的复合纤维。
背景技术:
2.作为能用于建筑物、汽车、船舶、飞机等结构体的振动传感器、致动器,已知有使用钛酸锆酸铅纤维(pzt纤维)的压电纤维(例如专利文献1~6)。另外,为了使这样的pzt纤维作为应力传感器、振动传感器、致动器而发挥功能,已知有将pzt纤维埋入结构体中的智能基板等(例如专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特愿2003-12829
6.专利文献2:日本特愿2005-171752
7.专利文献3:日本特愿2004-15489
8.专利文献4:日本特愿2005-59552
9.专利文献5:日本特愿2005-313715
10.专利文献6:日本特愿2010-198092
技术实现要素:
11.本技术发明人等注意到现有的钛酸锆酸铅纤维(pzt纤维)中存在需要克服的课题,发现了为此采取对策的必要性。具体而言,本技术发明人等发现了以下的课题。
12.例如,如图11(a)所示那样,专利文献1等记载的钛酸锆酸铅纤维(pzt纤维)100具有可通过对金属线101(钛线、铂线等金属细线)被覆钛酸锆酸铅晶体(pzt晶体)而形成的pzt薄层102。
13.例如可以通过水热合成法而在金属线表面使pzt晶体生长,从而制造pzt纤维。或者通过使用挤出成型法来制造pzt纤维。例如,如图13所示,在挤出成型法中,将pzt糊料105(加入pzt粉末、粘结剂和水,根据情况还加入有机溶剂、各种成型添加材料等进行混炼而得)与金属线101一起同时挤出,从而制作放入金属核的pzt纤维成型体,接下来,加热该pzt纤维成型体,从而经历脱粘结剂的工艺,之后,进一步在高温烧结,从而制造在金属线表面形成有pzt薄层的pzt纤维。
14.可如此地通过水热合成法、挤出成型法等而制造的pzt纤维由于具有金属线表面仅以pzt晶体被覆的结构,因此pzt薄层102容易破裂。例如在用于振动传感器、致动器等的情况下(特别是飞机的领域使用的情况下),例如像图11(b)和(c)所示那样,将pzt纤维100部分地埋设于层叠碳纤维增强塑料(cfrp)的预浸料201而成的结构体202,从而进行补强,用作智能基板200(参照图11(b)和(c))。
15.例如,在将智能基板200用作振动传感器、致动器的情况下,pzt纤维100为压电材
料,因此,如果检测到振动,则会产生电位,作为传感器而发挥功能,相反,如果对pzt纤维100施加电位,则pzt纤维根据其电位会伸缩或者振动,作为致动器而发挥功能。例如,如图12(a)所示,如果pzt纤维100通过电位的施加而沿箭头所示的轴方向伸长,则会如图12(b)所示那样,与结构体202一起弯曲。如此,智能基板200如下所述地作为致动器而运作,即,多根pzt纤维100之中规定的pzt纤维作为传感器而发挥功能并检测到振动,规定的其它pzt纤维抑制振动(制振)。应予说明,图12中,pzt纤维100的虚线更下侧的部分表示pzt纤维100埋设于结构体202(具体而言为cfrp预浸料201)(参照图11(c))。
16.如此,在振动传感器、致动器中使用pzt纤维的情况下,pzt纤维需要有一定程度的强度、柔性。但是,本技术发明人等根据高分子学会高分子7月号(vol.57no.7,2008)记载的内容而了解到,现有的pzt纤维的强度(拉伸强度或断裂伸长荷重)为4kgf/mm2左右,作为纤维容易损坏、切断、破裂,需要进一步提高强度。
17.另外,如图14所示,可知:在铂(pt)等金属细线301上形成pzt膜302的pzt纤维300中,在pzt与金属细线(pt)之间,产生由热膨胀系数的差导致的层间剥离,容易由其界面破裂。这成为作为纤维物理强度低的原因。
18.本技术发明正是鉴于该课题而完成的。即,本发明的主要目的是提供一种能作为压电材料而发挥功能的、强度比现有的pzt纤维进一步提高的复合纤维。
19.本技术发明人等没有在现有技术的延伸上进行应对,而是在新的方向上进行应对,从而尝试解决上述课题。其结果完成了可实现上述主要目的的复合纤维的发明。
20.本发明可提供一种复合纤维,其至少由金属烧结体和陶瓷烧结体构成,且金属烧结体与陶瓷烧结体互相邻接而形成纤维体。
21.本发明中,可以得到能作为压电材料而发挥功能的、强度比现有的pzt纤维进一步提高的复合纤维。更具体而言,可以得到层间剥离被显著地抑制,拉伸强度为5kgf/mm2以上、优选为6kgf/mm2以上的复合纤维。另外,可以得到弯折时的曲率半径为200mm以下、优选为10mm以下的具有柔性的复合纤维。应予说明,本说明书中记载的效果不过是例示,而非限定,另外,也可以有附加的效果。
附图说明
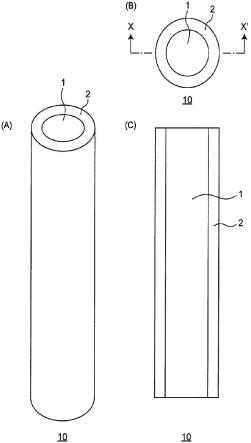
22.图1为示意性地表示发明的一个实施方式涉及的复合纤维的示意图。
23.图2为示意性地表示本发明的一个实施方式涉及的复合纤维所含的邻接的金属烧结体与陶瓷烧结体的剖面、特别是金属烧结体与陶瓷烧结体的界面的示意剖面图。
24.图3为表示由晶粒构成的金属烧结体(ni)与同样由晶粒构成的陶瓷烧结体(bt)的界面的电子显微镜照片。
25.图4为示意性地表示本发明的另一实施方式涉及的复合纤维的示意图。
26.图5为示意性地表示本发明的其它实施方式涉及的复合纤维的示意图。
27.图6(a)为示意性地表示本发明的其它实施方式涉及的复合纤维的示意立体图,图6(b)表示图6(a)的复合纤维的y-y’的剖面。
28.图7为表示由金属芯(ni)、第1层(ni晶粒层)和第2层(batio3晶粒层)构成的复合纤维的剖面的电子显微镜照片。
29.图8为示意性地表示复合纤维的制造方法的一个例子的示意图。
30.图9为表示本发明的实施例1中制造的复合纤维所含的邻接的金属烧结体(ni)与陶瓷烧结体(bt)的剖面的电子显微镜照片(5.0kv、2500倍)。
31.图10为表示比较例1中制造的复合纤维所含的邻接的金属烧结体与陶瓷烧结体的剖面的电子显微镜照片(5.0kv、2500倍)。
32.图11为示意性地表示将现有的pzt纤维以及pzt纤维埋设于结构体的智能基板的示意图。
33.图12为示意性地表示将现有的智能基板用作振动传感器和致动器的情况的示意图。
34.图13为示意性地表示现有的pzt纤维的制造方法的一个例子的示意图。
35.图14为示意性地表示现有的pzt纤维的示意图。
具体实施方式
36.本发明涉及复合纤维,更具体而言,涉及至少由“金属烧结体”和“陶瓷烧结体”构成或形成,且金属烧结体与陶瓷烧结体互相邻接而形成纤维体的复合纤维(以下有时也称为“本发明的复合纤维”或简称为“复合纤维”或者“纤维”)。
37.总的来说,本发明的复合纤维具有比现有的pzt纤维等压电纤维更高的强度。现有的pzt纤维只是具有在“金属线”上被覆“pzt晶体”的结构,因而仅仅具有4kgf/mm2左右的强度(拉伸强度、断裂伸长荷重),如上所述地引起层间剥离,因此,纤维单体容易断裂。在振动传感器、致动器中使用这样的pzt纤维的情况下,例如,如图11(b)所示那样,必须用碳纤维增强塑料(cfrp)预浸料等结构体补强pzt纤维。
38.但是,本发明的复合纤维如以下详细说明那样,具有由“金属烧结体”和“陶瓷烧结体”互相邻接而形成纤维体的结构,因此,可以提供例如5kgf/mm2以上,优选为6kgf/mm2以上的强度(拉伸强度、断裂伸长荷重等)。
39.另外,通过这样的强度的增加,从而可以实现细径化,因此,本发明的复合纤维可以实现如下的柔性,即,弯折时的曲率半径比现有的pzt纤维更小,例如具有200mm以下,优选为10mm以下的曲率半径。
40.如此,本发明的复合纤维与现有的pzt纤维相比,具有优异的强度、柔性等性能。这样的性能是由“金属烧结体”与“陶瓷烧结体”互相邻接而形成“纤维体”的结构、特别是通过共烧结使“金属烧结体”与“陶瓷烧结体”互相结合的结构而带来的。应予说明,本技术发明及其效果不拘泥于特定的理论等。
41.(复合纤维)
42.总的来说,“复合纤维”是指由不同的2种以上的材料构成的纤维,本发明的复合纤维是指至少包含“金属烧结体”和“陶瓷烧结体”而成的纤维。
43.本发明中,“纤维体”(或“复合纤维”或者“纤维”)是指细长形状的物体或物品,其长度没有特别限定。本发明中,“纤维体”的形状、特别是剖面的形状没有特别限定,例如可具有圆形、椭圆形、矩形、异形的剖面等。
44.本发明中,“金属烧结体”是指至少是煅烧以下记载的“金属成分”而成的金属或合金,优选为金属单质。换言之,可以说“金属成分”是可构成“金属烧结体”的成分。或者可以说“金属成分”是可被包含于“金属烧结体”的成分。
45.本发明中,“金属成分”只要是可构成金属(优选为金属单质)的成分(元素)就没有特别限定,例如,可由选自银(ag)、钯(pd)、铜(cu)、铝(al)、铬(cr)、钛(ti)、铂(pt)、铁(fe)和镍(ni)中的至少1种构成(以下有时也称为“金属元素”)。本发明的复合纤维中,金属成分优选为镍或者铜。
46.本发明的复合纤维中,金属烧结体优选为镍(金属单质)或者铜(金属单质),更优选具有镍金属(元素)或者铜金属(元素)的粒子或晶粒互相结合而成的结构。
47.本发明中,“陶瓷烧结体”是指至少是煅烧以下记载的“陶瓷成分”而成的陶瓷,优选为陶瓷晶体。换言之,可以说“陶瓷成分”是可构成“陶瓷烧结体”的成分。或者可以说“陶瓷成分”是可被包含于“陶瓷烧结体”的成分。
48.本发明中,“陶瓷成分”只要是可构成陶瓷(陶瓷晶体、特别是金属氧化物)的成分(元素)就没有特别限定,例如,可由选自锂(li)、钠(na)、钾(k)、镁(mg)、钙(ca)、锶(sr)、钡(ba)、钇(y)、锆(zr)、钛(ti)、钒(v)、铬(cr)、锰(mn)、铁(fe)、钴(co)、镍(ni)、铜(cu)、锌(zn)、硼(b)、铝(al)、硅(si)、铟(in)、锡(sn)、锑(sb)、钡(ba)、钽(ta)、钨(w)、铅(pb)、铋(bi)、镧(la)、铯(ce)、钕(nd)、钐(sm)、钆(gd)、镝(dy)、钬(ho)、铒(er)、氧(o)、碳(c)、氮(n)、硫(s)、磷(p)、氟(f)和氯(cl)中的至少1种构成(以下有时也称为“陶瓷元素”)。本发明的复合纤维中,陶瓷成分优选为钛、钡和氧,或者铋、钠、钛和氧。
49.应予说明,陶瓷成分可以包含玻璃成分。作为玻璃成分,例如可举出选自钠钙玻璃、钾盐玻璃、硼酸盐系玻璃、硼硅酸盐系玻璃、硼硅酸钡系玻璃、硼酸盐亚盐系玻璃、硼酸钡系玻璃、硼硅酸铋盐系玻璃、硼酸铋锌系玻璃、铋硅酸盐系玻璃、磷酸盐玻璃、铝磷酸盐玻璃和磷酸亚盐系玻璃中的至少一种。
50.本发明的复合纤维中,陶瓷烧结体优选包含晶粒或微晶,其中,更优选为钛酸钡(batio3)(bt)、或者钛酸铋钠((bi
1/2
na
1/2
)tio3)(bnt)、或者玻璃。
51.本发明的一个实施方式涉及的复合纤维例如如图1(a)所示,为至少由金属烧结体1和陶瓷烧结体2构成的复合纤维10。图1(b)中,示意性地表示复合纤维10的剖面(在与纤维的轴方向垂直的方向的剖面),图1(c)中,示意性地表示图1(b)的x-x’的剖面(纤维的轴方向上的剖面)。
52.例如,在图1中,示出复合纤维10,其中,剖面为大致圆形的金属烧结体1和陶瓷烧结体2以大致同心圆状配置。本发明的复合纤维的剖面不限于圆形、同心圆状。
53.金属烧结体1和陶瓷烧结体2如以下详细说明那样,可以一体形成或制造。例如,优选通过上述金属成分和陶瓷成分的共烧结而将金属烧结体1和陶瓷烧结体2一体形成或制造。更具体而言,可以通过将包含上述金属成分(金属元素)的糊料和包含上述陶瓷成分(陶瓷元素)的糊料分别成型为期望的形状后进行共烧结而煅烧,从而金属烧结体1和陶瓷烧结体2一体形成或制造。
54.成型为上述期望的形状的手段不限于利用糊料的方法,可以通过利用上述金属成分(金属元素)和上述陶瓷成分(陶瓷元素)的热cvd等的化学蒸镀法、利用溅射等的物理蒸镀法,从而将金属烧结体和陶瓷烧结体成型和制造。
55.例如,如图1所示那样,本发明的复合纤维的特征在于,金属烧结体与陶瓷烧结体互相邻接而(相接或对置或结合)构成纤维体。通过这样的构成,从而本发明的复合纤维可以提供比现有的pzt纤维更高的强度、柔性、层间剥离的抑制效果等。
56.更具体而言,例如,如图2所示,本发明的复合纤维中,金属烧结体1与陶瓷烧结体2互相邻接而配置。也可以构成为:金属烧结体1与陶瓷烧结体2形成界面3。
57.本发明中,“界面”是指邻接的“金属烧结体”与“陶瓷烧结体”的边界。
58.由金属烧结体与陶瓷烧结体形成的界面可以由晶粒构成。本发明中,“晶粒”是指制成20000分之1毫米~10分之1毫米左右的不规则的形状的微晶。
59.金属烧结体可由金属(或金属成分)的晶粒构成(参照图3)。换言之,金属烧结体可以是金属(或金属成分)的多晶体。金属烧结体中的晶粒的大小(以下有时也称为金属晶粒的“晶粒度”)没有特别限定。金属烧结体中的晶粒的大小例如为0.1μm~10μm。在此,金属烧结体中的晶粒的大小是指剖面图中的晶粒或微晶的最大的尺寸。
60.金属烧结体所能包含的晶粒的大小可依赖于金属成分,例如煅烧前的金属成分的粉末的粒径优选为0.05μm~5μm。
61.陶瓷烧结体可由陶瓷(或陶瓷成分)的晶粒构成(参照图3)。换言之,陶瓷烧结体可以是陶瓷(或陶瓷成分)的多晶体。陶瓷烧结体中的晶粒的大小(以下有时也称为陶瓷晶粒的“晶粒度”)没有特别限定。陶瓷烧结体中的晶粒的大小例如为0.1μm~10μm。在此,陶瓷烧结体中的晶粒的大小是指剖面图中的晶粒或微晶的最大的尺寸。
62.陶瓷烧结体所能包含的晶粒的大小可依赖于陶瓷成分,例如煅烧前的陶瓷成分的粉末的粒径优选为0.05μm~5μm。
63.在此,参照图2,金属烧结体1优选由金属(或金属成分)的晶粒构成,陶瓷烧结体2优选由陶瓷(或陶瓷成分)的晶粒构成。更优选金属烧结体1和陶瓷烧结体2一起通过共烧结而形成(参照图3)。这是因为,通过共烧结,从而在金属烧结体和陶瓷烧结体两者中,可利用晶体生长而形成晶粒或微晶。
64.本发明的复合纤维中,可构成金属烧结体的晶粒与可构成陶瓷烧结体的晶粒形成界面(参照图3)。另外,晶粒的边界被称为晶界,这样的晶界可以形成金属烧结体与陶瓷烧结体的界面。或者,金属烧结体与陶瓷烧结体也可以共有晶界或晶粒的轮廓的一部分而形成界面。
65.此时,可构成金属烧结体的晶粒优选为可通过金属(或金属成分)的晶体生长而形成的晶粒(参照图3)。
66.可构成陶瓷烧结体的晶粒优选为可通过陶瓷(或陶瓷成分)的晶体生长而形成的晶粒(参照图3)。
67.更优选在金属和/或陶瓷的煅烧工序或共烧结工序中使晶体生长进行。
68.这些晶体生长可以通过煅烧温度、升温速度、保持时间、降温速度、气氛、压力、烧结助剂、添加元素等而适当地控制。
69.本发明的复合纤维中,界面可以具有“面粗糙度”。特别是在本发明的复合纤维中界面由晶粒形成的情况下,界面优选具有“面粗糙度”(参照图2和图3)。换言之,界面可以具有凹凸,特别是可以具有基于晶粒的微细的凹凸,这样的界面在剖面图中可以不是直线而是非直线的(参照图2和图3)。换言之,界面在剖面图中也可以是折线的形状(参照图2和图3)。
70.另外,这样的界面的特征在于,在剖面图中,没有间隙或缺口或空位。现有技术中,金属与陶瓷的边界是直线的,在剖面图中有间隙等,因此有引起层间剥离、强度不足的问
题。但是,本发明的复合纤维可以通过界面的面粗糙度、进而是微细的凹凸来消除层间剥离、强度不足的问题。
71.本发明中,“面粗糙度”表示界面的凹凸的程度,因此也被称为“表面粗糙度”或“表面的粗糙度”,有时也简称为“粗糙度”。“面粗糙度”例如可由电子显微镜照片等测定界面的剖面图中的“线粗糙度”而进行规定。本发明中,“面粗糙度”为可与“线粗糙度”互相交换使用的用语。
72.具体而言,对于线粗糙度,可以通过分别算出由金属烧结体和陶瓷烧结体形成的界面的线粗糙度、以及由金属体和陶瓷烧结体形成的界面的线粗糙度,从而判别界面结构的差异。
73.例如,在研磨本发明的复合纤维的試料剖面后,进行sem观察。对于能由sem图像判别界面的线粗糙度的视野,随机地抽取各3个视野。使用图像分析软件,将连接抽取的视野图像的端面与金属烧结体和陶瓷烧结体的界面的2个交点的直线定义为中心线,沿着中心线,以等间隔测定30点的实际的边界与中心线的距离。通过这些距离的平均值与标准差,可以评价线粗糙度。
74.具体的线粗糙度的值(测定值)例如为15nm~1000nm,优选为75nm~300nm,更优选为100nm~300nm。
75.边界与中心线的距离的标准差(sd)例如为12nm~500nm,优选为50nm~150nm。
76.例如,如图2和图3所示那样,在金属烧结体的晶粒与陶瓷烧结体的晶粒可形成界面的情况下,在剖面图的纵深方向也能确认到同样的线粗糙度,因此,界面可以具有在二维或三维上扩展的面粗糙度或凹凸。
77.具有这样的面粗糙度的界面可以使金属烧结体与陶瓷烧结体的密合度提高,可以得到抑制层间剥离、并具有进一步提高的破坏强度的复合纤维。进而,通过这样的晶粒的存在,从而可以得到因工艺中的热经历引起的残留应力被均匀地松弛的结构。
78.这样的晶粒可由多个或大量的微晶构成,也可以由单一的微晶构成。
79.金属成分与陶瓷成分可以是明确地区分开来,也可以是其至少一部分互相掺混。
80.另外,界面附近的区域可以包含非晶质的部分。因此,界面附近的区域可以是非晶质,也可以是晶质,还可以是非晶质和晶质双方一并存在。
81.本发明中,“非晶质”(有时也称为“无定形”或“amorphous”)是指:不是晶体状态(noncrystalline state)。
82.本发明中,“界面附近的区域”具体而言是指与界面邻接的区域,例如为距界面1500nm、优选为500nm的范围内的区域。
83.应予说明,金属烧结体和陶瓷烧结体中各自可以存在由原料引起或存在于原料中的杂质,烧结助剂、共同材料等所能包含的成分、杂质等。这样的成分可以以小于5%的量而存在。
84.对于晶粒的存在,可以对包含对象的区域的范围使用透射型电子显微镜或扫描型电子显微镜或扫描离子显微镜等,观察因晶体方位的差异引起的对比度差,从而判别晶粒的有无。
85.对于晶粒的晶体性,可以对包含对象的区域的范围进行使用x射线衍射或微小部x射线衍射的晶体结构解析法,从而进行评价。
86.另外,可以通过使用x射线衍射或微小部x射线衍射的晶体结构解析法,对于对象的区域为晶质或非晶质,或者存在这两者进行研究。
87.由晶质引发的衍射线被检测为陡峭的峰,由非晶质引发的散射光被检测为光晕(halo)(连续)。
88.本发明的复合纤维中,通过使至少金属烧结体与陶瓷烧结体互相邻接,形成金属(或金属成分)的晶粒构成的金属烧结体与陶瓷(或陶瓷成分)的晶粒构成的陶瓷烧结体具有面粗糙度的界面,特别是形成通过共烧结而形成的具有二维或三维扩展的凹凸的界面,从而可以使可在金属烧结体与陶瓷烧结体之间产生的应力集中松弛。其结果是,可以抑制可在金属烧结体与陶瓷烧结体之间产生的层间剥离,可以使金属烧结体与陶瓷烧结体的结合强度进一步提高。
89.进而,可以使复合纤维的强度(断裂强度,特别是拉伸强度或断裂伸长荷重)提高(高强度化)。另外,本发明的复合纤维中,通过具有可由这样的晶粒构成的复杂的凹凸的界面的存在,从而可以抑制层间剥离,使复合纤维的强度进一步提高,由此,可以实现复合纤维的细径化(小尺寸化),进而可以使本发明的复合纤维的柔性提高。应予说明,本发明的复合纤维中,提供强度、柔性的机制不拘泥于上述理论。
90.本发明的复合纤维中,纤维整体的拉伸强度(断裂伸长荷重)例如为5kgf/mm2以上,优选为6kgf/mm2以上,更优选为10kgf/mm2以上,进一步优选为14kgf/mm2以上或20kgf/mm2以上,特别优选为50kgf/mm2~400kgf/mm2,可以提供比现有的pzt纤维更高的强度。
91.本发明的复合纤维中,拉伸强度(断裂伸长荷重)优选按陶瓷烧结体<复合纤维<金属烧结体的顺序增大。
92.本发明的复合纤维具有拥有例如200mm以下的曲率半径这样的柔性,能发挥比现有的pzt纤维更高的柔性。在此,“曲率半径”是指,例如用手弯折本发明的复合纤维时,折断或在即将断裂前的曲率半径。但是,本发明的复合纤维优选能维持电特性。
93.本发明的复合纤维的纤维直径例如为500μm以下,优选为1μm~500μm,与现有的pzt纤维相比,可以实现细径化(小尺寸化)。在此,本发明的复合纤维的“纤维直径”是指,与纤维的轴方向垂直的方向的剖面中的最大的尺寸(例如直径)。
94.本发明的复合纤维中,金属烧结体与陶瓷烧结体的剖面积比(金属/陶瓷)没有特别限定,例如为1/99~99/1,优选为1/8~8/1。
95.另外,本发明的复合纤维中,金属烧结体与陶瓷烧结体的重量比(金属/陶瓷)没有特别限定,例如为1/99~99/1,优选为1/8~8/1。
96.在此,在图1所示的本发明的一个实施方式涉及的复合纤维10中,金属烧结体1位于纤维10的“中心部”(换言之,纤维10的“中心部”由金属烧结体1构成)。另外,图1所示的实施方式中,陶瓷烧结体2位于纤维10的“外侧部”(换言之,纤维10的“外侧部”由陶瓷烧结体2构成)。这样的实施方式中,复合纤维的“中心部”具有金属性,因此能与“中心部”电连接。应予说明,本发明的复合纤维不限于图1所示的实施方式。
97.本发明中,纤维的“中心部”是指,在与纤维的轴方向垂直的方向的剖面中包含纤维的几何学的中心的部分。
[0098]“外侧部”是指,在与纤维的轴方向垂直的方向的剖面中位于纤维的最外侧的部分。
[0099]“外侧部”与“中心部”之间可以进一步存在“中间部”。
[0100]
本发明中,“中心部”和“外侧部”以及“中间部”各自独立地由“金属烧结体”或“陶瓷烧结体”构成。但是,按照本发明,优选“金属烧结体”和“陶瓷烧结体”位置互相邻接。
[0101]
根据本发明的其它实施方式涉及的复合纤维,可以使陶瓷烧结体位于复合纤维的中心部。在该情况下,金属烧结体位于复合纤维的外侧部。这样的实施方式中,能与复合纤维的外侧部电连接。
[0102]
根据本发明的进一步的其它实施方式涉及的复合纤维,复合纤维的中心部可以由金属烧结体构成。在该情况下,复合纤维的外侧部的至少一部分可以由陶瓷烧结体构成。这样的实施方式中,复合纤维的中心部能与外部电连接。
[0103]
本发明中,“外侧部的至少一部分”是指,复合纤维的轴方向的至少一部分和/或复合纤维的周向的至少一部分。本发明的复合纤维在任一方向上,均以外侧部计为0~100%(其中不含0%)、优选为50~100%的范围而构成或被覆即可。
[0104]
根据本发明的进一步的其它实施方式涉及的复合纤维,复合纤维的中心部可以由陶瓷烧结体构成。在该情况下,复合纤维的外侧部的至少一部分可以由金属烧结体构成。这样的实施方式中,复合纤维的外侧部能与外部电连接。
[0105]
根据本发明的进一步的其它实施方式涉及的复合纤维,复合纤维的中心部可以由金属烧结体构成。在该情况下,复合纤维的外侧部也可以独立地由金属烧结体构成,可配置在中心部与外侧部之间的中间部可以由陶瓷烧结体构成。这样的实施方式中,可以使复合纤维的中心部和/或外侧部与外部电连接。
[0106]
应予说明,上述任一实施方式中,优选金属烧结体与陶瓷烧结体位置互相邻接。只要满足这样的位置关系,则本发明的复合纤维可以具有各种各样的形态的多层结构。
[0107]
(电极结构)
[0108]
作为其它实施方式,本发明的复合纤维例如可具有如图4所示那样的电极结构。通过使本发明的复合纤维具有电极结构,从而可以利用本发明的复合纤维作为电子零件用的材料,特别是电子零件元件。
[0109]
(a)
[0110]
例如,如图4(a)所示的复合纤维20具有大致圆形的剖面,具有中心部21与外侧部22配置为大致同心圆状的结构。应予说明,复合纤维20的剖面的形状不限于圆形、同心圆状的形状。
[0111]
复合纤维20中,中心部21和外侧部22中一者可以由“金属烧结体”和“陶瓷烧结体”中一者构成,中心部21和外侧部22中另一者可以由“金属烧结体”和“陶瓷烧结体”中另一者构成。复合纤维20中,优选“金属烧结体”和“陶瓷烧结体”位置互相邻接。
[0112]
图4(a)(上)的表示a-a’的剖面的图4(a)(下)的剖面图(轴方向的剖面图)所示的纤维直径da(最大尺寸或最大直径)例如为500μm以下,优选为1μm~500μm。
[0113]
(b)
[0114]
图4(b)所示的复合纤维30具有如下结构:在剖面为大致圆形的中心部31上,间隔配置有剖面为大致c字状(或大致新月状)的外侧部32a和剖面为大致反c字状(或大致新月状)的外侧部32b(以下将外侧部32a和32b统称为“外侧部32”)。应予说明,复合纤维30的剖面的形状不限于图示的形状。
[0115]
复合纤维30中,中心部31和外侧部32中一者由“金属烧结体”和“陶瓷烧结体”中一者构成,中心部31和外侧部32中另一者由“金属烧结体”和“陶瓷烧结体”中另一者构成。复合纤维30中,优选“金属烧结体”和“陶瓷烧结体”位置互相邻接。
[0116]
外侧部32所含的“金属烧结体”或“陶瓷烧结体”在外侧部32a、32b中可以相同也可以不同。
[0117]
图4(b)(上)的表示b-b’的剖面的图4(b)(下)的剖面图(轴方向的剖面图)所示的纤维直径db(最大尺寸或最大直径)例如为500μm以下,优选为1μm~500μm。
[0118]
(c)
[0119]
图4(c)所示的复合纤维40具有如下结构:在剖面为大致圆形的中心部41的一部分上,配置剖面为大致c字状(或大致新月状)的外侧部42。应予说明,复合纤维40的剖面的形状不限于图示的形状。
[0120]
复合纤维40中,中心部41和外侧部42中一者由“金属烧结体”和“陶瓷烧结体”中一者构成,中心部41和外侧部42中另一者由“金属烧结体”和“陶瓷烧结体”中另一者构成。复合纤维40中,优选“金属烧结体”和“陶瓷烧结体”位置互相邻接。
[0121]
图4(c)(上)的表示c-c’的剖面的图4(c)(下)的剖面图(轴方向的剖面图)所示的纤维直径dc(最大尺寸或最大直径)例如为500μm以下,优选为1μm~500μm。
[0122]
(d)
[0123]
图4(d)所示的复合纤维50具有大致圆形的剖面,具有中心部51、外侧部52、和配置在中心部51与外侧部52之间的中间部53为大致同心圆状的结构。应予说明,复合纤维50的剖面的形状不限于圆形、同心圆状。
[0124]
复合纤维50中,中心部51和外侧部52均由“金属烧结体”和“陶瓷烧结体”中一者构成,中间部53由“金属烧结体”和“陶瓷烧结体”中另一者构成。复合纤维50中,优选“金属烧结体”和“陶瓷烧结体”位置互相邻接。
[0125]
图4(d)(上)的表示d-d’的剖面的图4(d)(下)的剖面图(轴方向的剖面图)所示的纤维直径dd(最大尺寸或最大直径)例如为500μm以下,优选为1μm~500μm。
[0126]
例如,上述实施方式(a)和(c)中,优选:纤维的“中心部”由“金属烧结体”构成,纤维的“外侧部”由“陶瓷烧结体”构成。通过为这样的构成,从而可以使纤维的中心部作为电极而发挥功能。
[0127]
例如,上述实施方式(b)和(c)中,优选:纤维的“中心部”由“陶瓷烧结体”构成,纤维的“外侧部”由“金属烧结体”构成。通过为这样的构成,从而可以使纤维的外侧部作为电极而发挥功能。
[0128]
例如,上述实施方式(d)中,优选:纤维的“中心部”由“金属烧结体”构成,纤维的“外侧部”也独立地由“金属烧结体”构成,“中间部”由“陶瓷烧结体”构成。更优选“中心部”与“外侧部”的“金属烧结体”相同。通过为这样的构成,从而可以使纤维的中心部和/或外侧部作为电极而发挥功能。
[0129]
(其它实施方式)
[0130]
作为其它实施方式,本发明的复合纤维例如还包含如图5(a)所示那样的金属烧结体与陶瓷烧结体在纤维的轴方向互相邻接的形态,如图5(b)所示那样的金属烧结体与陶瓷烧结体以三明治结构而互相邻接的形态等。
[0131]
在图5(a)所示的实施方式中,例如优选为:复合纤维60的轴方向的第1端部61由“金属烧结体”构成,与第1端部对置的相反侧的第2端部62也独立地由“金属烧结体”构成,配置在第1端部61和第2端部62之间的连接部63由“陶瓷烧结体”构成。通过为这样的构成,从而可以使纤维的两端部(61,62)作为电极而发挥功能。
[0132]
另外,也可以是第1端部61和第2端部62各自独立地由“陶瓷烧结体”构成,连接部63由“金属烧结体”构成。
[0133]
或者,在上述方式中,连接部63可以具有“金属烧结体”与“陶瓷烧结体”可交互连接的构成。
[0134]
在图5(b)所示的实施方式中,例如优选为:在与复合纤维70的轴方向或轴方向垂直的方向的剖面中,复合纤维的中部(中层)73由“金属烧结体”构成,复合纤维70的上部(上层)71和下部(下层)72各自独立地由“陶瓷烧结体”构成。通过为这样的构成,从而可以使纤维的中部(中层)73作为电极而发挥功能。在图示的实施方式中,纤维的剖面为大致矩形(四边形),但不限定于这样的剖面形状。
[0135]
或者,也可以是复合纤维70的中部(中层)73由“陶瓷烧结体”构成,复合纤维70的上部(上层)71和下部(下层)72各自独立地由“金属烧结体”构成。通过为这样的构成,从而可以使纤维的上下部(上下层)(71,72)作为电极而发挥功能。
[0136]
本发明的复合纤维不限定于上述实施方式。以下,对于本发明的复合纤维的制造方法进行简单说明。
[0137]
(本发明的复合纤维的制造方法)
[0138]
本发明的复合纤维中,优选至少使“金属烧结体”与“陶瓷烧结体”通过例如共烧结而一体地互相邻接,从而形成或制造。通过使“金属烧结体”与“陶瓷烧结体”一体地邻接而形成,从而可以形成界面,特别是可以形成具有由上述金属成分的晶粒与陶瓷成分的晶粒构成的复杂的凹凸的界面,其中特别是可以形成具有上述面粗糙度的界面。
[0139]
本发明的复合纤维的制造方法没有特别限定,可以应用现有公知的陶瓷的煅烧技术等而适当制造本发明的复合纤维。
[0140]
例如,分别准备:将包含上述金属成分(金属元素)的原材料与根据需要的烧结助剂、共同材料、粘结剂树脂、溶剂、分散剂、增塑剂等一起制成的糊料;以及,将包含上述陶瓷成分(陶瓷元素)的原材料与根据需要的烧结助剂、共同材料、粘结剂树脂、溶剂、分散剂、增塑剂等一起制成的糊料;之后,适当成型并一同煅烧,从而可以制造使金属烧结体与陶瓷烧结体一体地邻接而形成的复合纤维。此时,例如可以使用多重喷嘴(二重喷嘴、三重喷嘴等复合纺纱用喷嘴)、成型模具等将各糊料成型为期望的形状。
[0141]
例如在使用二重喷嘴等多重喷嘴来将金属烧结体用糊料和陶瓷烧结体用糊料成型而纤维化的情况下,作为芯部分或芯,可以使用其它材料、例如“不是由晶粒构成的金属”和/或“不是由晶粒构成的陶瓷”等。
[0142]
本发明的复合纤维中,可作为芯部分使用的“不是由晶粒构成的金属”是指,例如为金属或合金,且与上述“金属烧结体”与“陶瓷烧结体”分开预先形成或制造的金属或合金。换言之,是指在上述“金属烧结体”与“陶瓷烧结体”的共烧结前形成或制造的金属或合金。因此,与上述“金属烧结体”与“陶瓷烧结体”的共烧结同时烧结而形成或制造的金属或合金不属于“不是由晶粒构成的金属”。
[0143]
作为可作为芯部分使用的“不是由晶粒构成的金属”,可以使用例如市售的金属制或合金制的线、特别是以轧制等而制造的金属制或合金制的线等。更具体而言,可以使用镍线和铜线等。
[0144]
本发明的复合纤维中,可作为芯部分使用的“不是由晶粒构成的陶瓷”是指,例如为陶瓷,且与上述“金属烧结体”与“陶瓷烧结体”分开预先形成或制造的陶瓷。换言之,是指在上述“金属烧结体”与“陶瓷烧结体”的共烧结前形成或制造的陶瓷。因此,与上述“金属烧结体”与“陶瓷烧结体”的共烧结同时烧结而形成或制造的陶瓷不属于“不是由晶粒构成的陶瓷”。
[0145]
作为“不是由晶粒构成的陶瓷”,例如可以使用市售的陶瓷纤维等。更具体而言,可以使用玻璃纤维等。
[0146]
例如,如图6(a)所示那样,本发明的复合纤维可以包含:芯部分(或芯或核)(c)、覆盖芯部分(c)的第1层(11)、以及覆盖该第1层(11)的第2层(12)。
[0147]
更具体而言,如图6(a)所示那样,本发明的复合纤维可以包含芯部分(c)、覆盖该芯部分(c)的第1层(11)、以及覆盖第1层(11)的第2层(12);芯部分(c)包含“不是由晶粒构成的金属”;第1层(11)包含“金属烧结体”,具体而言是由金属的晶粒构成的上述金属烧结体;第2层(12)包含“陶瓷烧结体”,具体而言是由陶瓷的晶粒构成的上述陶瓷烧结体。
[0148]
这样的复合纤维中,由“金属烧结体”构成的第1层和由“陶瓷烧结体”构成的第2层均由晶粒构成,从而形成具有上述面粗糙度的界面而互相结合,从而可以提高纤维的强度。进而,通过使芯部分(c)包含“不是由晶粒构成的金属”,更具体而言是金属线,从而可以进一步提高纤维的强度。此时通过使第1层由“金属烧结体”构成,从而可以进一步提高与芯部分(c)的结合力,可以显著地提高复合纤维的强度。
[0149]
作为例示,图7中示出如下复合纤维:使用镍线(金属ni芯)作为芯部分,第1层为镍(ni)晶粒层,第2层为钛酸钡(batio3)晶粒层(参照实施例13)。
[0150]
例如,如图6(a)所示那样,本发明的复合纤维可以包含芯部分(c)、覆盖该芯部分(c)的第1层(11)、以及覆盖第1层(11)的第2层(12);芯部分(c)包含“不是由晶粒构成的陶瓷”;第1层(11)包含“陶瓷烧结体”,具体而言是由陶瓷的晶粒构成的上述陶瓷烧结体;第2层(12)包含“金属烧结体”,具体而言是由金属的晶粒构成的上述金属烧结体。
[0151]
这样的复合纤维中,由“陶瓷烧结体”构成的第1层和由“金属烧结体”构成的第2层均由晶粒构成,从而形成具有上述面粗糙度的界面而互相结合,从而可以提高纤维的强度。进而,通过使芯部分(c)包含“不是由晶粒构成的陶瓷”,更具体而言是陶瓷纤维,从而可以进一步提高纤维的强度。此时通过使第1层由“陶瓷烧结体”构成,从而可以进一步提高与芯部分(c)的结合力,可以显著地提高复合纤维的强度。
[0152]
这样的结构的复合纤维例如可如下制造:按如图13所示的挤出成型法中使用的现有的装置上使用二重喷嘴,以芯部分(c)为核,将金属烧结体用糊料和陶瓷烧结体用糊料成型为同心圆状,从而制造。
[0153]
本发明的复合纤维中,例如,如图6所示的第2层(12)可以是“不是由晶粒构成的金属”和/或“不是由晶粒构成的陶瓷”。
[0154]
在第2层(12)是“不是由晶粒构成的金属”的情况下,第2层(12)可以是金属或合金的镀覆层、蒸镀膜、溅射膜。
[0155]
在第2层(12)是“不是由晶粒构成的陶瓷”的情况下,第2层(12)可以是陶瓷的涂布层、蒸镀膜、溅射膜。
[0156]
例如,如图6(a)所示那样,本发明的复合纤维可以包含芯部分(c)、覆盖该芯部分(c)的第1层(11)、以及覆盖第1层(11)的第2层(12);芯部分(c)包含“陶瓷烧结体”,具体而言是由陶瓷的晶粒构成的上述陶瓷烧结体;第1层(11)包含“金属烧结体”,具体而言是由金属的晶粒构成的金属烧结体;第2层(12)可以包含“不是由晶粒构成的金属”。
[0157]
这样的复合纤维中,由“陶瓷烧结体”构成的芯部分和由“金属烧结体”构成的第1层均由晶粒构成,从而形成具有上述面粗糙度的界面而互相结合,从而可以提高纤维的强度。进而,通过使第2层(12)包含“不是由晶粒构成的金属”,从而可以进一步提高纤维的强度。此时通过使第1层由“金属烧结体”构成,从而可以进一步提高与第2层(12)的结合力,可以显著地提高复合纤维的强度。
[0158]
例如,如图6(a)所示那样,本发明的复合纤维可以包含芯部分(c)、覆盖该芯部分(c)的第1层(11)、以及覆盖第1层(11)的第2层(12);芯部分(c)包含“金属烧结体”,具体而言是由金属的晶粒构成的上述金属烧结体;第1层(11)包含“陶瓷烧结体”,具体而言是由陶瓷的晶粒构成的上述陶瓷烧结体;第2层(12)可以包含“不是由晶粒构成的陶瓷”。
[0159]
这样的复合纤维中,由“金属烧结体”构成的芯部分和由“陶瓷烧结体”构成的第1层均由晶粒构成,从而形成具有上述面粗糙度的界面而互相结合,从而可以提高纤维的强度。进而,通过使第2层(12)包含“不是由晶粒构成的陶瓷”,从而可以进一步提高纤维的强度。此时通过使第1层由“陶瓷烧结体”构成,从而可以进一步提高与第2层(12)的结合力,可以显著地提高复合纤维的强度。
[0160]
芯部分(c)、第1层(11)和第2层(12)的厚度的比没有特别限定,根据期望的用途而适当确定即可。复合纤维的整体的厚度或直径(最大尺寸或最大直径)例如为500μm以下,优选为1μm~500μm。
[0161]
另外,可以利用丝网印刷法等的印刷法、使用生片的生片法、或这些复合法等层叠技术,从而制造本发明的复合纤维。在利用这样的层叠技术的情况下,可以通过裁断使煅烧前或煅烧后的层叠体适当地纤维化,从而制造本发明的复合纤维(例如参照图8)。
[0162]
本发明的复合纤维的制造方法不限定于上述制造方法。以下,根据实施例,对本发明的复合纤维进行进一步详细的说明。
[0163]
实施例
[0164]
实施例1~10
[0165]
(1)金属烧结体用糊料的制备
[0166]
金属烧结体用糊料由ni粉末、作为共同材料的包含ba,ti的钙钛矿型氧化物、聚羧酸系分散剂、粘结剂树脂、有机溶剂形成。使用平均粒径为0.2μm的ni粉末。另外,使用平均粒径为30nm的包含ba,ti的钙钛矿型氧化物。作为粘结剂树脂,例如可以使用将树脂溶解在丁基卡必醇而得的树脂溶液。作为可溶解于丁基卡必醇的树脂,例如,可使用乙基纤维素、乙酸丁酸纤维素等。在金属烧结体用糊料的制备时,将ni粉末50重量份,作为共同材料的包含ba,ti的钙钛矿型氧化物5重量份,在丁基卡必醇中溶解乙基纤维素10重量份而得的树脂溶液,聚羧酸系分散剂1重量份,以及作为剩余部分的丁基卡必醇进行调合,利用球磨机来制备金属烧结体用糊料。
[0167]
(2)陶瓷烧结体用糊料的制备
[0168]
陶瓷烧结体用糊料由包含ba,ti的钙钛矿型氧化物、聚乙烯缩丁醛系粘结剂树脂、增塑剂、甲苯等有机溶剂形成。使用平均粒径为100nm的包含ba,ti的钙钛矿型氧化物。在陶瓷烧结体用糊料的制备时,将包含ba,ti的钙钛矿型氧化物90重量份、聚乙烯缩丁醛系粘结剂树脂10重量份、增塑剂、以及甲苯进行调和,利用球磨机来制备陶瓷烧结体用糊料。
[0169]
如图8示意性所示那样,通过将上述陶瓷烧结体用糊料涂布在支持基体(未图示)而干燥,从而制作第1陶瓷烧结体用生片81(图8(a))。
[0170]
通过印刷使上述金属烧结体用糊料层叠于第1陶瓷烧结体用生片81,形成金属烧结体用印刷层82(图8(b))。
[0171]
与第1陶瓷烧结体用生片81同样进行,由上述陶瓷烧结体用糊料制作第2陶瓷烧结体用生片83,从支持基体剥离后,将该第2陶瓷烧结体用生片83层叠于金属烧结体用印刷层82而压接,从而制作层叠体80(图8(c))。
[0172]
接下来,例如,沿着图8(c)示意性所示的虚线将层叠体80细长地裁断(剪切),制作“复合纤维前体”。
[0173]
应予说明,第1陶瓷烧结体用生片81、金属烧结体用印刷层82、第2陶瓷烧结体用生片83的厚度如下表1所述(单位:μm)。
[0174]
[表1]
[0175]
实施例第1陶瓷烧结体用生片金属烧结体用印刷层第2陶瓷烧结体用生片19.120.19.123.24.03.233.210.33.243.220.03.253.240.53.2614.920.114.9730.120.130.189.14.09.199.110.39.11030.140.530.1
[0176]
(煅烧工序)
[0177]
将“复合纤维前体”按以下的条件煅烧,从而作为“金属烧结体”与“陶瓷烧结体”互相邻接而成的纤维体而制造复合纤维。
[0178]
煅烧条件
[0179]
在氮气氛中,在400℃、10小时的条件进行脱脂处理后,在氮-氢-水蒸气混合气氛中,以最高温度1200℃、氧分压10-9
~10-10
mpa的条件进行煅烧。
[0180]
图8(d)中示意性地示出实施例1中制作的复合纤维的剖面(轴方向的剖面)。更具体而言,图8(d)示意性地示出如下结构:在作为金属烧结体而形成的镍金属(ni)(92)(剖面中央部)和作为陶瓷烧结体而形成的钛酸钡(batio3)(bt)(91,93)(剖面上下部)之间以三明治状夹住,且金属烧结体与陶瓷烧结体互相邻接。
[0181]
(剖面观察)
[0182]
使用电子显微镜(日本电子公司制、jcm-5700),观察上述制作的实施例1的复合纤维的剖面(轴方向的剖面)。将复合纤维的剖面的电子显微镜照片示于图9(5.0kv、2500倍)。
[0183]
图9的电子显微镜照片的ni厚度为15.6μm,batio3(bt)的厚度为6.0μm(表2)。金属烧结体(ni)与陶瓷烧结体(batio3)没有剥离的地方,为密合的接合状态。
[0184]
另外,将实施例2~10的ni厚度、batio3的厚度示于下表2(单位:μm)。
[0185]
[表2]
[0186]
实施例钛酸钡层(91)镍层(92)钛酸钡层(93)16.015.66.022.13.02.132.17.82.142.115.52.152.130.52.169.915.19.9720.415.020.486.03.06.095.97.55.91019.830.519.8
[0187]
(强度测定)
[0188]
使用强度试验机(岛津制作所制、mst-1),测定实施例1~10中制作的复合纤维的拉伸强度。另外,评价实施例1~10中制作的复合纤维的曲率半径。下表3示出实施例1~10中制作的复合纤维中的拉伸强度和曲率半径的评价结果。
[0189]
[表3]
[0190]
实施例拉伸强度[kgf/mm2]曲率半径[mm]121.95215.13320.93428.53529.53614.310711.215812.25916.351018.115
[0191]
实施例1~10的复合纤维均显示出10kgf/mm2以上的拉伸强度,显示15mm以下的曲率半径。
[0192]
比较例1(使用镍箔的复合纤维)
[0193]
(1)镍箔的准备
[0194]
代替金属烧结体用糊料,由nirako co.,ltd.得到厚度15μm的镍箔。
[0195]
(2)陶瓷烧结体用糊料的制备
[0196]
与实施例1~10同样地进行,制备陶瓷烧结体用糊料。
[0197]
如图8示意性所示那样,通过将陶瓷烧结体用糊料涂布在支持基体(未图示)而干燥,从而制作第1陶瓷烧结体用生片81(图8(a))。
[0198]
作为金属烧结体用印刷层82的代替,将镍箔层叠于第1陶瓷烧结体用生片81(图8(b))。
[0199]
与第1陶瓷烧结体用生片81同样进行,由上述陶瓷烧结体用糊料制作第2陶瓷烧结体用生片83,从支持基体剥离后,将该第2陶瓷烧结体用生片83层叠于镍箔而压接,从而制作层叠体80(图8(c))。
[0200]
接下来,例如,沿着图8(c)示意性所示的虚线将层叠体80细长地裁断(剪切),制作“复合纤维前体”。
[0201]
应予说明,第1陶瓷烧结体用生片81、镍层82、第2陶瓷烧结体用生片83的厚度如下表4所述(单位:μm)。
[0202]
[表4]
[0203][0204]
(煅烧工序)
[0205]
将“复合纤维前体”按以下的条件煅烧,从而制造复合纤维来作为“镍层(金属箔层)”与“陶瓷烧结体”互相邻接而成的纤维体(即,“陶瓷烧结体(bt)”与“ni层(金属箔层)”与“陶瓷烧结体(bt)”互相邻接而成的3层结构的纤维体)。
[0206]
煅烧条件
[0207]
在氮气氛中,在400℃、10小时的条件进行脱脂处理后,在氮-氢-水蒸气混合气氛中,以最高温度1200℃、氧分压10-9
~10-10
mpa的条件进行煅烧。
[0208]
(剖面观察)
[0209]
使用电子显微镜(日本电子公司制、jcm-5700),观察上述制作的复合纤维的剖面(轴方向的剖面)。将复合纤维的剖面的电子显微镜照片示于图10(5.0kv、2500倍)。
[0210]
[表5]
[0211]
比较例钛酸钡层(91)镍层(92)钛酸钡层(93)16.015.06.0
[0212]
如图10所示,由于热膨胀系数的不同,对batio3层施加有应力,batio3(bt)层断裂。还产生了ni-batio3(bt)层的剥离。由此可知,比较例1的复合纤维在物理上没有作为压电纤维而发挥功能。
[0213]
(强度测定)
[0214]
使用强度试验机(岛津制作所制、mst-1),测定比较例1中制作的复合纤维的拉伸强度。另外,评价比较例1中制作的复合纤维的曲率半径。下表6示出比较例1的复合纤维的拉伸强度、曲率半径的评价结果。
[0215]
[表6]
[0216]
比较例拉伸强度[kgf/mm2]曲率半径[mm]
113.75
[0217]
根据表6所示的结果可知,比较例1的复合纤维与实施例1的复合纤维相比较,仅具有约60%左右的拉伸强度。
[0218]
实施例11
[0219]
与实施例1同样地进行,使用金属烧结体用糊料和陶瓷烧结体用糊料,经过二重喷嘴,制作将金属烧结体用糊料和陶瓷烧结体用糊料配置为同心圆状的具有圆形剖面复合纤维前体(中心部:金属烧结体(ni)用糊料,外侧部;陶瓷烧结体(bt)用糊料,剖面积比(金属/陶瓷):1/1)。
[0220]
接下来,以与实施例1同样的煅烧条件煅烧复合纤维前体,制作具有圆形剖面的复合纤维(纤维直径:90μm)(中心部:金属烧结体(ni),外侧部;陶瓷烧结体(bt))。
[0221]
与实施例1同样地进行,测定实施例11中制作的复合纤维的强度。
[0222]
实施例11中制作的复合纤维的拉伸强度为19.1kgf/mm2。
[0223]
另外,实施例11中制作的复合纤维的曲率半径为5mm。
[0224]
实施例12
[0225]
除了使用以下的金属烧结体用糊料和陶瓷烧结体用糊料之外,与实施例11同样地进行,经过二重喷嘴,制作将以下的金属烧结体用糊料和陶瓷烧结体用糊料配置为同心圆状的具有圆形剖面复合纤维前体(中心部:金属烧结体(cu)用糊料,外侧部:陶瓷烧结体(bnt)用糊料,剖面积比(金属(cu)/陶瓷(bnt)):1/1)。
[0226]
(1)金属烧结体用糊料的制备
[0227]
金属烧结体用糊料由cu粉末、作为共同材料的包含bi,na,ti的钙钛矿型氧化物、聚羧酸系分散剂、粘结剂树脂、有机溶剂形成。使用平均粒径为0.2μm的cu粉末。另外,使用平均粒径为30nm的包含bi,na,ti的钙钛矿型氧化物。作为粘结剂树脂,例如可以使用将树脂溶解在丁基卡必醇而得的树脂溶液。作为可溶解于丁基卡必醇的树脂,例如,可使用乙基纤维素、乙酸丁酸纤维素等。在金属烧结体用糊料的制备时,将cu粉末50重量份,作为共同材料的包含bi,na,ti的钙钛矿型氧化物5重量份,在丁基卡必醇中溶解乙基纤维素10重量份而得的树脂溶液,聚羧酸系分散剂1重量份,以及作为剩余部分的丁基卡必醇进行调合,利用球磨机来制备金属烧结体用糊料。
[0228]
(2)陶瓷烧结体用糊料的制备
[0229]
陶瓷烧结体用糊料由包含bi、na、ti的钙钛矿型氧化物、聚乙烯缩丁醛系粘结剂树脂、增塑剂、甲苯等有机溶剂形成。使用平均粒径为100nm的包含bi、na、ti的钙钛矿型氧化物。在陶瓷烧结体用糊料的制备时,将包含bi、na、ti的钙钛矿型氧化物90重量份、聚乙烯缩丁醛系粘结剂树脂10重量份、增塑剂、以及甲苯进行调和,利用球磨机来制备陶瓷烧结体用糊料。
[0230]
接下来,以与实施例1同样的煅烧条件煅烧复合纤维前体,制作具有圆形剖面的复合纤维(纤维直径:100μm)(中心部:金属烧结体(cu),外侧部;陶瓷烧结体(钛酸铋钠)(bnt))。
[0231]
与实施例1同样地进行,测定实施例12中制作的复合纤维的强度。
[0232]
实施例12中制作的复合纤维的拉伸强度为15.4kgf/mm2。
[0233]
另外,实施例12中制作的复合纤维的曲率半径为5mm。
[0234]
实施例13
[0235]
使用实施例1中准备的金属烧结体(ni)用糊料和陶瓷烧结体(bt)用糊料以及镍线(线)(直径:50μm),与现有同样地进行,使镍线(线)经过导丝器(参照图13)(其中,该实施例使用二重喷嘴),制作金属烧结体(ni)用糊料和陶瓷烧结体(bt)用糊料配置为同心圆状的具有圆形剖面的复合纤维前体(芯部分:ni线(线)、第1层(内侧部):金属烧结体(ni)用糊料,第2层(外侧部):陶瓷烧结体(bt)用糊料、剖面积比(ni线/ni层/bt层):0.70/0.30/1.0)。
[0236]
接下来,以与实施例1同样的煅烧条件煅烧复合纤维前体,制作具有圆形剖面的复合纤维(纤维直径:88μm)(芯部分:金属ni,第1层(内侧部):金属烧结体(ni),第2层(外侧部):陶瓷烧结体(bt))。
[0237]
与实施例1同样地进行,测定实施例13中制作的复合纤维的强度。
[0238]
实施例13中制作的复合纤维的拉伸强度为19.8kgf/mm2。
[0239]
另外,实施例13中制作的复合纤维的曲率半径为5mm。
[0240]
(剖面观察)
[0241]
使用电子显微镜(日本电子公司制、jcm-5700),观察实施例13中制作的复合纤维的剖面(与轴方向为垂直方向的剖面(轴剖面))。将复合纤维的剖面的电子显微镜照片示于图7(5.0kv、2500倍)。
[0242]
如图7所示可知,实施例13的复合纤维完全没有层间剥离、开裂。由此可知,实施例13的复合纤维的拉伸强度高,作为压电纤维而发挥功能。
[0243]
比较例2
[0244]
除了使用厚度15μm的铜箔(nirako co.,ltd.制)和实施例12中制备的陶瓷烧结体用糊料之外,与比较例1同样地进行,制造“cu层(金属箔层)”与“陶瓷烧结体(bnt)”互相邻接而成的复合纤维,即,“陶瓷烧结体(bnt)”与“cu层(金属箔层)”与“陶瓷烧结体(bnt)”互相邻接而成的3层结构的纤维体)。
[0245]
与实施例1同样地进行,测定比较例2中制作的复合纤维的强度。
[0246]
比较例2中制作的复合纤维的拉伸强度为6.0kgf/mm2。
[0247]
另外,比较例2中制作的复合纤维的曲率半径为10mm。
[0248]
比较例2中制作的复合纤维与比较例1中制作的复合纤维同样,由于热膨胀系数的不同,对bnt层施加有应力,bnt层断裂。另外,还产生了bmt层的剥离。由此可知,比较例2的复合纤维没有作为压电纤维而发挥功能。
[0249]
(线粗糙度的确定)
[0250]
测定实施例3和比较例1中制作的复合纤维的金属烧结体与陶瓷烧结体的界面的线粗糙度。
[0251]
在研磨实施例3和比较例1中制作的复合纤维的試料剖面后,进行sem观察。以sem(15.0kv、5000倍)观察可观察的邻接的金属烧结体(ni)和陶瓷烧结体(bt)的界面的剖面。对于能由sem图像判别界面的视野,随机地抽取各3个视野。使用图像分析软件(三谷商事株式会社、winroof),将连接抽取的视野图像的端面与金属烧结体和陶瓷烧结体的界面的2个交点的直线定义为中心线,沿着中心线,以等间隔测定30点的实际的边界与中心线的距离。通过这些距离的平均值与标准差,评价线粗糙度。结果示于下述表7。
[0252]
[表7]
[0253][0254]
本发明的复合纤维的制造方法不限定于上述实施例中例示的制造方法。
[0255]
产业上的可利用性
[0256]
本发明的复合纤维可用于建筑物、汽车、船舶、飞机等结构物所使用的传感器,特别是振动传感器、致动器等。另外,本发明的复合纤维也可以用作电子零件元件。
[0257]
符号说明
[0258]1ꢀꢀ
金属烧结体
[0259]2ꢀꢀ
陶瓷烧结体
[0260]3ꢀꢀ
界面
[0261]
10,20,30,40,50,60,70
ꢀꢀ
复合纤维
[0262]
11
ꢀꢀ
第1层
[0263]
12
ꢀꢀ
第2层
[0264]cꢀꢀ
芯部分/芯
[0265]
21,31,41,51
ꢀꢀ
中心部
[0266]
22,32,42,52
ꢀꢀ
外侧部
[0267]
53
ꢀꢀ
中间部
[0268]
61
ꢀꢀ
第1端部
[0269]
62
ꢀꢀ
第2端部
[0270]
63
ꢀꢀ
连接部
[0271]
71
ꢀꢀ
上部
[0272]
72
ꢀꢀ
下部
[0273]
73
ꢀꢀ
中部
[0274]
80
ꢀꢀ
层叠体
[0275]
81
ꢀꢀ
第1陶瓷烧结体用生片
[0276]
82
ꢀꢀ
金属烧结体用印刷层
[0277]
83
ꢀꢀ
第2陶瓷烧结体用生片
[0278]
90
ꢀꢀ
复合纤维(剖面)
[0279]
91
ꢀꢀ
钛酸钡(batio3)(bt)
[0280]
92
ꢀꢀ
镍(ni)
[0281]
93
ꢀꢀ
钛酸钡(batio3)(bt)
[0282]
100
ꢀꢀ
pzt纤维
[0283]
101
ꢀꢀ
金属线/金属细线
[0284]
102 pzt薄层/pzt膜
[0285]
103 喷嘴
[0286]
104
ꢀꢀ
导丝器
[0287]
105
ꢀꢀ
pzt糊料
[0288]
200
ꢀꢀ
智能基板
[0289]
201
ꢀꢀ
碳纤维增强塑料(cfrp)预浸料
[0290]
202
ꢀꢀ
结构体
[0291]
300
ꢀꢀ
pzt纤维
[0292]
301
ꢀꢀ
金属细线
[0293]
302
ꢀꢀ
pzt膜
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。